to
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки конических отверстий в ступицах | 1990 |
|
SU1706844A1 |
| Узел соединения гребного винта с валом и способ получения посадочной поверхности ступицы гребного винта | 1986 |
|
SU1420255A1 |
| Способ соединения ступицы гребного винта и вала | 1988 |
|
SU1601028A1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317886C1 |
| СПОСОБ ОБРАБОТКИ НА СТАНКАХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317887C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2317885C1 |
| Рабочий орган роторного экскаватора | 1980 |
|
SU901388A1 |
| Способ притирки | 1980 |
|
SU931388A1 |
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
Изобретение относится к области машиностроения, в частности к обработке конических отверстий в ступицах гребных винтов. Цель - снижение тру-. доемкости и повышение точности изго товления. Предварительно расточенное коническое отверстие в ступице с шероховатостью поверхности Rg 10.... 40 мкм окончательно доводится путем напрессовки ступицы на коническую охватываемую деталь. После напрессовки ступицы с необходимым натягом сту- пицу распресовывают (снимают). Трудоемкость снижается за счет замены трудоемкой операции шабрения или шлифования конического отверстия операцией напрессовки - распрессовки ступицы на коническую охватываемую деталь. 2 ил.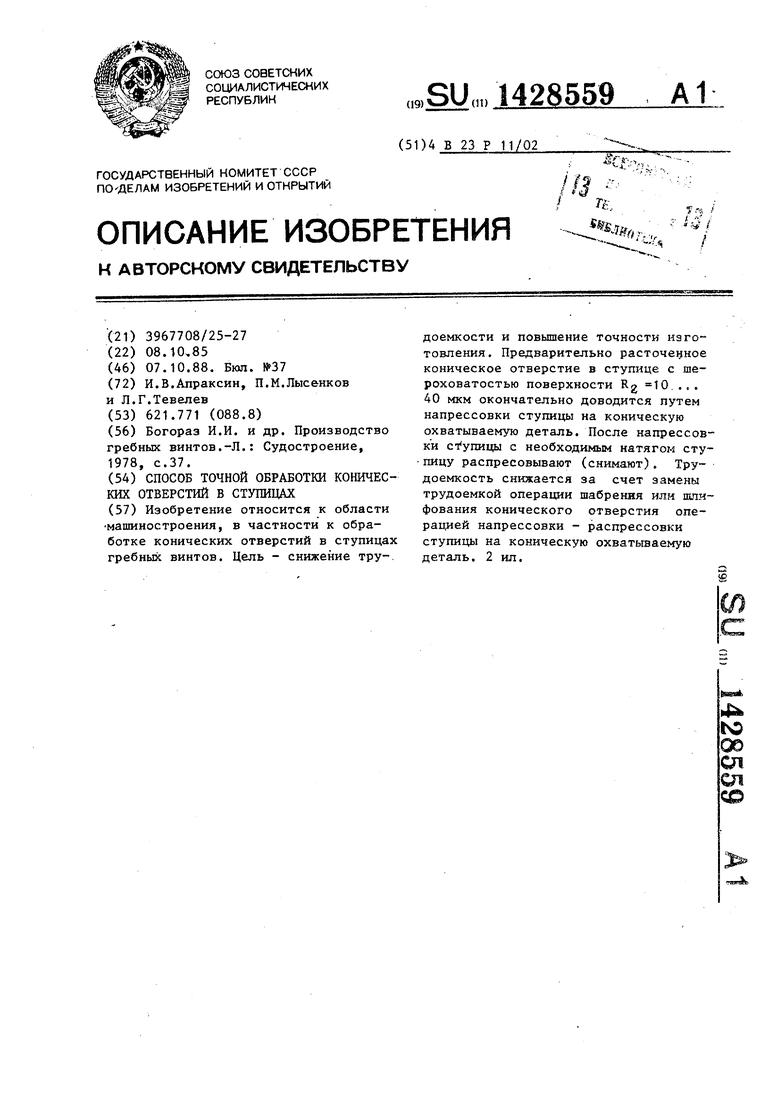
01
сд
Изобретение относится к машиностроению, в частности к обработке конических отверстий в ступицах гребных винтов.
Цель изобретения - снижение трудоемкости и повышение точности изготовления.
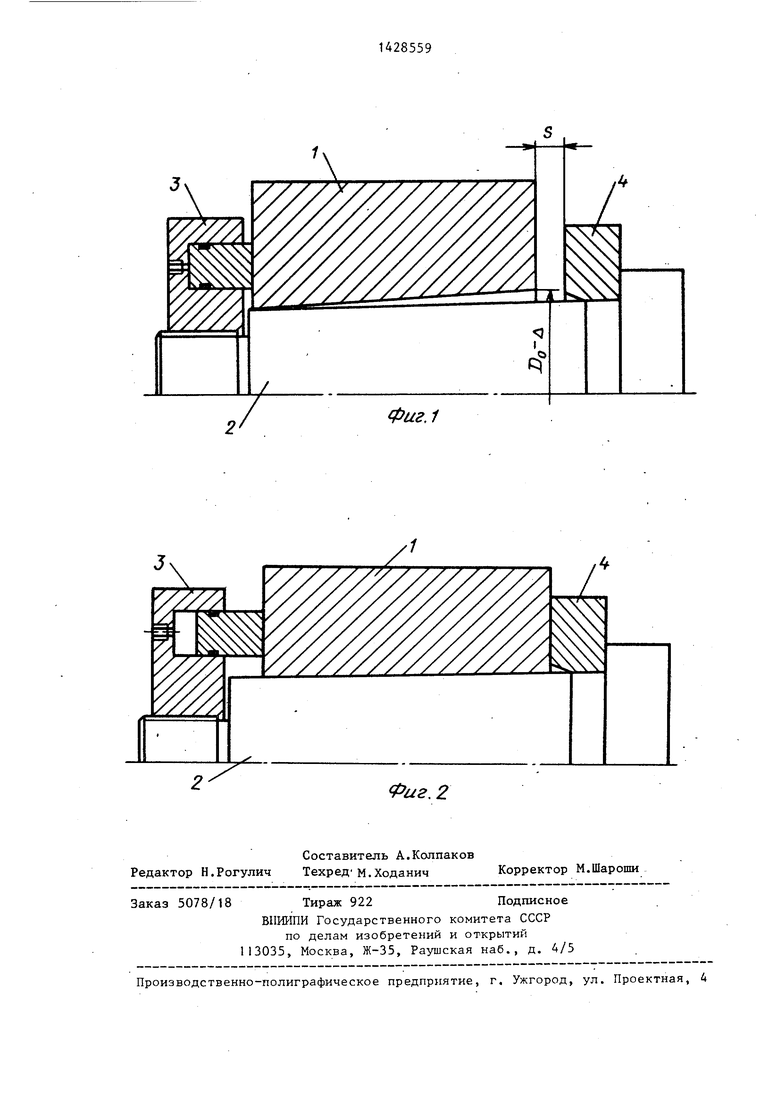
На фиг.1 показана ступица, на конической охватываемой детали, начальное положение; на фиг.2 - то же, конеч- ное положение.
I Способ точной обработки конических i отверстий в ступицах, включающий пре- Iдварительную расточку конического ; отверстия и последующую его доводку, причем расточку выполняют с обеспечением параметра шероховатости поверхности от .... 40 мкм, а доводку выполняют напрессовкой ступицы на коническую охватываемую деталь.
Способ осуществляют следующим образом.
Предварительно коническое отверстие в ступице 1 обрабатывают на ка- русельном станке с обеспечением диаметра отверстия у большего основания конуса В(,-Д, где DO - диаметр отверстия, Д- величина допускаемого линей
нрго отклонения конусности отверстия от номинала.
Режим резания выбирают из условия получения параметра . шероховатости поверхности R2 в пределах 10 ... 40 мкм. Затем ступицу 1 надевают на смазанную машинным маслом коническую упрочненную охва- тываемую деталь .2, конусность которой равна требуемой конусности конического отверстия, устанавливают в,начальное положение до устранения зазора между отверстием и деталью 2 и с помощью, например, гидравлического дом- крата 3, закрепленного на детали 2,
перемещают ступицу на величину S. Beличину S определяют экспериментально
или подсчитывают из условия обеспече- ния остаточного увеличения диаметра отверстия у большего основания конуса не менее принятый величины .попуска Л.
Для обеспечения требуемого перемещен.йя ступицы 1 по охватываемой детали 2 устанавливают сменный упор 4 на расстоянии S от установленной в начальное положение ступицы 1.
Предел шероховатости поверхности ... 40 мкм установлен экспериментально. При S.. мкм смазка выдавливается с поверхности жонтакта.
n
5
0
5
0
5
5
При этом резко возрастает усилие насадки, имеют место схватывания и задиры контактирующих поверхностей. При увеличении параметра шерохватости мкм пластические деформации микронеровностей недостаточны для их замыкания, а сопрягаемые детали имеют контакт по вершинам микронеровностей.
Пример. Обрабатывают отверстие в ступице гребного винта. Номинальный диаметр конического отверстия у большего основания конуса DO 700 мм, длина отверстия 630 мм, конусность отверстия . Предел текучести материала ступицы 240 МПа. Максимально допустимое линейное отк-. лонение конусности на длине 630 мм -ПО 10-й степени равно 0,2 мм. В соответствии с этим диаметр отверстия у большего основания конуса выполняют равным 699,8 мм.Режимы обработки: скорость резания 80 м/мин, подача 0,4 ммГ /об,глубина резания 4 мм.Параметр шероховатости поверхности мкм. Расчетная величина натяга ,44 мм. В соответствии с такой величиной натяга перемещение ступицы по охватываемой . детали 2 равно S d /к 21,6 мм. Усилие напрессовки равно 8,97 МН,- что соответствует коэффициенту трения 0,02.
После снятия ступицы с охватываемой детали контролируемый диаметр отверстия находится в поле допуска и равен 700,12 мм. Параметр шероховатости отверстия уменьшается до К ,8 мкм. Повреждений поверхностей не обнаружено.
Изобретение позволяет снизить трудоемкость и повысить точность изготовления путем замены трудоемкой опера-, цин шабрения или шлифования конического отверстия на операцию напрессов- ки-распресовки ступицы на коническую охватываемую деталь . Формула изобретения
Способ точной . обработки конических отверстий в ступицах, включающий предварительную расточку конического отверстия и последующую его доводку, отличающийся тем, что, с целью снижения трудоемкости и повышения точности изготовления, расточку выполняют с обеспечением параметра шероховатости поверхности от К2 10... ... 40 мкм, а доводку вьшолняют напрессовкой ступицы на коническую охватываемую деталь.
Фиг. 2
| Богораз И.И | |||
| и др | |||
| Производство гребных винтов.-Л.: Судостроение, 1978, с.37. |
