Изобретение относится к производству резинотехнических изделий и предназначено для изготовления съемных резинометал- лических футеровок цилиндрических изделий.
Цель изобретения - расширение технологических возможностей за счет обеспечения изготовления резинометаллической футеровки для цилиндрических изделий.
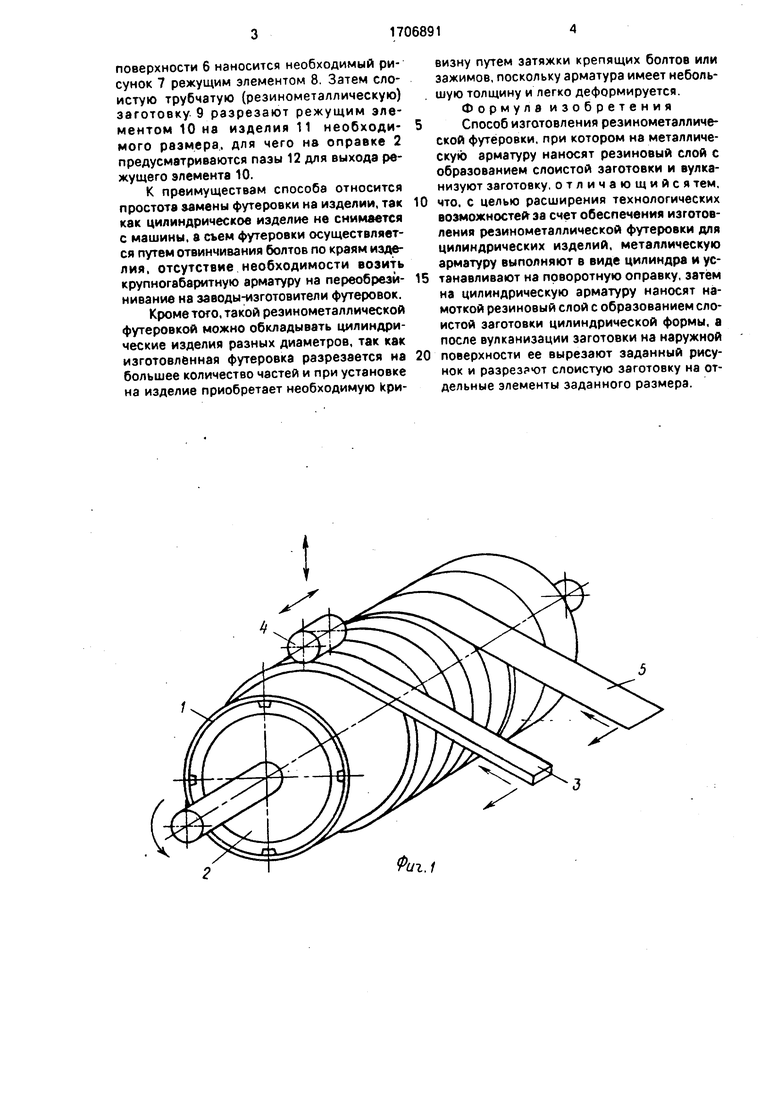
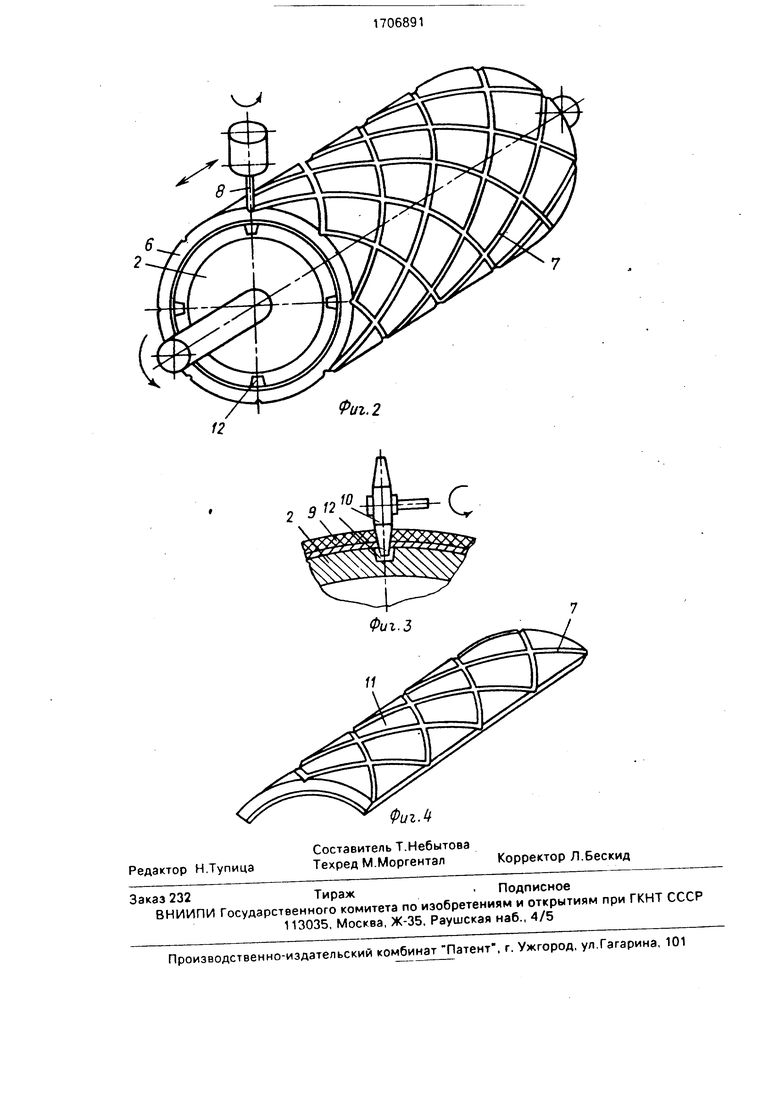
На фиг. 1-3 изображены стадии осуществления способа изготовления съемных ре- зинометаллическихфутеровок цилиндрических изделий; на фиг. 4 - изделие - съемная резинометаллическая футеровка.
Способ осуществляют следующим образом.
Собирают слоистую трубчатую заготовку изделия путем спирального нанесения на металлическую арматуру в виде цилиндра 1. закрепленного на поворотной оправке 2.резиновой полосы 3 прижатием ее прикаточ- ным роликом 4. Затем слоистую трубчатую заготовку фиксируют на арматуре эластичной полосой 5.
Под воздействием температур и давления при вулканизации резина растекается по поверхности арматуры, заполняя все неплотности между слоями спирально прикатанной резиновой полосы 3.
После вулканизации и снятия эластичной полосы 5 на цилиндрической рабочей
Р
0
00
ю
поверхности 6 наносится необходимый рисунок 7 режущим элементом 8. Затем слоистую трубчатую (резинометаллическую) заготовку 9 разрезают режущим элементом 10 на изделия 11 необходимого размера, для чего на оправке 2 предусматриваются пазы 12 для выхода режущего элемента 10.
К преимуществам способа относится простота замены футеровки на изделии, так как цилиндрическое изделие не снимается с машины, а съем футеровки осуществляется путем отвинчивания болтов по краям изде- лия, отсутствие необходимости возить крупногабаритную арматуру на переобрезй- нивание на заводы-изготовители футеровок.
Кроме того, такой реэинометаллической футеровкой можно обкладывать цилиндрические изделия разных диаметров, так как изготовленная футеровка разрезается на большее количество частей и при установке на изделие приобретает необходимую Кривизну путем затяжки крепящих болтов или зажимов, поскольку арматура имеет небольшую толщину и легко деформируется. Формула изобретения
Способ изготовления рези неметаллической футеровки, при котором на металлическую арматуру наносят резиновый слой с образованием слоистой заготовки и вулканизуют заготовку, отличающийся тем,
что. с целью расширения технологических возможностей за счет обеспечения изготовления реэинометаллической футеровки для цилиндрических изделий, металлическую арматуру выполняют в виде цилиндра и устанавливают на поворотную оправку, затем на цилиндрическую арматуру наносят намоткой резиновый слой с образованием слоистой заготовки цилиндрической формы, а после вулканизации заготовки на наружной
поверхности ее вырезают заданный рисунок и разрез ют слоистую заготовку на отдельные элементы заданного размера.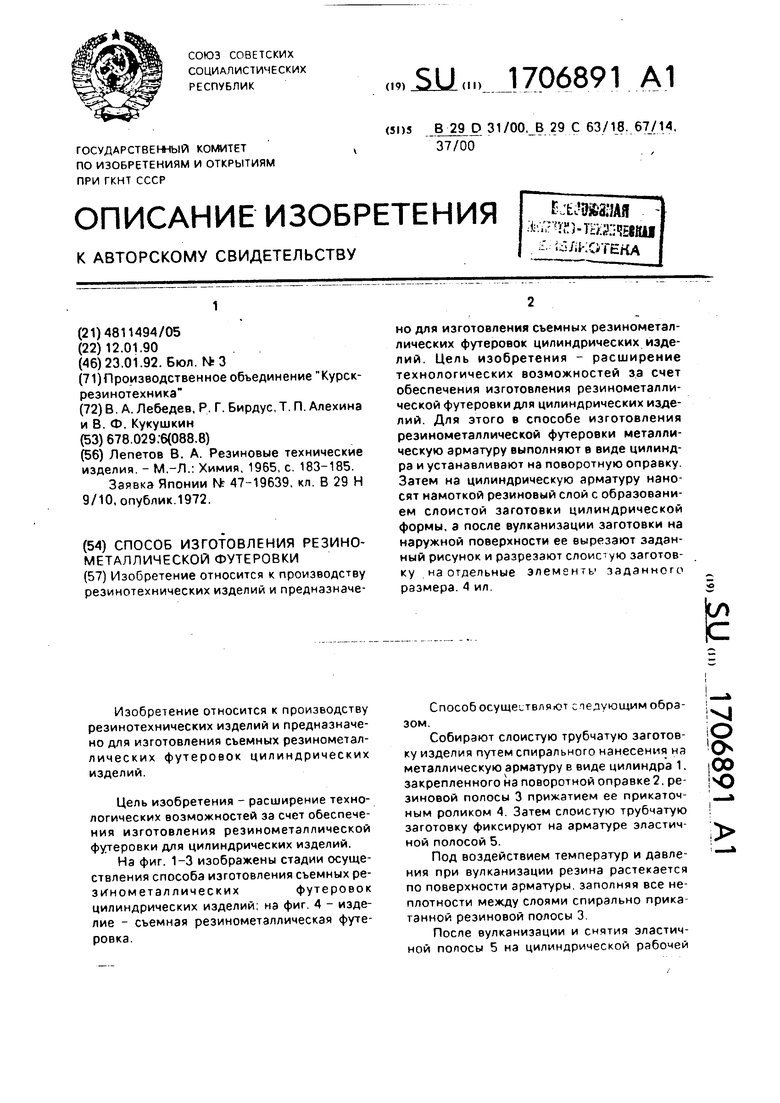
| название | год | авторы | номер документа |
|---|---|---|---|
| АДГЕЗИВ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2019 |
|
RU2699138C1 |
| Способ изготовления резинометаллических изделий | 1989 |
|
SU1643142A1 |
| КОРПУС ЦИКЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ЦИКЛОНА | 2003 |
|
RU2234985C1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2009 |
|
RU2400512C1 |
| Способ определения прочности клеевого соединения резины с металлом | 1989 |
|
SU1802317A2 |
| ЦИКЛОН С ЗАЩИТНОЙ РЕЗИНОВОЙ ФУТЕРОВКОЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИКЛОНА С ЗАЩИТНОЙ РЕЗИНОВОЙ ФУТЕРОВКОЙ (ВАРИАНТЫ) | 2002 |
|
RU2218213C1 |
| Устройство для изготовления армированных трубчатых резиновых изделий | 1986 |
|
SU1382660A1 |
| Способ изготовления армированныхТРубчАТыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU852623A1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2014 |
|
RU2573867C2 |
Изобретение относится к производству резинотехнических изделий и предназначено для изготовления съемных резинометал- лических футеровок цилиндрических изделий. Цель изобретения - расширение технологических возможностей за счет обеспечения изготовления резинометалли- ческой футеровки для цилиндрических изделий. Для этого в способе изготовления резинометаллической футеровки металлическую арматуру выполняют в виде цилиндра и устанавливают на поворотную оправку. Затем на цилиндрическую арматуру наносят намоткой резиновый слой с образованием слоистой заготовки цилиндрической формы, а после вулканизации заготовки на наружной поверхности ее вырезают заданный рисунок и разрезают слоистую заготовку на отдельные элементы заданного размера. 4 ил. Ё
Риг.1
ФигЛ
| Лепетов В | |||
| А | |||
| Резиновые технические изделия | |||
| - М.-Л.: Химия, 1965, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Солесос | 1922 |
|
SU29A1 |
