| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
Способ двухручьевой прокатки арматурной стали, включающий последовательное формирование в ряде калибров двухручьевого раската в виде сочлененных по диагонали прямоугольных профилей, формирование на их гранях продольных локальных утолщений, в поперечном сечении имеющих вид сегмента, продольное разделение профилей и последующую двухниточную прокатку в чистовых калибрах, отличающийся тем, что, с целью улучшения качества проката за счет более точного выполнения поперечных выступов периодического арматурного профиля и повышения устойчивости в овальном калибре, продольные локальные утолщения в виде сегментов формируют на каждой грани сочлененных квадратных профилей до их разделения, а после разделения квадратные заготовки кантуют на 45° и прокатывают в предчистовых однорадиусных овальных калибрах, причем радиус дуги сегментов устанавливают равным 0,3-0,8 заданного диаметра окружности, описывающей поперечные выступы готового профиля, а высоту локальных утолщений Δ выполняют по соотношению
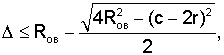
где Rов - радиус очертания предчистовой овальной полосы;
C - сторона квадратной полосы;
r - радиус скругления вершин квадратной полосы.

