(k) СПОСОБ МНОГОРУЧЬЕВОЙ ПРОКАТКИ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| Способ прокатки заготовок | 1977 |
|
SU778827A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| Способ производства заготовок | 1979 |
|
SU820929A1 |
| Способ прокатки заготовок | 1976 |
|
SU740312A1 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
| Способ прокатки заготовок | 1976 |
|
SU738696A1 |
| Способ прокатки заготовок | 1978 |
|
SU699716A1 |
1
Изобретение относится к прокатному производству, в частности к технологии производства сортовых заготовок на обжимных и заготовочных прокатных станах.
Известен способ многоручьевой прокатки из сляба ряда прямоугольных заготовок в виде последовательно расположенных клетей, реализованный в ка.либровке валков, рабочие диски-бурты которых, размещенные между прямоугольными ручьями одного Встлка, располагают соответственно против одинаковых с ними по ширине пр)моугольных ручьев второго валка, а глубину вреза ручьев и диаметр дисков-буртов вначале увеличивают в каждой последующей клети. По достижении в одной из клетей ряда расстояния между дискамибуртами обоих вилков, равного 0,10,3 высоты калибра (преимущественно 0,2) в каждой последующей клети после указанной диаметр дисков-буртов уменьшают и соответственно на величину, по меньшей мере, вдвое большую, уменьшают глубину вреза ручьев р1.
Недостатками известного способа являются значительная утяжка металла при формировании заготовок в шахматных калибрах, а также искажение формы крайних заготовок в результате возникновения опрокидывающего момента, стремящего развернуть их вокруг продольной оси.
Наиболее близким по технической сущности к изобретению является способ многоручьевой прокатки заготовок, включающий прокатку прямоугольной заготовки в диагональных двухручьевых калибрах до высоты перемычки, равной 0,2-0,25 высоты чистовогс) калибра , с выводом смежных граней, соседних заготовок в одну плоскость и последующее разделение в валках прокатного стана Г 2.
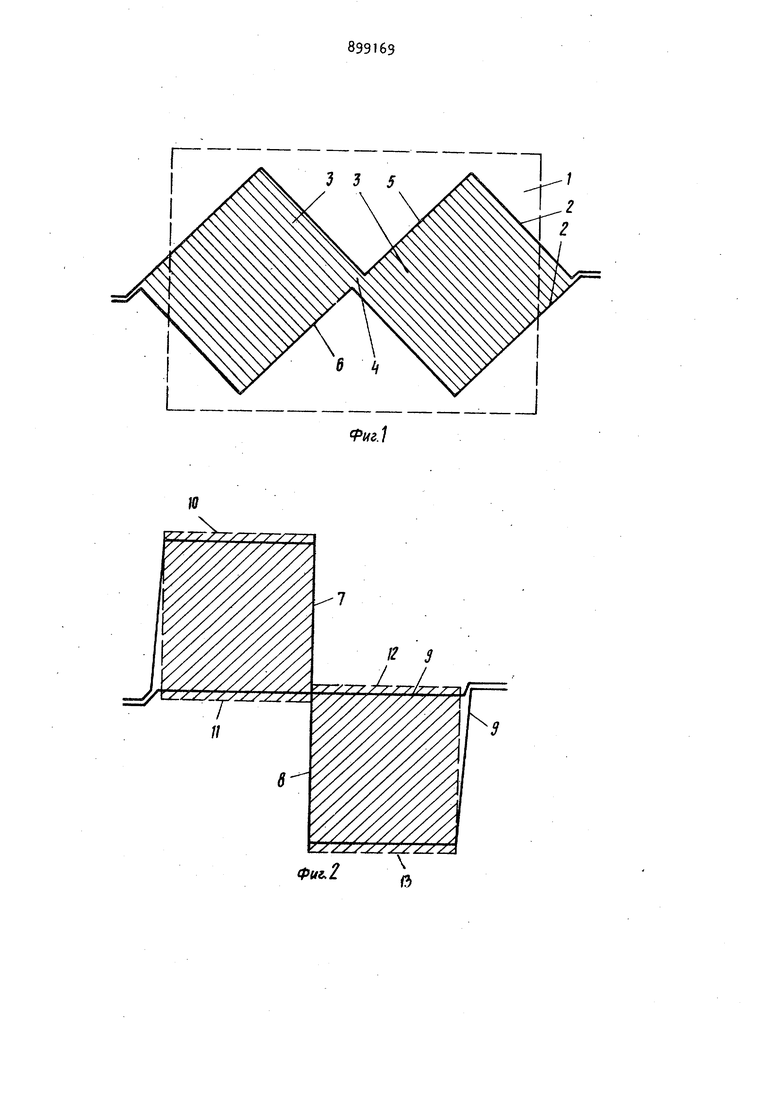
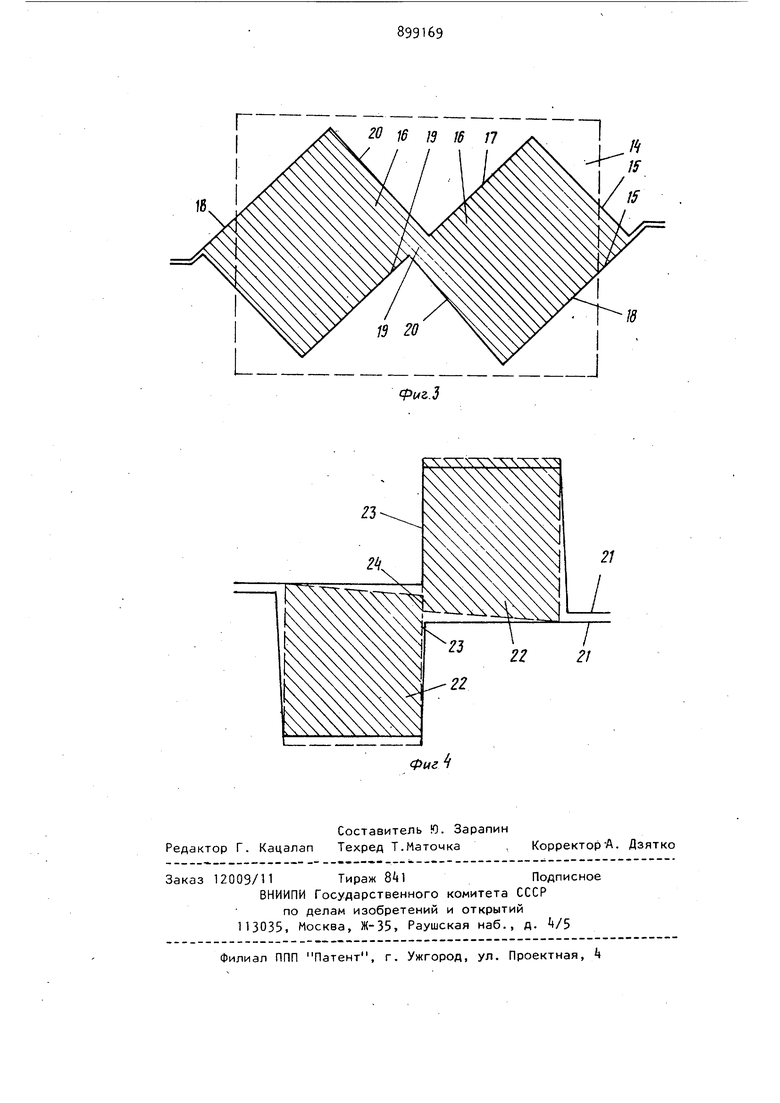
Однако при прокатке происходит износ калибров и в первую очередь гребней многоручьевого калибра. 38 в результате чего происходит увелич ние толщины перемычки в предчистово калибре, что вызывает нарушение ста бильности процесса разделения, т.е. возникает необходимость дополнитель ной настройки предчистового калибра Кроме того, в результате разделения возникает крутящий момент, который скручивает заготовки и .способствует течению металла в зазор,что приводи к переполнению калибра и препятству ет процессу разделения. Возникает необходимость в установке сложной привалковой арматуры, что усложняет процесс разделения. Цель изобретения - упрощение и стабилизация процесса разделения. Поставленная цель достигается тем, что согласно способу многоручьевой прокатки заготовок, включающему прокатку прямоугольной заготовки в диагональных двухручьевых калибрах до вьТсоты перемычки, равной 0,020,25 высоты чистового калибра, с выводом смежных граней соседних заготовок в одну плоскость и последу щее разделение в .валках прокатного стана, перед разделением раскат поворачивают вокруг продольной оси до положения, при котором совпадающие грани перпендикулярны продольной оси валка, а разделение производят в калибре с шахматным расположением ручьев. При этом разделение производят путем обжатия заготовок по граням, перпендикулярным совпадающим, на величину, по.меньшей мере, равную . высоте перемычки между заготовками, разделение также производят путем взаимного смещения заготовок вдоль совпадающих граней навстречу друг другу на величину,по меньшей мере, равную половине высоты перемычки. При этом заготовки формируют в виде прямоугольных трапеций,основания которых отличны на величину,, по меньшей мере, равную половине высоты перемычки, и сочленены меньши ми основаниями, а наклонные грани прилегают к месту сочленения заготовок. На фиг. 1 изображена схема прокатки в калибре, прг-дшествующем разделяющему; на фиг. /: - схема разделения раската, сос-оящего из двух прямоугольных заголовок;на фиг. 3 схема прокатки в д}/хручьевом диагональном калибре заготовок трапецеидальной формы; на фиг. k - схема разделения заготовок. Прямоугольную заготовку 1 прокатывают в двухручьевом диагональном калибре 2, формируя при этом две заготовки 3, связанные между собой перемычкой . При достижении заданного значения высоты перемычки грани 5 и 6 смежных заготовок лежат в одной плоскости (фиг. 1). Перед разделением раскат поворачивают вокруг продольной оси до положения, при котором совпадающие грани 7 и 8 перпендикулярны продольной оси валка (фиг. 2). .Для осуществления способа по второй схеме прямоугольную заготовку I прокатывают в двухручьевом диагональном калибре 15, формируя при этом две заготовки 1б в виде прямоугольных трапеций, основания 17 и 18 которых отличны на величину, равную половине высоты перемычки 19, и сочленены меньшими основаниями 17, а наклонные грани 20 прилегают к месту сочленения заготовок (фиг. 2 и 3) Разделение заготовок производят в калибре 21 путем взаимного смещения заготовок 22 .вдоль совпадающих граней 23 навстречу друг другу на величину, по меньшей мере, равную половине высоты перемычки 2k (фиг.). Пример 1. Прокатку проводят на обжимном стане 950/900 Донецкого металлургического завода.В клети 950 из слитка 5,5 т по известной технологии выкатывают сляб размерами 260-210 мм. Затем в двухручьевом диагональном калибре клети 900 за четыре пропуска прокатывают две прямоугольные заготовки размерами мм, связанные между собой перемычкой высотой 1 мм, что составляет 0,1 высоты чистового калибра. Калибровка рассчитана таким образом, что при достижении заданной величины перемычки смежные грани заготовок длиной iTj мм располагаются на одной прямой линии. После этого раскат поворачивают при помощи кантователя вокруг своей оси до положения, при котором совпадающие грани перпендикулярны продольной оси валка и проводят разделение заготовок за один проход в калибре с шахматным расположением ручьев размерами 100x100 мм. Разделение
происходит путем обжатия заготовок по граням, перпендикулярным -совпадающим, на величину 1 мм, что соответствует высоте пеоемычек между заготовками. В результате прокатки получают две заготовки размерами 100x100 мм. Процесс разделения происходит стабильно, так как на него не оказывает влияния износ гребней диагонального двухрумьевого калибра
Пример 2. Прокатку проводят на обжимном стане 950/900 Донецкого металлургического завода. Из слитка 55 т по известной технологии .выкатывают сляб размерами 260x210 мм Затем в двухручьевом диагональном калибре клети 900 за четыре пропуска прокатывают две -сочлененные заготовки, имеющие в поперечном сечении форму прямоугольной трапеции, основания которой 105 мм и 110 мм отличны на величину, равную половине толщины перемычки между ними и равную 10 мм, что составляет 0,07 высоты чистового калибра и сочлененные меньшими основаниями 105 мм. При этом наклонные грани прилегают к месту сочленения заготовок. Калибровка
рассчитана таким образом, что при достижении заданной величины перемычки смежные грани заготовок длиной 105 мм располагаются на одной прямой линии. После этого раскат поворачивают при помощи кантователя вокруг своей продольной оси до положения, при котором совпадающие грани перпендикулярны продольной оси валка и производят разделение заготовок за один проход в калибре с шахматным расположением ручьев размерами 100х 100 мм.
Разделение производят путем взаимного смещения заготовок вдоль совпадающих граней навстречу друг другу на величину 5 мм, что составляет половину высоты перемычки. При разделении происходит окончательное формирование двух заготовок 100x100 мм. Засчет деформации граней заготовок возникает противомомент, позволяющий компенсировать крутящий момент, разворачивающий
заготовки и получать стабильный процесс разделения.
Формула изобретения
в валках прокатного стана, отличающийся тем, что, с целью упрощения процесса разделения,, перед разделением раскат поворачивают вокруг продольной оси до положения, при котором совпадающие грани перпендикулярны продольной оси валка, а разделение производят в калибре с шахматным расположением ручьев.
по граням, перпендикулярным совпадающим, на величину, по меньшей мере, равную высоте перемычки между заготовками.
по меньшей мере, равную половине высоты перемычки.
Источники информации, принятые во внимание при экспертизе
cpuz.3 Ny
