Изобретение относится к обработке металлов давлением, в частности к технологии прокатки сортовых заготовок на обжю1ньгх и непрерывнозаготовочных станах. Известен способ прокатки заготовок, вк1Ш ча1ощий последовательное фо{ 1Ирование из сляба в многоручьевых калибрах одновременно нескольки прямоугольных заготовок, связанных между собой перемычками толщиной 0,02-0,25 высоты калибра, и их разделение путем взаимного сдвига заготовок t j . Недостатком известного способа является поворот смещаемых заготовок вокруг перемычек, возникающий при х сдаиге. Цель изобретения - улучшение качества гюверхности заготовок в нестак ня наделения и улучшение формы заготовок путем создания условий чистого среза при сдвиге. Это достигается тем, что на гранях сме ефвлх заготовок, лежащих яерпендикуяярио направление сдвига /н жщвергшещихся преимущественному Обжатмв, во крайней мере, в предчис товои калибре формируют у вершин за готовок местные продольные утолцени в&разующ&я которых наклонена под уг лам в( « (5-20)к оси валка, где - угол шаклояа грани заготовки к оси ввласа. Яа г. t показав раскат, сформи рсдавжялй в вредчнстовом калибре { на фиг. 2 - сяема прокатки-отделения з готовок 8 ЧИСТОВОМ калибре. Раскат, состоящий из заготовок 1 2, 3, формируют в предчистовом кали ре 4. На крайних заготовках, на гра нях 5 и 6, перпендикулярно KOTOI JM йроиэводится сданг заготовок и кото рые |юдаергак тся преимущественному воздействию калибром прокатного вал на ирн разделении, формируют местны продольные yтoJЯдeния 7 и 8. Образую цие 9 и to утолицений 7 и 8 наклонены под . в6« / - (5-20Г к оси валка, где | - угол наклона граней 5 и 6 заготовок 1 и 3 к оси валка. То есть угол между образующими 9 и 10 н гранями 6 и 5 составлйет . Местные продольные утолщения могут располагаться как по всей длине граней 5 и 6, так и на их части. 6 , 2 т.е. касательная к образующей 9 или 10 пересекается с гранью 5 или 6 смещаемых заготовок 1 или 3 на расстоянииЛ (0,1-1,6)q от вершины заготовок 1 и 3, где ($ длина граней 5 и 6, Разделение раската на отдельные заготовки производят в чистовом калибре (фиг. 2). Заготовки 1 и 3 смещают вдоль граней удерживаемой заготовки 2. В момент захвата металла в чистовом калибре (показано пунктиром) первоначальный контакт с валками осуществляется в местах местных продольных утолщений 7 и 8 на верхнем валке и на боковых гранях смещаемых заготовок 1 и 3 на нижнем валке. По мере продвижения раската по очагу деформации производится смещение заготовок 1 и 3 относительно заготовки 2. Местные продольные утолщения 7 и 8 клиновидной формы приводят к тому, что активная составляющая силы давления металла на валкипроходит через перемычку, в этом случае отсутствует крутящий момент при сдвиге заготовок 1 и Зи они не поворачиваются при сдвиге, В зависимости от типоразмера прокатываемых заготовок выбирают требуемое значение протяженности и угла наклона местного утолщения к грани смещаемой заготовки. Малые значения длины основания местного утолщения, равно как и большие углы наклона образующей местного утолщения к грани смещаемой заготовки, приводят к закатам. Заниженные значения угла наклона образующей местного утолщения и большая протяженность их не позволяют достигнуть желаемого эффекта, так как равнодействующая давления металла на валки, не проходя через перемычку между заготовками, вызывает поворот смещаемых заготовок. Целесообразно одновременно с разделением деформировать смещаемые заготовки на 1-20%, что приводит к отсутствие их скрепления. Приме р. Проводилась опытная прокатка слябов на стане 280. В валках стана были врезаны два калибра: предчистовой и чистовой. Первый калибр состоит из трех квадратных совмещенных ручьев со стороной 33,6мм. При величине зазора между валками ,2 мм грани смещаемых эаготовок лежа на одной прямой и толщина перемычки равна 2,9 мм. Чистовой калибр состоит из трех ручьев, причем крайние ручьи врезаны глубже по сравнение со средним на 4 мм. Прокатывались стальные слябы из стали 20, 65Г, ЗЗГ, 45, 40ХН и 20Х размером 70x125 мм. В предчистовом калибре за 8 пропусков формировали три сочлененные заготовки со стороной 33,6 мм,,связанные перемычкой 2,9 №«. На полученный раскат приваривались по длине полосы из аналогичного материа164ла. В поперечном сечении полоски представляли собой клин, в процессе , эксперимента варьировалась форма и размеры местного утолщения. После подогрева раскат прокатывался в чистовом калибре, где он разделялся на отдельные заготовки. Установлено, что необходимые и достаточные параметря утолщения следующие: угол наклона образующей утолщения к гранисмещаемой заготовки: 0,1-20, длина утолщения не менее 0,1 дпины грани. В этом случае качество заготовок и их форма отве чают действующим стандартам.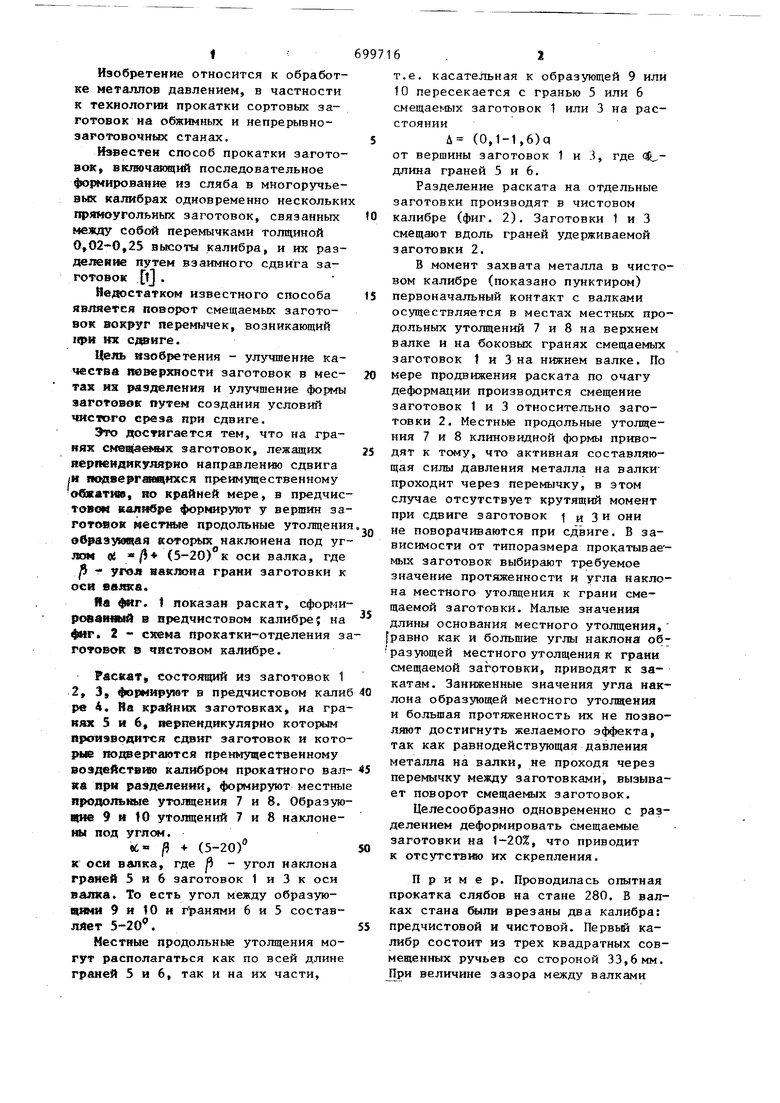

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1979 |
|
SU882067A2 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
| Способ прокатки сортовых заготовок | 1976 |
|
SU740311A1 |
| Способ прокатки заготовок | 1979 |
|
SU816582A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
СПОСОБ ПРОКАТКИ ЗАГОТОВОК, включакщий последовательное формирование из сляба в многоручьевых калибрах одновременно нескольких прямоугольных заготовок, связанных между собой перемычками толщиной 0,02-0,25 высоты калибра, и их разделение путем взаимного сдвига заготовок, отличающийся тем, что, с целью улучшения качества поверхности заготовок в местах их разделения и улучшения формы заготовок путем создания условий чистого среза при сдвиге, на гранях смешаемьгх за.- готовок, лежащих перпендикулярно направлению сдвига и подвергающихся преимущественному обжатию, по крайней мере, в предчистовом калибре формируют у вершин заготовок местнью продольные утолцения, образующая которых наклонена под углом Ы = ^ + 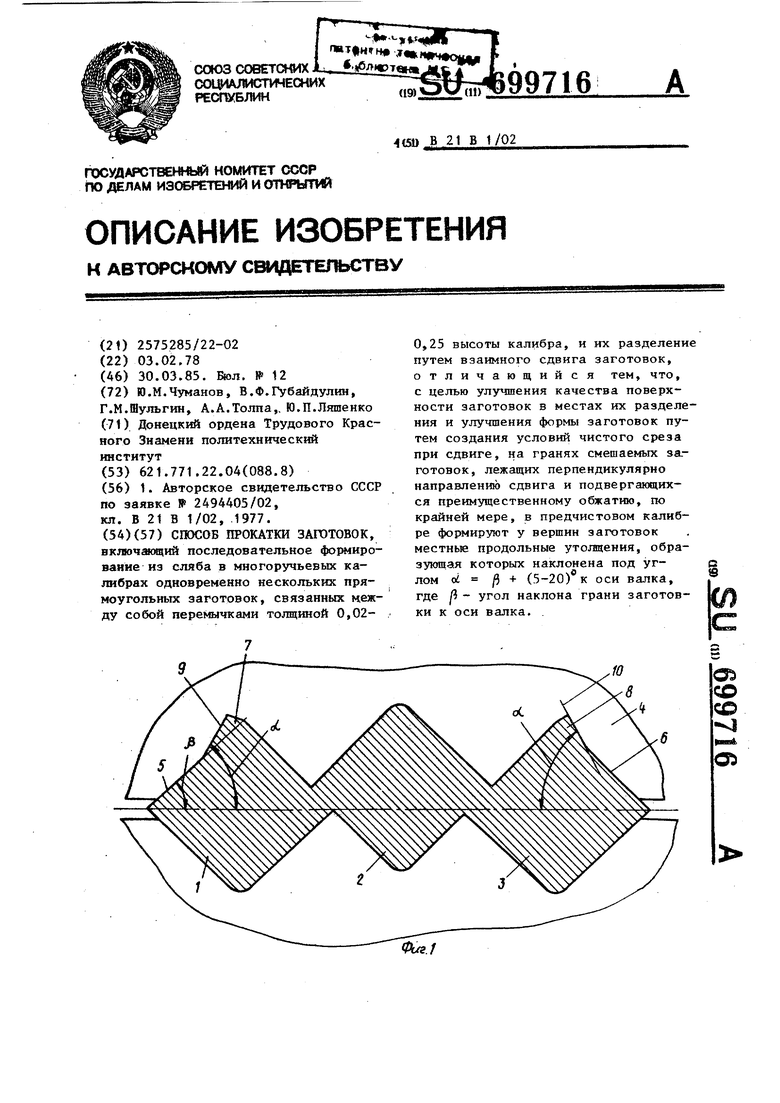
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УСКОРЕНИЯ СИЛЫ ТЯЖЕСТИ | 2012 |
|
RU2494405C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
