Известны устройства активного автоматического контроля на внутришлифовальных станках для обработки цилиндрических отверстий, которые представляют собой л есткий калибр, закрепленный на штоке, несущем упор. Калибр со штоком размещается соосно с обрабатываемым изделием со стороны, противоположной шлифующему щпинделю. При каждом продольном ходе стола в момент отхода шлифующего круга калибр пружиной подводится к обрабатываемому отверстию. При достижении требуемого размера отверстия калнбр входит в него и упор штока замыкает путевой контакт, подавая сигнал на окончание обработки. Однако колебание размера фаски обрабатываемых колец приводит к тому, что команда подается при различной длине соприкосновения калибра с кольцом. Поэтому диаметральные размеры отверстий обработанных колец оказываются разными и зависят от размера фаски.
Для исключения указанной зависимости диаметра отверстия от размера фаски в предлагаемом устройстве упор не скреплен жестко со штоком, а выполнен самоустанавливающимся, и самонастройка его производится автоматически на каждом цикле.
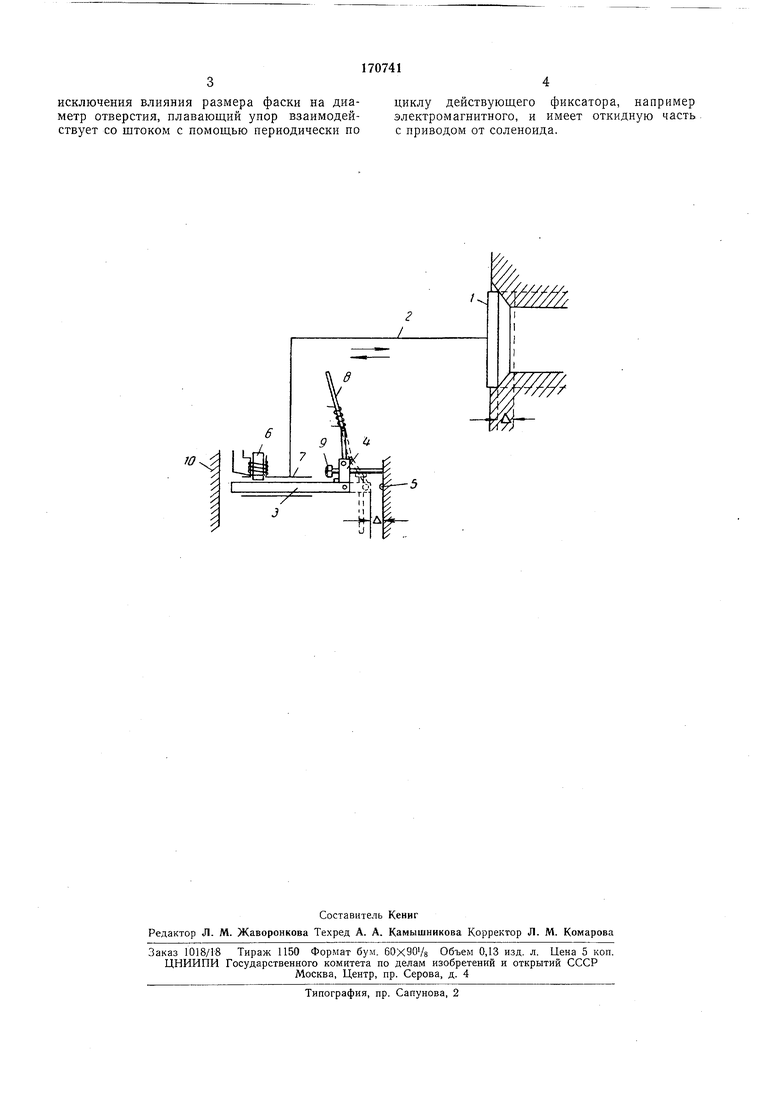
Калибр / закреплен на штоке 2, который снабжен стержнем 3, несущим плавающий упор 4, служащий для замыкания электромагнитного контакта 5. Положение стержня
фиксируется электромагнитным стопором 6, прижимающим его к направляющей 7. Тяговый магнит 8 служит для установки упора в рабочее или настроечное положение. Упор несет регулировочный винт 9, определяющий
глубину введения калибра в отверстие. Неподвижный выступ 10 служит для установки стержня в исходное положение.
Перед началом цикла щток отведен в крайнее левое положение, а стержень, уперщись в
выступ, занимает крайнее правое относительно штока положение. При первом ходе штока вправо калибр упирается в фаску отверстия, а винт - в крышку электромагнитного контакта. После этого положение стержня относительно штока фиксируется электромагнитным стопором, а тяговый магнит поворачивает упор в рабочее положение.
Предмет изобретения
Устройство активного контроля на внутришлифовальном . станке, содержащее и есткий калибр на штоке и связанный с ним плавающий упор, воздействующий на электромагнитный контакт, отличающееся тем, что, с целью
исключения влияния размера фаски на диаметр отверстия, плавающий упор взаимодействует со штоком с помощью периодически по
циклу действующего фиксатора, например электромагнитного, и имеет откидную часть с приводом от соленоида.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатная головка для упрочняюще-калибрующей обработки зеркала цилиндров и тонкостенных гильз | 1960 |
|
SU134541A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Способ внутреннего и внешнего хонингования | 1944 |
|
SU65205A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК | 2003 |
|
RU2254965C1 |
mm М
