Способ относится к области машиностроения и может применяться при аттестации сварного соединения по качеству металла зоны термического влияния.
Испытания металла сварного соединения на ударный изгиб на образцах с надрезом широко применяются в технике. Стандартом ГОСТ 6996-66 предусматриваются методы определения механических свойств сварного соединения, при этом согласно п.5.7 "все образцы вырезаются поперек испытуемого участка сварного соединения". Имеется только упоминание о другой направленности вырезки образцов (п.5.3): "при расположении надреза поперек металла шва, зоны сплавления или зоны термического влияния в конце обозначения ставится буква П."
Известны и другие методы выявления охрупчивания околошовной зоны, например, испытанием на удар специальных жестко закрепленных сварных образцов (справочник: Металловедение и термическая обработка стали и чугуна. М.: Металлургиздат, 1956, с.224).
За прототип взят способ испытания по ГОСТ 6996-66 на ударный изгиб (на надрезанных образцах).
Недостаток прототипа: при определении ударной вязкости зоны термического влияния (ЗТВ) не обеспечивается стабильность результатов, т.к. надрез длиной 10 мм поперечного образца (п.5.7 ГОСТ 6996-66) невозможно расположить по ЗТВ, имеющей малую ширину (1-2 мм) и изогнутый характер.
Задача изобретения: обеспечить стабильность отбора проб при вырезке ударных образцов и, соответственно, стабильность результатов ударной вязкости ЗТВ.
Поставленная задача решается тем, что образец вырезают по направлению толщины сварного шва, располагая его так, чтобы надрез был перпендикулярен испытуемому участку ЗТВ, при этом ЗТВ располагают в центре по длине надреза, а по бокам располагают металл сварного шва (с одной стороны) и основного, свариваемого металла, (с другой стороны), обеспечивая толщину металла каждой боковой зоны не менее толщины ЗТВ.
Участие одновременно в изгибе при испытании металла трех зон соответствует положению механики разрушения - концентрации напряжений на границе двух структур и возможного здесь зарождения трещины при нагружении сварного соединения.
Для реализации способа выполняют операции:
1. Изготавливают иммитатор сварного соединения.
2. Из него изготавливают темплет толщиной, например, 15 мм.
3. Подготавливают микрошлиф одной плоскости темплета.
4. Протравливают участок сварного шва, ЗТВ, части сваренных деталей темплета для выявления ЗТВ.
5. Размечают ударные образцы.
6. Вырезают и изготавливают образцы.
7. Испытывают образцы на ударный изгиб с определением ударной вязкости.
Способ проверен практически при ремонте шаровых запорных газовых кранов типа "БОРЗИГ" ДУ700/1000, "КОБЕ".
Способ иллюстрируется двумя фигурами.
Фиг.1 - схема направления и расположения вырезки образцов.
Фиг.2 - сечение по излому испытанного образца (микрошлиф, ×2) с тремя зонами металла: ЗТВ (в центре), сварного шва и основного (по бокам).
ПРИМЕР. Из стали марки 09Г2С изготовили сварной иммитатор, после отжига (680°С 2 ч) вырезали 4 темплета, выявили травлением микрошлифа контуры ЗТВ, разметили и вырезали ударные образцы сечением 10×10 мм. Методом оптико-шлифовки вырезали надрезы радиусом 0,25 мм. Образцы испытали при температуре -60°С по ГОСТ 9454-78 и рассчитали ударную вязкость KCV-60, результаты - по таблице, откуда видно, что в соответствии с металлом фланца или корпуса ударная вязкость ЗТВ достаточно стабильна.
Технический результат предлагаемого способа заключается в более надежном отборе проб образцов с участием в изломе при ударном изгибе металла ЗТВ и за счет этого - повышении стабильности результатов испытания металла ЗТВ, а значит, совершенствовании производственного процесса ремонта шаровых газовых кранов. Повышается достоверность оценки сварного соединения на сопротивление разрушению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра | 2016 |
|
RU2632496C1 |
| Способ изготовления электросварных труб диаметром от 508 до 1422 мм с толщиной стенки от 6 до 20 мм из аустенитных марок стали | 2022 |
|
RU2787204C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| Способ определения механических свойств стали и сплавов | 1988 |
|
SU1647350A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2005 |
|
RU2299252C1 |
| ХЛАДОСТОЙКАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ | 2004 |
|
RU2269588C1 |
| Способ сварки сталей под флюсом | 1985 |
|
SU1263471A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| ВЫСОКОПРОЧНАЯ ТОЛСТОСТЕННАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ТРУБОПРОВОДА С ПРЕВОСХОДНОЙ НИЗКОТЕМПЕРАТУРНОЙ ВЯЗКОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2427663C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИЧИНЫ ПОНИЖЕННОЙ УДАРНОЙ ВЯЗКОСТИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2281975C1 |

Изобретение относится к испытательной технике. Сущность: изготавливают темплеты из сварных имитаторов. Производят травление для выявления контура ЗТВ, разметку и вырезку ударных образцов. Образцы испытывают с расчетом ударной вязкости. Причем образцы вырезают по направлению толщины сварного шва, располагая их так, чтобы надрез был перпендикулярен испытуемому участку ЗТВ. ЗТВ располагают в центре по длине надреза, а по бокам располагают металл сварного шва с одной стороны и основного, свариваемого металла с другой стороны. Технический результат: стабильность отбора проб и результатов. 1 з.п. ф-лы, 2 ил., 1 табл.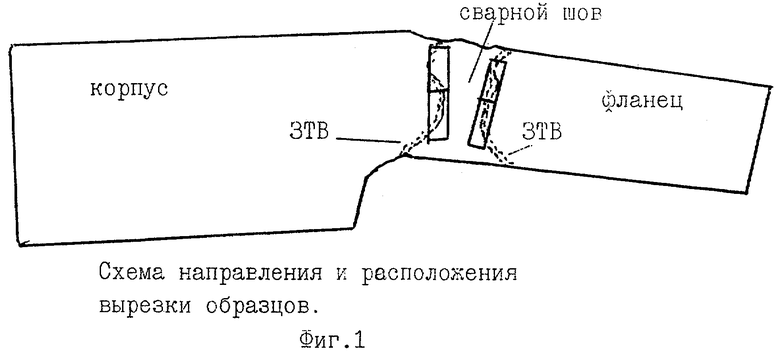
| Мяльная машина для льна и других лубовых растений | 1924 |
|
SU6996A1 |
| Образец с надрезом для испытания сварного соединения на ударный изгиб | 1988 |
|
SU1552060A1 |
| Способ испытания образцов элементов конструкций на ударный изгиб | 1988 |
|
SU1677580A1 |
| Способ изготовления призматического образца для испытания сварного соединения на ударный изгиб | 1988 |
|
SU1702234A1 |
| Способ оценки технических средств на соответствие нормативным требованиям по уровню излучаемого электромагнитного поля | 2017 |
|
RU2642018C1 |

