Изобретение относится к судовому машиностроению, в частности к обработке конических отверстий в ступицах.
Известен способ обработки конических отверстий в ступицах гребных винтов ручной шабровкой. Такой способ малопроизводителен и не обеспечивает высокого качества соединения гребного винта с валом вследствие малой площади фактического контакта сопрягаемых поверхностей.
Известен также способ обработки конических отверстий в ступицах, включающий предварительную расточку и последующую калибровку напрессов- кой ступицы на конусный калибр.
Этот способ позволяет механизировать обработку конических отверстий и обеспечить высокое качество соединения ступицы с валом за счет повышения площади фактического контакта. Технологическим параметром калибровки является расчетное перемещение ступицы по калибру (расчетный осевой натяг So ), которое определяют в зависимости от диаметра отверстия, размеров и механических характеристик ступицы.
D следствие большой вариации механических характеристик материалов, особенно ступиц гребных винтов, получаемых литьем, расчетный осевой натяг не обеспечивает точность размеров
Ч|
О
ON 00
|Ь
|Ь
31/ и формы конического отверстия для всей серии однотипных ступиц. В результате диаметр конического отверстия после калибровки может отличаться от заданного на величину, превышающую допуск. Если расчетная деформация отверстий недостаточна для обеспечения заданного диаметра отверстия, необходимо производить дополнительные калибровки в надежде попасть в допустимый диапазон размеров. При излишней деформации необходимо наваривать слой металла по всей поверхности отверстия и вновь производить расточку и калиб- ровку. Трудоемкость обработки отверстия возрастает, следовательно, применение калибровки нецелесообразно,
Целью изобретения является повышение точности и снижение трудоемкости обработки конического отверстия за счет исключения дополнительной обработки и исправления дефектов.
В способе обработки конических отверстий в ступицах, при котором осу- ществляют предварительную расточку и последующую калибровку напрессовкой ступицы на конусной калибр, калибровку осуществляют в три этапа с последовательным увеличением осевых натр- гов от этапа к этапу, при этом два первых - предварительные, а третий - окончательный, причем первый предварительный этап осуществляют до возникновения пластической деформации в ступице, на втором предварительном этапе осевой натяг принимают меньше расчетного, после первого и второго этапов ступицу споессовывают с калибра и определяют значения диаметра от- верстий, а окончательную калибровку производят до знамения осевого натяга, определяемого выражением
.,.
d,
где d, ,0,03 осевые натяги, мм,
DO - расчетный диаметр отверстия ступицы, мм, d,, с Ј диаметры отверстия
ступицы после первого и второго этапор..
Диамето отверстия после первого и второго этапов пои вертикальном расположении ступицы и калибра опреде-, ляют по фоомулам
d, Јг Kk + d0; Лг -1-4 + de,
где
tl0 - исходный диаметр отверi i
8 5
0
5 Q
5
5
5
стия ступицы, мм; I, и02 - остаточные осевые натяги, мм, 1C ц - конусность калибра.
Предварительную расточку отверстия ступицы выполняют с углом конуса, меньшим или большим угла конуса калибра, при этом осуществляют контроль соответственно по большому или меньшему диаметральному размеру конического отверстия ступицы, сравнивая с: исходным. Факт наличия пропорциональности между перемещением ступицы по калибру (осевым натягом) и остаточным диаметром калибруемого отверстия установлен экспериментально.
На угловой коэффициент прямолинейной зависимости влияют механические, физические и геометрические характеристики ступицы. Индивидуальное лабораторное определение характеристик каждой ступицы практически трудноосуществимо, а некоторые характеристики и невозможно (например, жесткости), поэтому осевой натяг окончательной калибровки определяют на основании результатов двух предварительных ка- либровок, которые дают информацию об индивидуальных характеристиках ступицы. Исходя из линейности осевых натягов и остаточных диаметров составлена пропорция, из которой и определен осевой натяг окончательной калибровки Ј5 .
Остаточный диаметр отверстия после первой и втооой предварительных ка- либровок (d 1 и d) определяют не прямым измерением, а косвенно, по остаточному осевому натягу, не снимая ступицу с калибра, что сокращает цикл обработки отверстия. Остаточный осевой натяг - это остаточное перемещение ступицы от ее исходного положения, измеряемое после распрессовки ступицы с калибра, т.е. после перемещения ступицы вверх до устранения контактных давлений в соединении ступицы и калибра.
Так как в ступице, свободно (без натяга) надетой на вертикально установленный калибр, в плоскости контакта деталей диаметр отверстий равен диаметру калибра, то df и d рассчитывают как лиаметры калибоа на расстоянии соответственно ° и Ј от
исходного положения контролируемого
Ј0 -г Јо „
диаметра, о, кк и о Kk.- это увеличение диаметра калибра на длине 6(
1 70
И -00тС10аа. d 1 К к + d „ и dt &е- KK + de.
Так как диаметоы отверстия рассчитывают по диаметру калибра, то оче- видно, что контролируемый диаметр отверстия всегда должен быть в контакте с калибром, в том числе и в исходном положении. Поэтому в зависимости от того, какой диаметр отверстия явля ется контролируемым, регламентировано соотношение углов конуса отверстия и калибра.
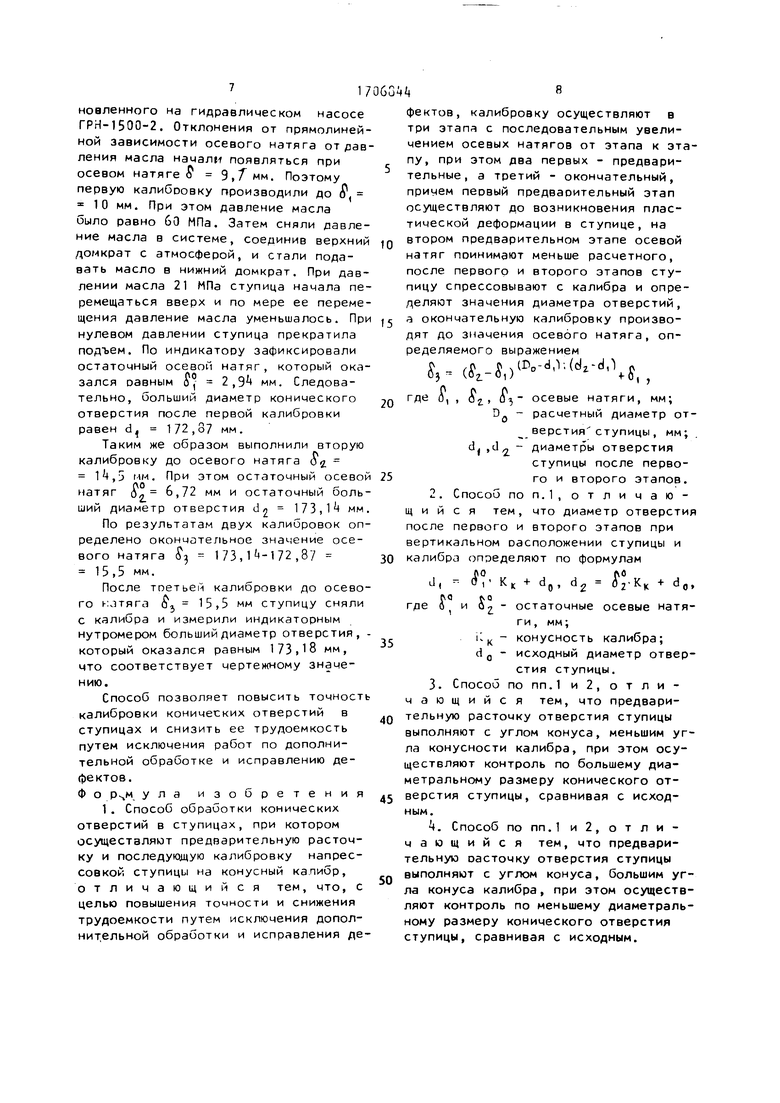
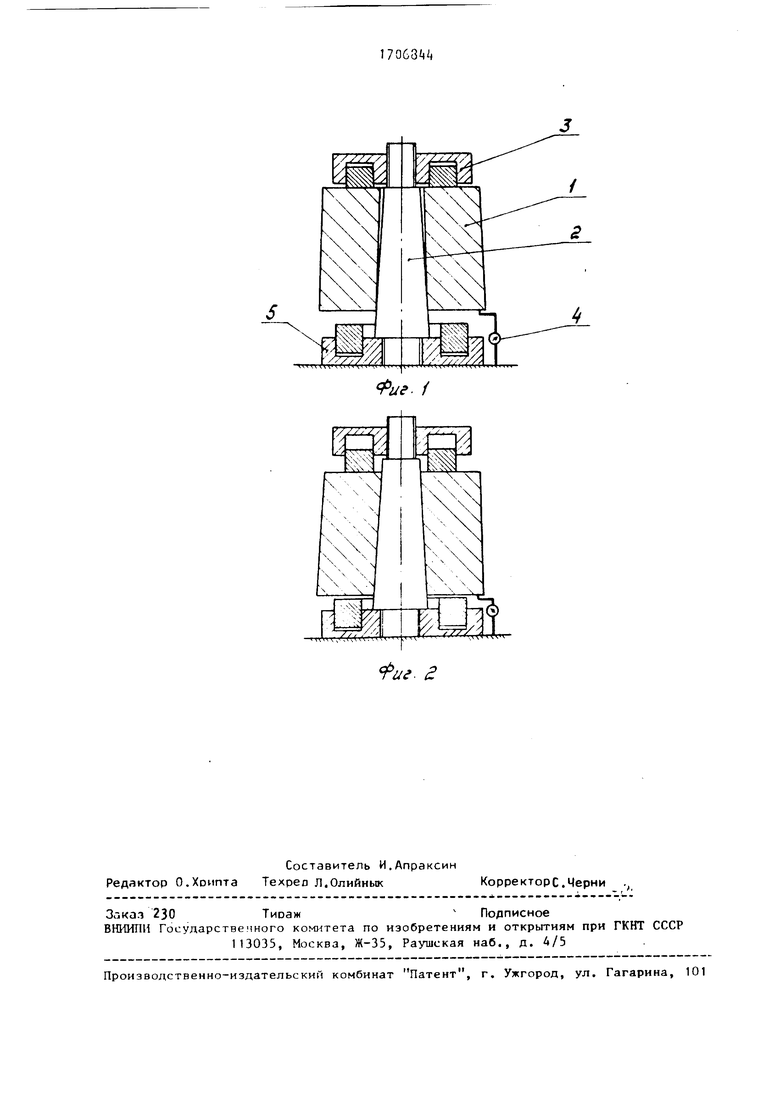
На фиг.1 показана ступица на калибре перед калибровкой, начальное положение; на фиг.2 - то же, конечное положение.
Коническое отверстие в ступице предваоительно обрабатывают на металлорежущем оборудовании с припуском по всей длине. Если контролируют больший диаметр конического отверстия, то обработку выполняют таким образом, чтобы угол конуса отверстия был меньше угла конуса калибра. При таком соотношении конусности ступица контактируется с калибром большим диаметром.
После механической обработки выполняют калибровку отверстия, т.е. напрессовку ступицы на калибр. Калибровку можно произвопить на любом оборудовании, обеспечивающем необходимое усилие. Рассмотрим последовательность выполнения способа с помощью гидоав- лических домкратов.
Ступицу 1 надевают коническим отверстием на вертикально установленный калибр 2, на который нанесена антифрикционная смазка. Навинчивают на верхний резьбовой хвостовик калибра домкрат 3 до упора о верхний торец ступицы. Устанавливают нуль шкалы индикатора , упертого подвижным стержнем в ступицу 1. Гидравлическим на- сосом высокого давления (не показан) нагнетают масло в домкрат 3 и перемещают ступицу 1 вниз по калибру 2 по направлению к его большему диаметру. Процесс калибровки контролируют, на- пример, сопоставляя величины перемещения ступицы (по индикатору) и давления масла в гидравлической системе (по манометру).
В начале напрессовки при упругом деформировании ступицы зависимость между осевым натягом и давлением масла линейна, а при возникновении пластической деформации пропорциональ
ность нарушается и приращение осевого натяга начинает опережать приращение давления. Нарушение пропорциональности свидетельствует о появлении остаточных деформаций, т.е. о начале калиброки отверстия. В этот момент калибровку прекращают.Домкрат 3 соединяют с атмосферой, и с помощью нижнего домкрата 5 спрессовывают ступицу с калибра, перемещая ее вверх до устранения силы трения на сопрягаемых поверхностях ступицы и калибра. Сигналом об окончании расспрессовки является падение давления масла до нуля. 3 этот момент фиксируют по индикатору остаточный осевой натяг первой калибровки $1 и рассчитывают остаточный больиий диаметр отверстия по формуле
d, - 8°-кк + de,
где de. - исходный больший диаметр отверстия .
Затем так же калибруют ступицу второй раз до осевого натяга о , большего 0, , но меньшего расчетного значения So . Целесообразно принимать Ј 0,5( (5 + р ). По результатам второй калибровки определяют остаточный натяг v и остаточный больший диаметр dЈ отверстия по формуле
d2 4 г кк + doВыполняют окончательную третью калибровку до величины осевого натяга
D о - d
Ј5 (Јг- ,)
d-z. d
Д.
Обрабатывали коническое отверстие в ступице гребного винта с контролем большего диаметра отверстия, чертеж+йоное значение которого D 173,2 мм.
Предварительную расточку отверстия на карусельном станке выполнили с диаметром Припуска dQ 172,66 мм и конусностью 0,063. Значение-осевого натяга, рассчитанное по номинальному диаметру отверстия, равно Ор 19 мм при конусности калибра К,,, 0,071. На вертикально установленный калибр, смазанный графитовой смазкой, завели ступицу, завернули верхний домкрат до упора о ступицу и установили нуль шкалы индикатора. Затем верхним домкратом стали напрессовывать ступицу на калибр, фиксируя показания индикатора и манометра, устафектов, калибровку осуществляют в три этапа с последовательным увеличением осевых натягов от этапа к эта пу, при этом два первых - предварительные, а третий - окончательный, причем первый предварительный этап осуществляют до возникновения пластической деформации в ступице, на втором предварительном этапе осевой натяг поинимают меньше расчетного, после первого и второго этапов ступицу спрессовывают с калибра и определяют значения диаметра отверстий,
10
дят до значения осевого натяга, определяемого выражением
20
новленного на гидравлическом насосе ГРН-1500-2. Отклонения от прямолинейной зависимости осевого натяга от давления масла начали появляться при осевом натяге 9,7мм. Поэтому первую калибоовку производили до 10 мм. При этом давление масла было равно 60 МПа. Затем сняли давление масла в системе, соединив верхний домкрат с атмосферой, и стали подавать масло в нижний домкрат. При давлении масла 21 МПа ступица начала перемещаться вверх и по мере ее перемещения давление масла уменьшалось. При |г а окончательную калибровку произво- нулевом давлении ступица прекратила подъем. По индикатору зафиксировали остаточный осевой натяг, который оказался оавным б, 2,9 мм. Следовательно, больший диаметр конического отверстия после первой калибровки равен dj 172,8 мм.
Таким же образом выполнили вторую калибровку до осевого натяга 0 1,3 им. При этом остаточный осевой 25 натяг $„ 6,72 мм и остаточный больший диаметр отверстия d 173,1 мм.
По результатам двух калибровок определено окончательное значение осевого натяга $ 173,,8 15,5 мм.
После тпетьей калибровки до осевого клтяга } 15,5 мм ступицу сняли с калибра и измерили индикаторным нутромером больший диаметр отверстия, - который оказался равным 173,18 мм, что соответствует чертежному значению.
Способ позволяет повысить точность калибровки конических отверстий в ступицах и снизить ее трудоемкость путем исключения работ по дополнительной обработке и исправлению дефектов. Ф о рчм ула изобретения
1. Способ обработки конических отверстий в ступицах, при котором осуществляют предварительную расточку и последующую калибровку напрес- совкой ступицы на конусный калибр, отличающийся тем, что, с целью повышения точности и снижения трудоемкости путем исключения дополнительной обработки и исправления дек + do
J.O
й - остаточные осевые натя
35
S,- cft-u llvd v(dl d 4,
где 0, , ог , QT,- осевые натяги, мм;
D - расчетный диаметр от верстия ступицы, мм; dj. диаметры отверстия
ступицы после первого и второго этапов.
2. Способ поп.1, отличающийся тем, что диаметр отверсти после первого и второго этапов при вертикальном оасположении ступицы и 30 калибра определяют по формулам
J, - Кк + d0, d2 Ј2
Г° где 4,
ги, мм;
UK - конусность калибра;
d 0 - исходный диаметр отвер стия ступицы.
3. Способ попп.1 и2, отличающийся тем, что предварительную расточку отверстия ступицы выполняют с углом конуса, меньшим уг ла конусности калибра, при этом осуществляют контроль по большему диаметральному размеру конического отверстия ступицы, сравнивая с исходным.
k. Способ по пп.1 и 2, отличающийся тем, что предварительную оасточку отверстия ступицы выполняют с углом конуса, большим уг ла конуса калибра, при этом осуществ ляют контроль по меньшему диаметраль ному размеру конического отверстия ступицы, сравнивая с исходным.
40
45
50
6GH8
фектов, калибровку осуществляют в три этапа с последовательным увеличением осевых натягов от этапа к этапу, при этом два первых - предварительные, а третий - окончательный, причем первый предварительный этап осуществляют до возникновения пластической деформации в ступице, на втором предварительном этапе осевой натяг поинимают меньше расчетного, после первого и второго этапов ступицу спрессовывают с калибра и определяют значения диаметра отверстий,
10
|г а окончательную калибровку произво- дят до значения осевого натяга, определяемого выражением
0
г а окончательную калибровку произво-
5
к + do
J.O
й - остаточные осевые натя5
S,- cft-u llvd v(dl d 4,
где 0, , ог , QT,- осевые натяги, мм;
D - расчетный диаметр отверстия ступицы, мм; dj. диаметры отверстия
ступицы после первого и второго этапов.
2. Способ поп.1, отличающийся тем, что диаметр отверстия после первого и второго этапов при вертикальном оасположении ступицы и 0 калибра определяют по формулам
J, - Кк + d0, d2 Ј2
Г° где 4,
ги, мм;
UK - конусность калибра;
d 0 - исходный диаметр отверстия ступицы.
3. Способ попп.1 и2, отличающийся тем, что предварительную расточку отверстия ступицы выполняют с углом конуса, меньшим угла конусности калибра, при этом осуществляют контроль по большему диаметральному размеру конического отверстия ступицы, сравнивая с исходным.
k. Способ по пп.1 и 2, отличающийся тем, что предварительную оасточку отверстия ступицы выполняют с углом конуса, большим угла конуса калибра, при этом осуществляют контроль по меньшему диаметральному размеру конического отверстия ступицы, сравнивая с исходным.
0
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точной обработки конических отверстий в ступицах | 1985 |
|
SU1428559A1 |
| Способ соединения ступицы гребного винта и вала | 1988 |
|
SU1601028A1 |
| Способ соединения гребного винта с гребным валом | 1989 |
|
SU1664655A1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Рабочий орган роторного экскаватора | 1980 |
|
SU901388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| ГИДРОПРЕССОВОЕ СОЕДИНЕПИЕ СУДОВОГО ГРЕБНОГО ВИНТА С ГРЕБНЫМ ВАЛОМ | 1971 |
|
SU319519A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСТИТЕЛЬНОГО МАСЛА И ПИЩЕВОГО БЕЛКОВОГО ПРОДУКТА | 2000 |
|
RU2198913C2 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Узел соединения гребного винта с валом и способ получения посадочной поверхности ступицы гребного винта | 1986 |
|
SU1420255A1 |
Изобретение относится к судовому машиностроению, в частности к обработке конических отверстий в ступицах. Цель изобретения - повышение точности и снижение трудоемкости. Это достигается тем, что в способе обработки конических отверстий в ступицах осуществляют предварительную расточку и последующую калибровку путем напрессовки ступицы на калибр. Калибровку выполняют в три этапаt определяя на каждом этапе остаточный диаметр отверстия, а параметры окончательной калибровки рассчитывают по известным значениям остаточных диаметров, при этом конусность припуска при предварительной расточке назначают в зависимости от конусности калибра. Это позволяет исключить дополнительную обработку и исправить дефекты в процессе обработки. 3 з.п. ф-лы, 2 ил. i (Л
. /
Фиг. г
| Приспособление для нагревания и перемешивания лечебной грязи | 1928 |
|
SU23559A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Производство гребных винтов | |||
| - Л.: Судостроение, 1973, с.37, ( СПОСОБ ОБРАБОТКИ (ОМИЧЕСКИХ ОТВЕРСТИЙ В СТУПИЦАХ | |||
