Изобретение относится к прокатному производству, конкретнее к технологии спаренной прокатки с разделением профилей, и может быть использовано для получения прутков круглого сечения из цветных металлов и сплавов.
Известен способ прокатки профилей, предусматривающий совместную прокатку и продольное разделение раската на профили, по которому вертикальные оси крайних подготовительных калибров смещают относительно осей соответствующих чистовых калибров в направлении увеличения расстояния до осей смежных калибров, а величины этих смещений последовательно уменьшают в направлении к чистовому калибру [1].
Недостаток известного способа состоит в том, что полученные профили имеют низкое качество поверхности, что обусловлено наличием заусенцев в местах разделения профилей.
Известен также способ прокатки сортовых и фасонных профилей, включающий прокатку профиля в сдвоенном виде, сдвиг одной части профиля относительно другой в горячем состоянии, и его разделение путем возврата сдвинутых частей в исходное положение в холодном состоянии. Сдвиг одной части профиля относительно другой осуществляют в два этапа, в прямом и обратном направлениях, причем разница между величинами сдвига равна толщине соединительной перемычки и не превосходит разницы между величиной первоначального сдвига и толщиной перемычки в чистовом калибре [2].
Недостатки известного способа состоят в том, что он требует разделения профилей вначале в горячем, затем в холодном состоянии. Это затрудняет его реализацию. Кроме того, в месте разделения профилей сохраняются заусенцы.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки прутков круглого сечения, включающий многопроходное обжатие заготовки в валках с двухручьевыми калибрами, с образованием сдвоенного профиля с перемычкой, и разделение прутков в одном из проходов [3] - прототип.
Недостатки известного способа состоят в том, что при разделении прутков на месте перемычки появляются заусенцы, ухудшающие качество поверхности прутков. Разделение прутков в промежуточном проходе приводит к образованию дефекта "закат" по линии разрушения перемычки, а также снижению производительности процесса, т. к. требует последовательно докатывать отдельные прутки.
Техническая задача, решаемая изобретением, состоит в улучшении качества поверхности прутков.
Указанная задача решается тем, что в известном способе холодной прокатки прутков круглого сечения, включающем многопроходное обжатие заготовки в валках с двухручьевыми калибрами, с образованием сдвоенного профиля с перемычкой, и разделение прутков в последнем проходе, согласно изобретению, в последнем проходе расстояние между осями прокатки двухручьевого калибра устанавливают большим, чем в предпоследнем, на 2-4 ширины перемычки, а расстояние между нейтральной линией и линией разъема калибра в месте перемычки - равным 4-5 толщинам перемычки, и прутки в этом проходе обжимают с вытяжкой 1,02-1,06.
Отличия предложенного способа состоят в том, что в последнем проходе, где осуществляют разделение прутков, расстояние между осями прокатки двухручьевого калибра устанавливают большим, чем в предпоследнем, на 2-4 ширины перемычки, чего в известном способе нет. В предложенном способе расстояние между нейтральной линией и линией разъема калибра в месте перемычки в последнем двухручьевом калибре равно 4-5 толщинам перемычки, тогда как в известном данный признак отсутствует.
И, наконец, в предложенном способе прутки в последнем проходе обжимают с вытяжкой 1,02-1,06, а в известном - величина вытяжки в калибре, где осуществляют разделение прутков, не регламентирована.
На чертеже показана последовательность формирования поперечного сечения заготовки по проходам, где 1 - исходная заготовка; 2 - после обжатия в овальном калибре; 3 - после обжатия в двухручьевом калибре; 4 - после обжатия в предчистовом двухручьевом калибре; 5 - после обжатия в чистовом калибре.
Сущность предлагаемого изобретения состоит в следующем. Заготовку круглого сечения (профиль 1) последовательно обжимают в холодном состоянии в овальном калибре (профиль 2), двухручьевом черновом (профиль 3) и двухручьевом предчистовом (профиль 4) калибрах. Сформированный профиль 4 с перемычкой поступает в чистовой двухручьевой калибр. Поскольку расстояние между осями прокатки последнего (чистового) калибра B2 (профиль 5) больше, чем в предпоследнем B1 (профиль 4) на 2-4 ширины перемычки d, а расстояние между нейтральной линией и линией разъема последнего калибра в месте перемычки составляет 4-5 толщин h перемычки, при захвате профиля 4 валками последнего калибра на участке входа металла в очаг деформации происходит сдвиг прутков друг относительно друга в противоположные стороны вдоль оси валка с разрывом и одновременным перерезыванием перемычки буртом, разделяющим ручьи двухручьевого калибра. В процессе дальнейшего обжатия прутков с вытяжкой λ = 1,02-1,06, по мере их прохождения через очаг деформации, происходит калибровка прутков по диаметру, а разделяющий бурт калибра формирует качественную поверхность на линии разделения прутков.
Экспериментально установлено, что если расстояние B2 между осями прокатки в последнем проходе будет превышать расстояние B1 в предпоследнем менее чем на 2 ширины перемычки d, то не во всех случаях достигается разрыв перемычки на входе в очаг деформации. Если же B2 будет превышать B1 более чем на 4 ширины перемычки d, то это затруднит или сделает невозможной задачу заготовки в валки чистового калибра.
При расстоянии S более 5 толщин h перемычки из-за нарушения симметричности калибра снижается точность прутков, которые на выходе из валков теряют прямолинейную форму. Уменьшение расстояния S менее 4 толщин h перемычки не позволяет полностью "проработать" разделяющим буртом калибра место разрыва перемычки. Это ухудшает качество поверхности прутков.
Обжатие с вытяжкой λ < 1,02 не обеспечивает точного выполнения профиля прутков в чистовом калибре и высокого качества их поверхности. При λ > 1,06 ухудшается качество поверхности прутков вследствие увеличения контактного скольжения металла по валкам.
Приведенные выше граничные значения параметров установлены экспериментально и лишь для случаев холодной прокатки прутков круглого сечения из цветных металлов и сплавов.
Примеры реализации способа
Пруток диаметром 14,0 мм из алюминия (профиль 1 на чертеже) обжимают в холодном состоянии последовательно в горизонтальных валках с овальным калибром (профиль 2) и черновым двухручьевым калибром (профиль 3). Симметричный сдвоенный профиль 3 задают в предчистовой двухручьевой калибр, где его обжимают с вытяжкой, равной 1,04, в сдвоенный профиль 4, состоящий из двух прутков круглого сечения, соединенных перемычкой. В этом двухручьевом калибре расстояние между осями прокатки составляет B1=10,8 мм, ширина перемычки, соединяющей прутки, равна d=0,4 мм, толщина перемычки h=0,5 мм. Полученный в предчистовом калибре сдвоенный профиль 4 задают в двухручьевой чистовой калибр, имеющий расстояние между осями прокатки B2 ручьев:
B2 = B1 + 3d = 10,8 мм + 3·0,4 мм = 12,0 мм
Расстояние S между нейтральной линией чистового калибра и линией разъема в месте перемычки составляет:
S = 4,5·h = 4,5·0,5 мм = 2,25 мм
Обжатие обоих прутков в чистовом калибре ведут на конечный диаметр 9,0 мм с вытяжкой λ = 1,04.
В процессе прохождения сдвоенного профиля 4 в холодном состоянии через очаг деформации в чистовом калибре происходят вначале разрушение перемычки и разделение прутков, а затем при их раздельном обжатии достигается формирование бездефектной поверхности (в том числе и в месте существования перемычки) и калибровка прутков по диаметру (профиль 5).
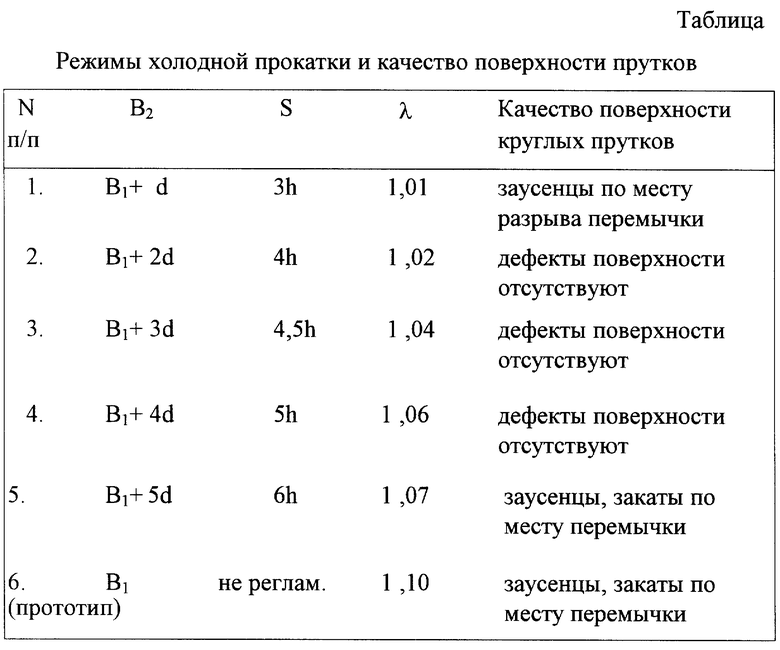
Варианты реализации предложенного способа и показатели качества поверхности приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается улучшение качества поверхности прутков, полученных спаренной холодной прокаткой с разделением.
В случаях запредельных значений заявленных параметров (варианты 1 и 5), а также при реализации способа-прототипа (вариант 6), качество поверхности прутков ухудшается из-за наличия дефектов "заусенец" и "закат".
Технико-экономические преимущества предложенного изобретения заключаются в том, что при расстоянии между осями прокатки в последнем двухручьевом калибре, большем, чем в предпоследнем, на 2-4 ширины перемычки сдвоенного профиля, и расстоянии от нейтральной линии до линии разъема калибра в месте перемычки, равном 4-5 толщинам перемычки, а также при обжатии в последнем проходе с вытяжкой 1,02-1,06 достигается повышение качества поверхности холоднокатаных прутков круглого сечения из цветных металлов и сплавов, исключается образование заусенцев по месту разделения прутков.
За базовый объект принят способ-прототип. Использование предложенного способа позволит повысить рентабельность холодной прокатки с разделением круглых прутков из цветных металлов и сплавов на 15-20% и исключить необходимость шлифования заусенцев по месту разрыва соединительной перемычки.
Источники информации
1. Авт.св. СССР N 533406, МПК B 21 B 1/02, 1976 г.
2. Авт.св. СССР N 1310045, МПК B 21 B 1/00, 1987 г.
3. В. П. Следнев. Спаренная прокатка сортовых профилей. М.:Металлургия, 1988 г., с. 12-13 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСЫ С КРУГЛЫМИ УТОЛЩЕНИЯМИ ПО КРОМКАМ | 2004 |
|
RU2257970C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2441721C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2003 |
|
RU2237529C1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПРОКАТКИ ЖЕЛОБЧАТОЙ ПОЛОСЫ | 2000 |
|
RU2184629C2 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1999 |
|
RU2178348C2 |
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
Изобретение относится к прокатному производству, конкретнее к технологии спаренной прокатки с разделением профилей, и может быть использовано для получения прутков круглого сечения из цветных металлов и сплавов с целью улучшения качества поверхности прутков. Способ включает многопроходное обжатие заготовки в валках с калибрами с образованием сдвоенного профиля с перемычкой и разделение прутков о последнем проходе. Для улучшения поверхности прутков расстояние между осями прокатки двухручьевого калибра устанавливают большим, чем в предпоследнем, на 2-4 ширины перемычки, а расстояние между нейтральной линией и линией разъема калибра в месте перемычки - равным 4-5 толщинам перемычки, прутки обжимают в этом проходе с вытяжкой 1,02 - 1,06. Технический результат изобретения состоит в исключении образования заусенцев по месту разделения прутков. 1 табл., 1 ил.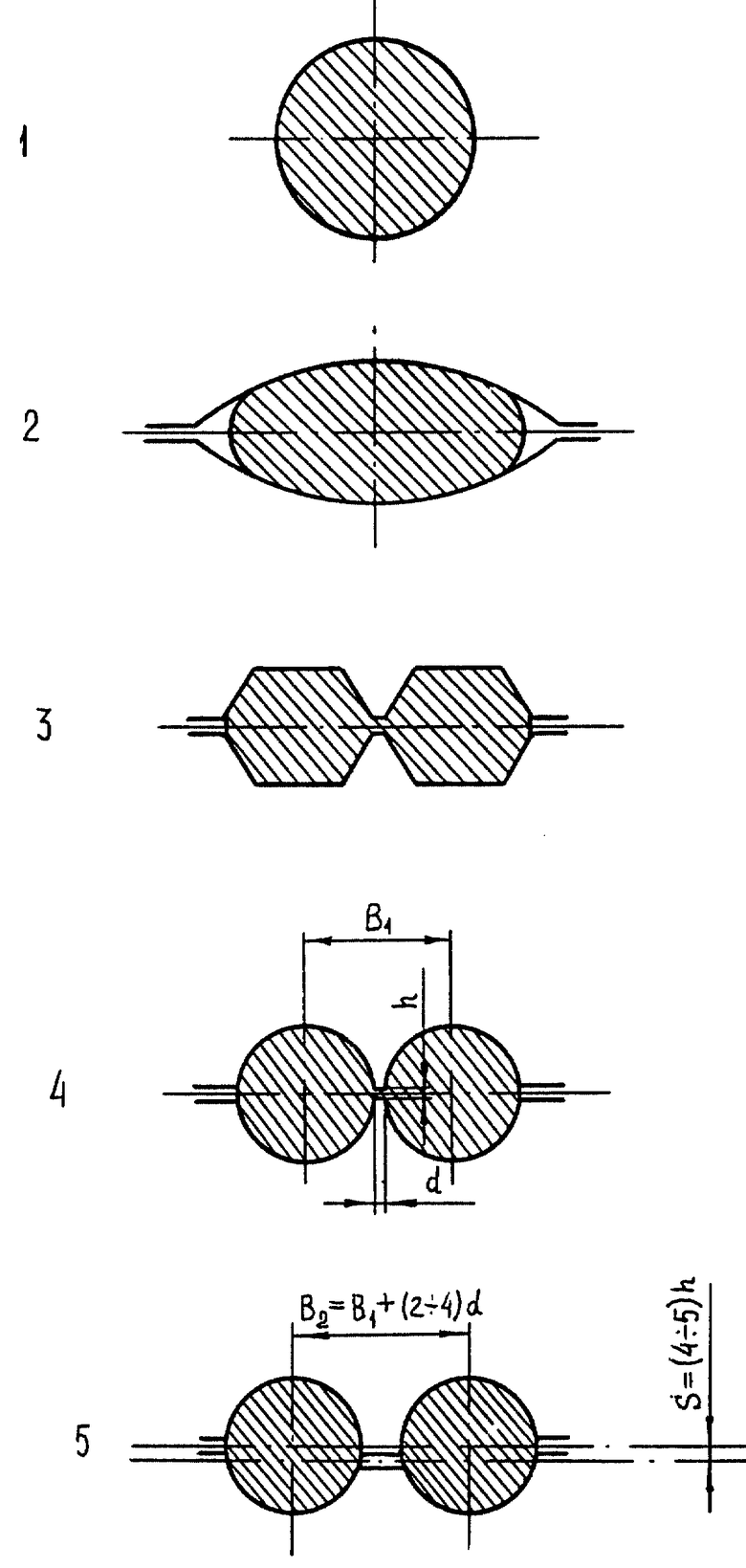
Способ холодной прокатки прутков круглого сечения, включающий многопроходное обжатие заготовки в валках с двухручьевыми калибрами с образованием сдвоенного профиля с перемычкой и разделение прутков в последнем проходе, отличающийся тем, что в последнем проходе расстояние между осями прокатки устанавливают большим, чем в предпоследнем, на 2 - 4 ширины перемычки, а расстояние между нейтральной линией и линией разъема калибра в месте перемычки - равным 4 - 5 толщинам перемычки, прутки в этом проходе обжимают с вытяжкой 1,02 - 1,06.
| В.П | |||
| СЛЕДНЕВ | |||
| Спаренная прокатка сортовых профилей | |||
| - М.: Металлургия, 1988, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| RU 2055653 C1, 10.03.1996 | |||
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 1995 |
|
RU2104104C1 |
| СПОСОБ ОБРАЗОВАНИЯ ЗАРЯДА ВЗРЫВЧАТОГО ВЕЩЕСТВА В ВОССТАЮЩЕЙ ВЫРАБОТКЕ ДЛЯ ОТБОЙКИ РУДЫ | 2000 |
|
RU2166728C1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
| Способ приготовления катализатора селективной гидроочистки олефинсодержащего углеводородного сырья | 2019 |
|
RU2705397C1 |
| US 4193283, 18.03.1980 | |||
| US 4357819, 11.09.1992. | |||

