Изобретение относится к повышению выносливости стыковых и угловых сварных соединений при их эксплуатации в условиях воздействия циклического нагружения и может быт использовано в автомобилестроении, горном машиностроении и других отраслях промышленности.
Известен способ повышения выносливости сварных соединений с помощью нанесения на поверхность сварных соединений пластмассовых покрытий. В известном способе поверхность сварных соединений покрывают пластмассой или эпоксидной смолой. Однако этот способ недостаточно
эффективен и незначительно повышает выносливость сварных соединений.
Известен также способ повышения выносливости сварных соединений с помощью горячего цинкования.
Недостатком указанного способа является то, что с его помощью не представляется возможным повышать выносливость сварных крупногабаритных изделий.
Известен также способ повышения сопротивляемости сварных соединений растрескиванию, вызванного повышенным содержанием в зоне термического влияния (ЗТВ) водорода путем наклеивания на поверхность ЗТВ материала на основе тифло 1 о о со
СО
на, который содержит Fe-Ti и адсорбирует водород. В данном способе предотвращается водородное растрескивание путем на- клеивания на поверхность ЗТВ слоя материала, адсорбирующего водород.
Цель изобретения - повышение выносливости сварных конструкций при циклическом нагружении путем нанесения на любой участок поверхности зоны термического влияния посредством пайки слоя по- крытия из легкоплавкого сплава.
Поставленная цель достигается тем, что согласно способу поверхностный слой легкоплавкого сплава, например на основе цинка наносят на сварное соединение с по- мощью пайки. Способ, основанный на процессе пайки, позволяет наносить слой легкоплавкого сплава на любой участок поверхности сварных крупногабаритных изделий. Применение заявляемого способа позволяет более экономно расходовать сплав для обработки изделий, поскольку опой пайки наносится на узкий участок поверхности сварного соединения, производить обработку изделий крупных размеров в отдельных зонах предполагаемого развития усталостных трещин. Поэтому заявляемый способ является весьма технологичным.
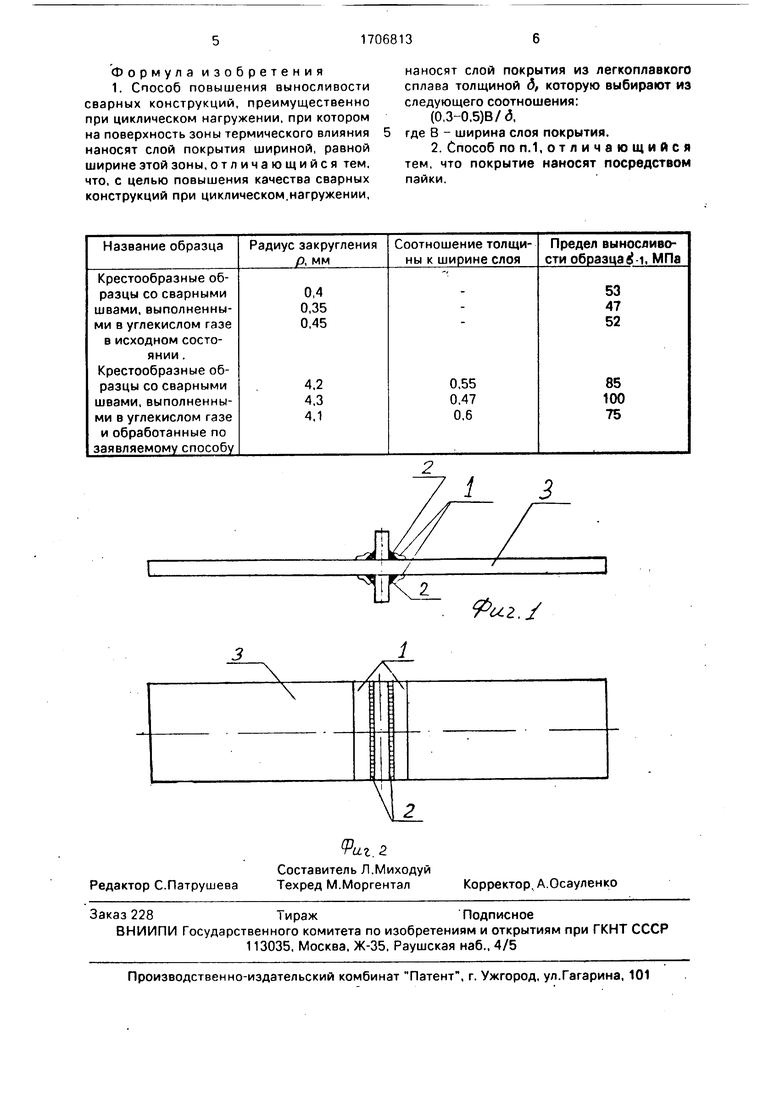
На фиг.1 и 2 представлена схема спосо- ба.
Способ состоит в следующем.
Поверхность 1 образца со сварным швом, прилегающую к зоне сплавления металла шва с основным металлом, зачищают от окалины. Затем зачищенные участки поверхности образцов нагревают газовой горелкой до 600°С и наносят на нее флюс для пайки на основе буры. После этого на зачищенную поверхность металла наносят при- пой, который при этом расплавляется. Расплавленный припой разравнивают, чтобы он покрыл поверхность металла зоны термического влияния сварного шва 2, прилегающие к линии сплавления. Ширина зо- ны слоя пайки В 1 составляет 10 мм, что равно ширине зоны термического влияния. Слой пайки имеет такую ширину В, чтобы он покрывал наиболее охрупченный участок зоны термического влияния сварного шва 2. Толщина слоя пайки б на ровных участках поверхности образца составляет 1-1,5 мм, а над линией сплавления толщина слоя д должна быть не более 0,5 от его ширины В, поскольку в более толстом слое могут воз- никать напряжения растяжения большой величины, которые вызывают отслаивание слоя от поверхности образца и понижают выносливость сварных соединений (табл.1).
Слой нельзя делать тоньше, чем 0,3 его ширины, поскольку при слишком тонком слое нельзя обеспечить сплошность покрытия им поверхности сварного соединения. После охлаждения сварного соединения образуется достаточно прочное сцепление (адгезия) паянного слоя с поверхностью сварного соединения. В результате нанесения паянного слоя в поверхностном слое металла сварного соединения образуются напряжения сжатия. Дополнительно к этому благодаря паянному слою резко снижается концентрация напряжений от внешней нагрузки по линии сплавления сварного соединения. Эти факторы обеспечивают повышение выносливости сварных соединений при циклическом нагружении.
Пример. Крестообразные образцы (фиг.1 и 2) из высокопрочной ста л и 13ХГМРБ с Оо. МПа со сварными угловыми швами, выполненными в углекислом газе обрабатывали по предлагаемому способу. На зачищенную поверхность образцов (фиг.1 и 2), нагретую до 600°С в зоне линии сплавления наносят слой флюса для пайки на основе буры. Затем поверхность образца в той же зоне покрывают слоем припоя ПАН-23, который представляет собой сплав цинка с оловом. Припой при этом расплавляется, а после охлаждения поверхности образца образует поверхностный слой 1, который имеет прочное сцепление с поверхностью образца 3 шириной 10 мм и толщиной над линией сплавления 5 мм (0,5 ширины слоя). Затем образцы испытывались на усталость при изгибном нагружении с симметричным циклом. Проведенные испытания показали, что в результате нанесения на сварные соединения стали 13ХГМРБ паяного слоя 1 с помощью цинково-оловянного припоя ПАН- 23 предел выносливости этих соединений повышается в 2 раза по сравнению с необработанными образцами.
Таким образом, по сравнению с прототипом данный способ позволяет существенно повышать выносливость сварных соединений. Выносливость повышается в результате создания в поверхностном слое сварных соединений после обработки по заявляемому способу напряжений сжатия и уменьшения концентрации напряжений в месте перехода от сварного шва к основному металлу. Значения радиуса закругления в месте перехода от шва к основному металлу для необработанных по заявляемому способу образцов на порядок ниже, чем для обработанных (табл.1).
Экономический эффект от внедрения способа не может быть определен ввиду отсутствия методики его расчета,
Формула изобретения 1. Способ повышения выносливости сварных конструкций, преимущественно при циклическом нагружении, при котором на поверхность зоны термического влияния наносят слой покрытия шириной, равной ширине этой зоны, отличающийся тем. что, с целью повышения качества сварных конструкций при циклическом.нагружении,
наносят слой покрытия из легкоплавкого сплава толщиной б, которую выбирают из следующего соотношения:
(0,3-0,5), где В - ширина слоя покрытия.
2. Способ по п.1,отличающийся тем, что покрытие наносят посредством пайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| СПОСОБ РЕМОНТА ИЗДЕЛИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ПОСРЕДСТВОМ СВАРКИ | 1998 |
|
RU2196671C2 |
| СПОСОБ СВАРКИ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ С ТРУБОПРОВОДОМ | 2003 |
|
RU2267388C2 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ЦИРКОНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2430818C1 |
| СПОСОБ НАНЕСЕНИЯ ПРИПОЯ НА АЛЮМИНИЙ И ЕГО СПЛАВЫ ПЛАКИРОВАНИЕМ | 1988 |
|
SU1672691A1 |
| СПОСОБ ИСПЫТАНИЯ НА УДАРНЫЙ ИЗГИБ СВАРНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2265825C2 |
| Способ пайки графита с алюминием | 1979 |
|
SU854627A1 |
| Способ подготовки под сварку труб с внутренним защитным покрытием | 1989 |
|
SU1704993A1 |
| Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра | 2016 |
|
RU2632496C1 |
Изобретение относится к сварке, в частности к способу повышения выносливости сварных соединений при циклическом на- гружении стыковых и угловых сварных соединений. Изобретение может быть использовано в автомобилестроении, горном машиностроении и других отраслях промышленности. Цель изобретения - повышение качества сварных соединений при циклическом нагружении. Способ заключается в том, что на поверхность зоны термического влияния наносят слой покрытия и ириной, равной ширине этой зоны из легкоплавкого сплава толщиной д(0,3-0,5)В, где В - ширина слоя покрытия. Покрытия наносят пайкой. В результате нанесения слоя пайки вблизи поверхности сварного соединения возникают напряжения сжатия и благодаря слою пайки, нанесенному на поверхность сварного соединения, резко снижается концентрация напряжений от внешней нагрузки по линии сплавления. Критерием оценки повышения выносливости сварных соединений являются значения пределов выносливости, которые определяются при испытании на усталость сварных образцов до появления в них усталостных трещин. 1 з.п ф-лы, 2 ил., 1 табл. (Л
3
.S
| Гильде В | |||
| Повышение выносливости сварных соединений конструкций с помощью пластмассовых покрытий | |||
| - Автоматическая сварка, 1965, Nfe 1 | |||
| Masumoto I., Tamaki K., Steel Welded Joint by Hot Galvanizing | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
