Изобретение относится к металлургии и может быть использовано при получении крепежа прочностью более 800 Н/мм преимущественно из малоуглеродистых низколегированных сталей.
Цепь изобретения - упрощение способа при производстве изделий с ПРОЧНОСТЬ}) не менее 800 Н/мм при однов|рёменном снижении энергозатрат.
Изобретение иллюстрируется следующим примером.
i Подкат из стали 10Г2Р после горячей прокатки подвергали ускоренному
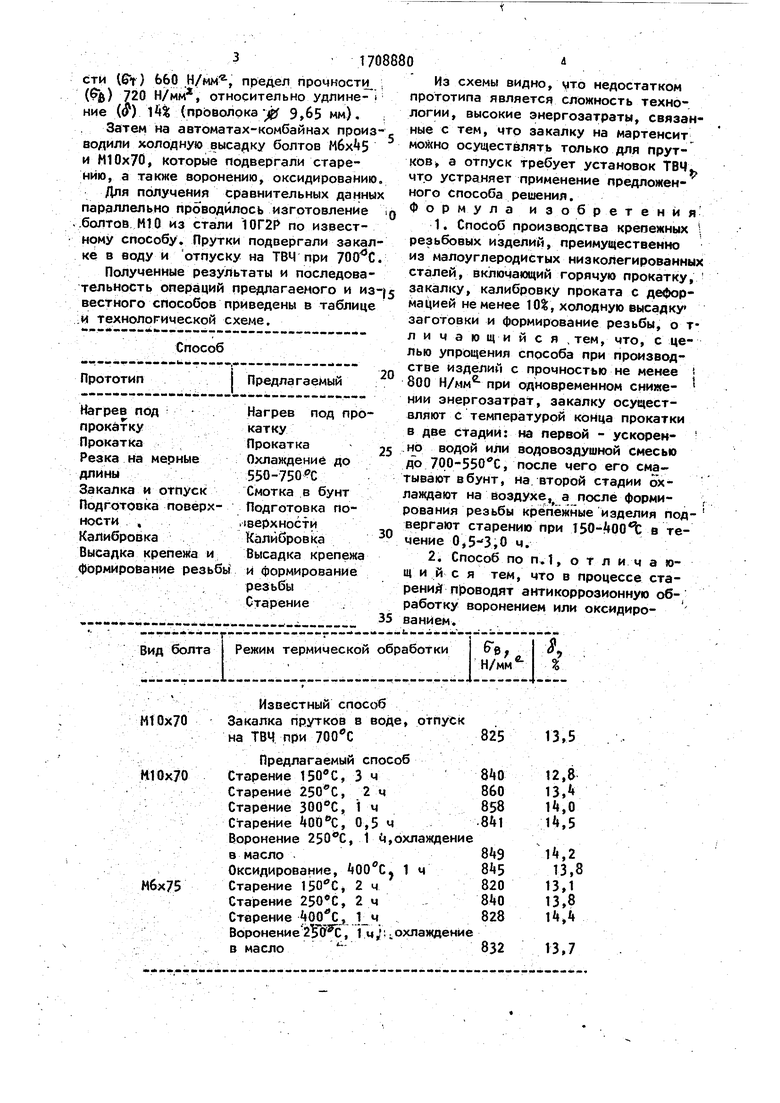
охламщению водой при транспортировке через проходное охлаждающее устройство до температуры поверхности 550 С (катанка fi 7 мм) и (j2fH мм) перед смоткой в бунт, далее - на воздухе, затем фосфатировали и волочили соответственно на диаЫетр и 9,б5 мм. В результате указанной обработки сталь приобретает следующие механические свойства: предел текучести (бт) 680 Н/мм, предел прочности (&е) 750 Н/мм, относительное удлинение (5), 13,5, (проволока 5,Ь мм), предел текуче сти (6t} 660 Н/мм, предел прочности (%) 720 Н/мм, относительно удлинекие () (проволока- 9,б5 мм). Затем на автоматах-комбайнах прои водили холодную высадку болтов и Ml 0x70, которые подвергали старению, а также воронению, оксидировани Для получения сравнительных данн параллельно проводилось изготовление .болтов Ml О из стали 10Г2Р по известному способу. Прутки подвергали зака ке в воду и Ътпуску на ТВЧ при 700 Полученные результаты и последова тельность операций предлагаемого и и вестного способов приведены в таблиц ;И технологической схеме. Способ Предлагаемый Прототип Нагрев под про Нагрев под прокатку катку Прокатка Прокатка Охлаждение до Резка на мерные 550-750 С длины Смотка в бунт Закалка и отпуск Подготовка поверхПодготовка пошерхностиности , Калибровка Калибровка Высадка крепежа Высадка крепежа и формирование резьбы и формирование резьбы Старение Из схемы видно, что недостатком прототипа является сложность технологии, высокие энергозатраты, связанные с тем, что закалку на мартенсит мохсно осуществлять только для прутков, а отпуск требует установок ТВЧ, что устраняет применение предложенного способа решения. Формула изобретения 1.Способ производства крепежных резьбовых изделий, преимущественно из малоуглеродистых низколегированных сталей, включающий горячую прокатку, закалку, калибровку проката с деформацией не менее 10%, холодную высадку заготовки и формирование резьбы, о тличающийся .тем, что, с целью упрощения способа при производстве изделий с прочностью не менее | 800 Н/мм при одновременном снижеНИИ энергозатрат, закалку осуществляют с температурой конца прокатки в две Стадии: на первой - ускоренно водой иЛи водовоздушной смесью д о7рО-550С, после чего его сматывают в бунт, на второй стадии охлаждают на воздухе, а после форми- . рования резьбы крепежные изделия подвергают старению при в течение 0,5-3,0 ч. 2.Способ по п.1, о t л и ч а ющ и и с я тем, что в процессе старений Проводят антикоррозионную обработку воронением или оксидированием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ БЕЗ ПРОВЕДЕНИЯ СФЕРОИДИЗИРУЮЩЕГО ОТЖИГА | 2023 |
|
RU2814574C1 |
| Способ изготовления крепежных изделий | 1982 |
|
SU1087554A1 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| Сталь | 1991 |
|
SU1813120A3 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ КЛАССА ПРОЧНОСТИ 14.9 МЕТОДОМ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2022 |
|
RU2802486C1 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ БРОНЗЫ БрХЦрК | 2007 |
|
RU2347007C2 |
| Способ термической обработки сортового проката | 1989 |
|
SU1668414A1 |
| Способ изготовления сортовой стали для холодной высадки | 1983 |
|
SU1147762A1 |
Изобретение относится к металлург гии и может быть использовано при получении крепежа прочностью бо^лее ^' 800'-H/MM^j преимущественно из малоуглеродистых низколегированных ста- ;лей. Целью изобретения пвляет'ся упрощение способа при производстве изделий с прочностью не менее 800 Н/мм^ при одновременном снижении энергозатрат. Подкат из стали 1ОГ2Р после горячей прокатки подвергают ус^коренному охлаждению водой или водовоздушной смесью до 550-700"С, после чего его сматывают в бунт и продолжают охлаждение на воздухе. Затем прокат фосфатируют, Волочат и на автоматах-комбайнах производят высадку болтов, которые старят при 150-^00*'С в течение 0,5- 3 4i, совмещая этот процесс с антй- корррзионной обработкой воронением или оксидированием. Примененное спо- \ соба позволяет получать крепежные изделия с прочностью более 800 Н/мм*| при упрощении его технологии и сокращении энергетических затрат. 1 з.п.ф-ль!,' 1 табл.ги§
| Способ изготовления крепежных резьбовых изделий | 1975 |
|
SU662233A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
