Изобретение относится к области обработки металлов давлением и може быть использовано для накатки резьб на шпильках, болтах, а также шлицев на валиках с использованием универсальных металлорежущих станков.
Известно приспособление для накатывания резьбы на поперечно - строгальном станке С 12 содержащее корпус с жестко закрепленной плашкой, державку с подвижной плашкой, соединенную с ползуном станка. Плашки расположены горизонтально и выполнены с заборными участками.
Недостатком указанного приспособления является низкая его производи тельность из-за ручной загрузки детлей при его эксплуатации.
Наиболее близким по технической сущности и достигаемому результату является устройство для подачи шпилек в зону накатки резьбонакатного станка с плоскими вертикально распоженными плашками C2J, содержащее магазин заготовок, желоб, механизм подачи заготовок с каналом их поворота из горизонтального положения в вертикальное и рычажный- механизм с толкателем для досылки заготовок в зону накатки.
Недостатком этого устройства явлется то, что при мехайизированной загрузке деталей в зону накатки с помощью-кулачков и рычажных устройс не исключается возможность перекоса деталей, так как подача осуществляется толкателем с одной наклонной поверхностью, что не гарантирует надежность точной ориентации деталей относительно накатных плашек. Перенос деталей может привести к их заклиниванию между плашками. Кроме того, жесткая рычажная система подачи деталей от кулачка управления создает динамические нагрузки на заборный участок подвижной плашки, что вызывает его повышенный износ.
Целью настоящего изобретения является повышение надежности работ устройства
Указанная цель достигается тем, что автоматическое устройство для накатки резьбы и мелких шлицев, содержащее жестко закрепленный на стане и установленный в направляющих с возможностью осевого перемещения корпус с размещенными на нем соответственно неподвижной и подвижной плашками, а. также ползун-, магазин заготовок с загрузочным лотком, механизм поштучной выдачи заготовок и упор, снабжено плавающей призмой с упругим элементом и входными фасками, установленной в неподвижной плашке перед ее заборным участком р предназначенной для ориентации
заготовок относительно плашек, а также конечным выключателем и стержнем, размещенным в упоре с возможностью осевого.перемещения и взаимодействия с конечным выключателем, причем на подвижной плашке выполнен горизонтальный участок перед заборным участком, а поверхность-призмы со стороны неподвижной плешки выполнена параллельной поверхности заборного участка.
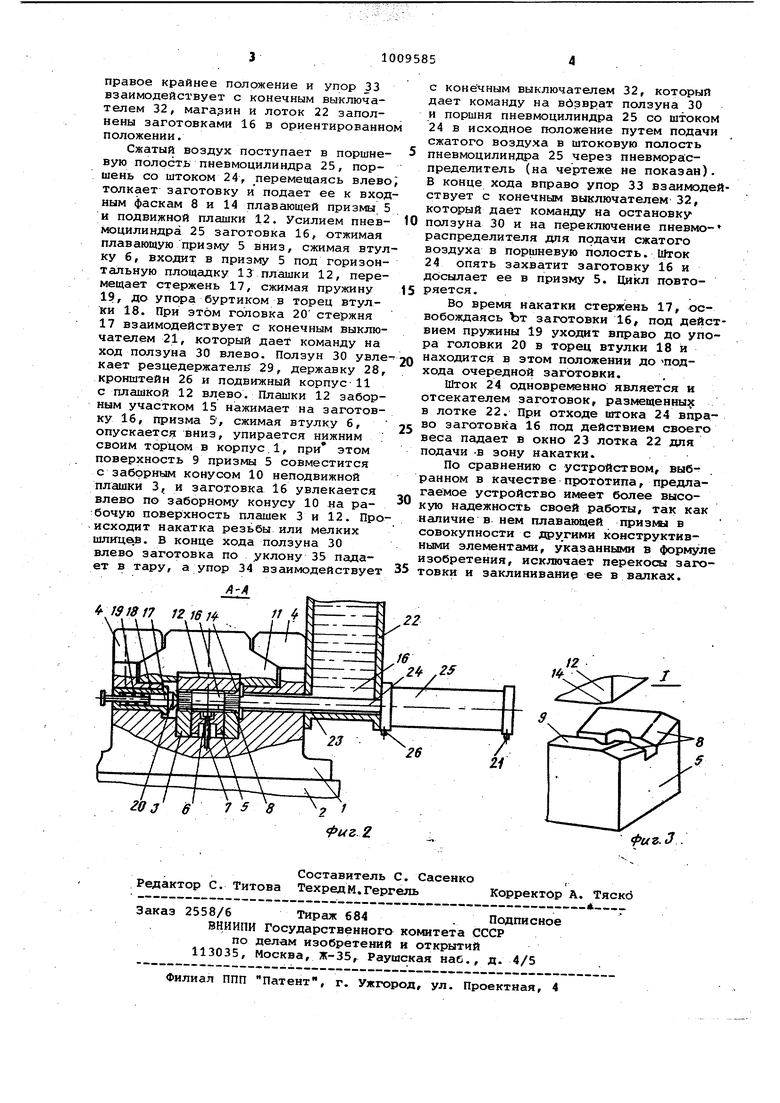
На фиг. 1 представлен общий вид. устройства; на фиг. 2 - разрез А-А на фиг 1; на фиг. 3 - узел I на фиг, 1.
Автоматическое устройство для накатки резьбы и мелких шлицев содержи .корпус 1, жестко закрепленный на столе 2 станка, неподвижную плашку 3 жестко соединенную с корпусом 1 и направляющие 4. В плашке 3 размещена в прямоугольном окне плавающая призма 5, упругая втулка 6, например из полиуретана, винт 7, ограничивающий ход плавающей призмы 5. Плавакедая призма 5 имеет входные фаски 8. Поверхность 9 плавающей призмы 5 параллельна поверхности заборного участка конуса 10 неподвижной плашки 3. Корпус 1 через направляющие 4 соединен с подвижным корпусом 11, на котором закреплена подвижная плашка 12 содержащат горизонтальную площадку 13 с входной фаской 14 и заборным участком 15. Входные фаски 8 и 14 обеспечивают центрирование заготовки 16 и обеспечивают ее вход в призму 5. Упор содержит-Плавающий стержень 17, втулку 18, пружину сжатия 19 и головку 20. Соосно .ртержню 17 размещен концевой выключатель 21. На корпусе 1 закреплен лоток 22 магазина заготовок (на чертеже не показан) , который имеет окно 23 для вьиачи заготовок 16 посредством штока 24 пневмоцилиндра 25.
В корпусе 1 размещены соосно стержню 17 заготовка 16, шток 24 и пневмоцилиндр 25. На подвижном корпусе 11 жестко закреплен кронштейн 26, к которому шарнирно посредством оси 27 присоединена державка 28, жестко закрепленная в резцедержателе 29 ползуна 30 поперечно-строгального станка. На станине 31 уст.ановлен конечный выключатель 32, а на ползуне 30 размещены два регулируемых упора 33 и 34, ограничивающие ход ползуна 30. На выходной стороне плашек выполнены уклоны 35 и 36.
Работа автоматического устройства для накатки резьбы и мелких шлицев заключается в следующем.
Исходное положение. Шток 24 отведен в крайнее правое положение, заготовка 16 находится в окне 23 лотка 22, ползун 30 станка отведен в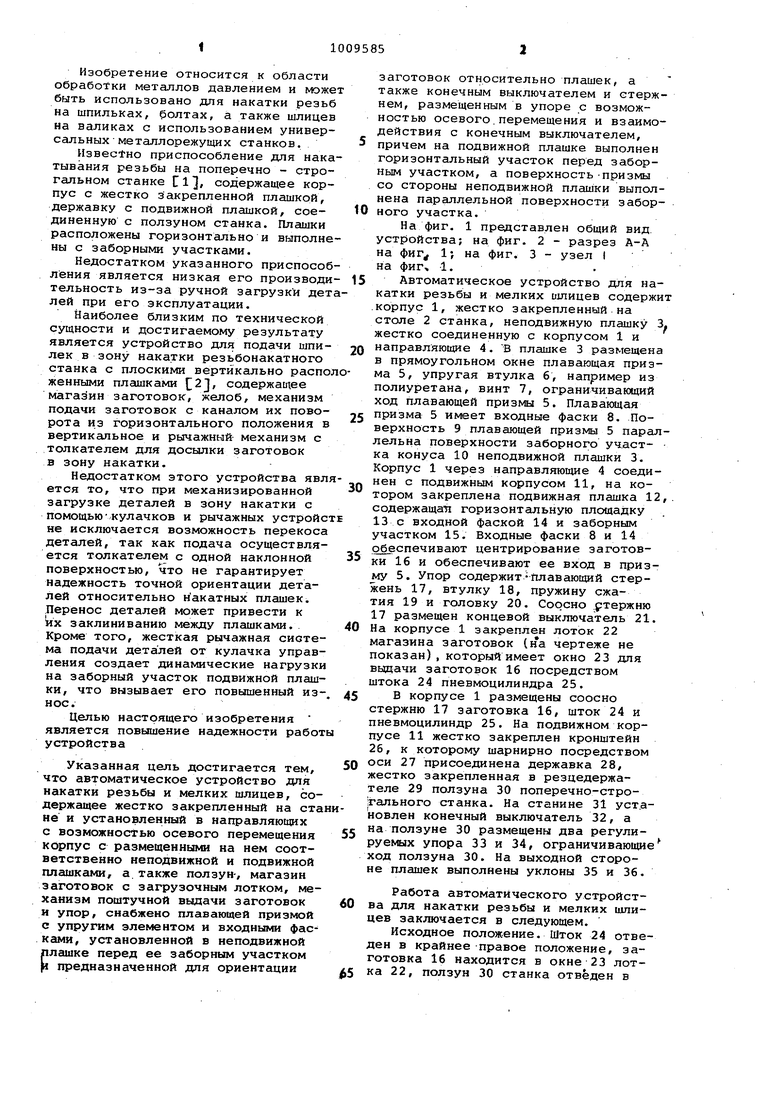
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Автоматический резьбонакатный станок | 1979 |
|
SU871944A1 |
| СТАНОК ДЛЯ НАКАТКИ РЕЗЬБЫ НА ТРУБАХ | 1971 |
|
SU289861A1 |
| Инструмент для накатывания резьбы | 1987 |
|
SU1704894A1 |
| Загрузочное устройство к резьбонакатному станку с плоскими плашками | 1989 |
|
SU1708579A1 |
АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБЫ И МЕЛКИХ ШЛИЦЕВ, содержащее жестко закрепленный на станине и установленный в направляющих С Возможностью осевого перемещения корпус с размещенными на нем соответственно неподвижной и подвижной платками, а также ползун, магазин заготовок с загрузочным лотком, механизм поштучной выдачи заготовок и упор, отличающееся тем, что, с целью повышения надежности устройства в работе, оно снабжено плавающей призмой с упругим элементом и входными фасками, установленной в неподвижной плашке перед ее заборным участком и предназначенной для Ориентации заготовок относительно плашек а также конечным выключателем и стержнем, размещенным в упоре с возможностью осевого перемещения и взаимодействия с конечным выключателем, причем на подвижной плашке СО выполнен горизонтальный участок перед заборным участком, а поверхность призгФа со стороны неподвижной плашки выполнена параллельной поверхности заборного участка. Jf со ел СХ) ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуянов В.Т | |||
| Технологическая модернизация металлорежущих станков | |||
| М | |||
| - Свердловск, Маштиз, 1961, с | |||
| АВТОМАТ ДЛЯ ПУСКА В ХОД ПОРШНЕВОЙ МАШИНЫ | 1920 |
|
SU299A1 |
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мапов А.П | |||
| Механизация и автоматизация универсальных метаплорежупшх станков | |||
| М., Машгиз, 1961, с | |||
| Устройство для механических испытаний лубовых волокон | 1922 |
|
SU459A1 |
| Приспособление для уменьшения дымовой тяги паровоза | 1920 |
|
SU270A1 |
