Изобретение относится к легкой iipoMiimuieHHocTH, а именно к производству валяной обуви.
Цель изобретения - снижение трудоемкости процесса.
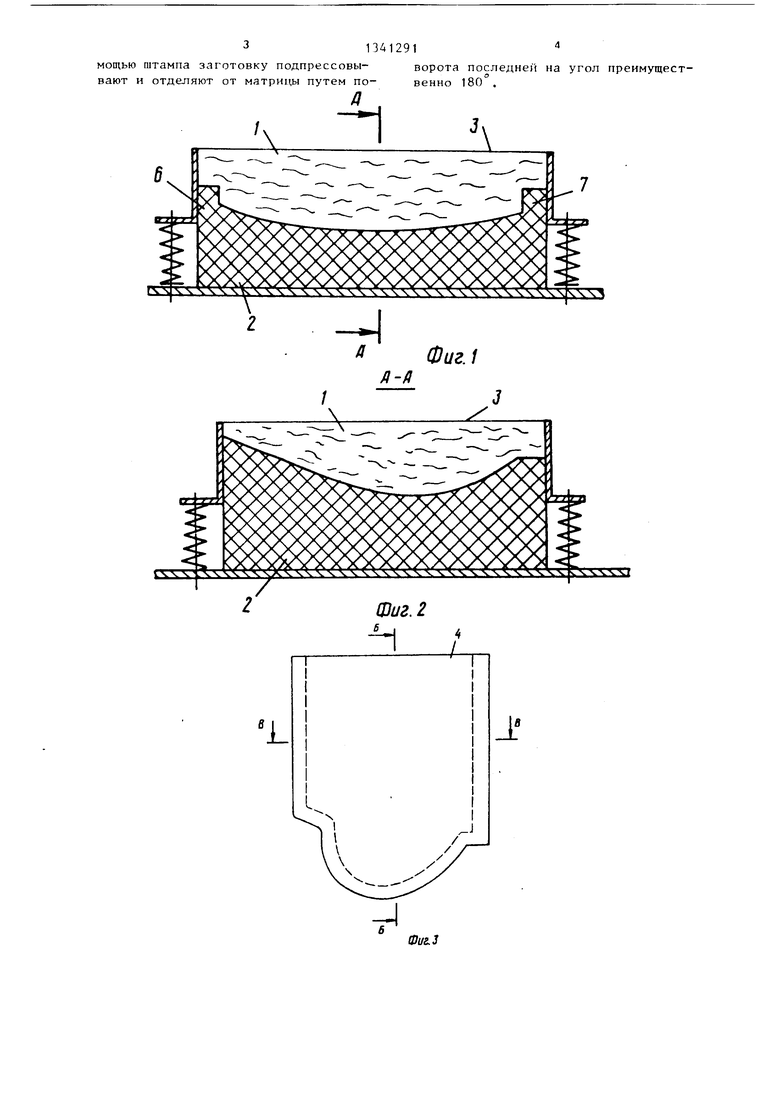
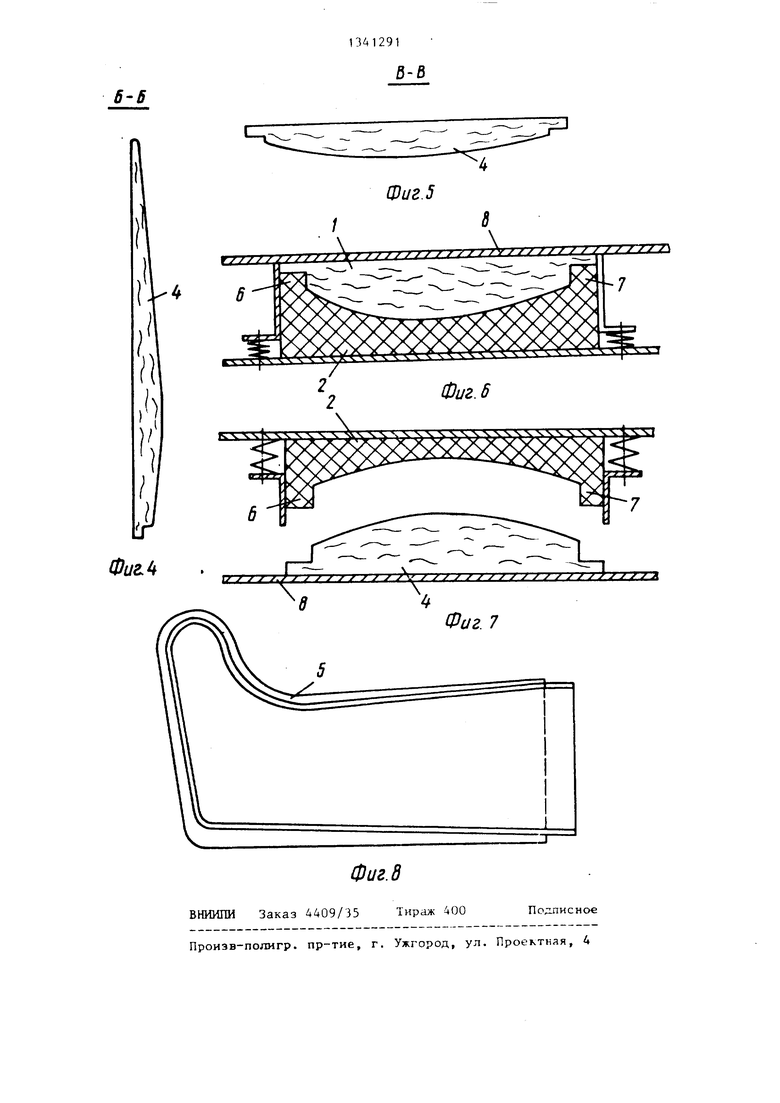
На фиг.1 изображена матрица, заполненная волокнистой ваткой, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - заготовка основы, вид в плане; на фиг,4 - разрез Б-Б на фиг.З; на фиг.З - разрез В-В на фиг.З; на фиг.6 - матрица с пуансоном, продольный разрез; на
сторону увеличения или уменьшения приведут к отклонению от заданнсл толщины основы и, следовательно, к нарушению типовых технологических нормативов изготовления ватшной обуви.
Сформированн то заготовку 4 под- прессовывают с помощью пуансона 8 для придания сцепления волокнам и от- 10 деляют ее от матрнцы 2 путем поворота последней на 180. Затем заготовку 4 уплотняют до плотности 0,11 г/см с помощью штампа, прикрепленного к верхней плите свойлачивающей машины
фиг.7 - взаимное расположение матри- 15 марки ПСК-2, имеющего конфигурац 1ю цы и заготовки при отделении их друг заготовки и площадь, меньшую площади от друга, продольный разрез; на заготовки на величину сращивания кра- фиг.8 - сложенная на шаблоне заго- ев заготовки (величина сра 1Ц1вания
краев заготовки составляет 40-50 мм). 20 После уплотнения заготовку складывают по шаблону, соответствующему форме готовой основы, и производят дополнительное уплотнение до плотности 0,16 г/см , например, на свойла- 25 чивающей машине ПСК-2.
Изобретение позволяет снизить трудоемкость процесса изготовления основы валяной обуви.
товка.
Способ осуществляют следующим образом.
Пример. Волокнистую ватку 1 с чесальной машины, например, марки 40-180-Ш подают в матрицу 2, которую заполняют ваткой до заданного горизонтального уровня 3 высотой 400 мм. При этом в матрице 2 формируют заготовку 4 в виде развертки основы 5 на плоскости и по крайней мере двухступенчатую по сечению. Высоту ступени 6 определяют от заданного горизонтального уровня и выполняют равной половине толщины основы в заданном
30 Формул а изобретения
Способ получения основы валяной обуви, при котором из волокнистой ватки формируют заготовку в виде разной плотности основы к плоскости во- 35 вертки основы на плоскости, уплотня- локнистой ватки в матрице.ют ее с помощью штампа, имеющего конфигурацию заготовки и площадь, меньшую площади заготовки на величину сращивания краев заготовки, затем за- 40 мм, плотности основы О, 16 г/см (см. 40 готовку складывают по шаблону, соот- типовые технологические нормативы изго- ветствующему форме готовой основы, и товления валяной обуви) и плотности производят дополнительное уплотнение,
отличающийся тем, что, с целью снижения трудоемкости, заго- 45 товку формируют в матрице путем ее заполнения волокнистой ваткой до заданного горизонтального уровня, при этом заготовку формируют по крайней мере двухступе)1чатой по сечению и выместе, умноженной на отношение заданИсходя из толщин основы в заданных местах для обуви размера 20, равных соответственно 15, 20, 25, 30, 35 и
ватки 0,004 г/см (определяют экспериментальным путем) высоты ступени 6 выполняют соответственно равными 25,5, 34,0, 42,5, 54,0, 59,5и68 мм.
Высоту ступени 7 определяют от заданного горизонтального уровня и выполняют равной заданной толщине основы, умноженной на отношение задан- 50 оту одной ступени выполняют равной
ной плотности основы к плотности волокнистой ватки в матрице. Исходя из указанных толщин основы, плотности основы и плотности волокнистой ватки высоты ступени 7 выполняют соответственно равными 51, 68, 85, 108, 119 и 136 мм.
Любые изменения величины указанного соотношения высот и плотностей в
сторону увеличения или уменьшения приведут к отклонению от заданнсл толщины основы и, следовательно, к нарушению типовых технологических нормативов изготовления ватшной обуви.
Сформированн то заготовку 4 под- прессовывают с помощью пуансона 8 для придания сцепления волокнам и от- деляют ее от матрнцы 2 путем поворота последней на 180. Затем заготовку 4 уплотняют до плотности 0,11 г/см с помощью штампа, прикрепленного к верхней плите свойлачивающей машины
30 Формул а изобретения
половине толщины основы в заданном месте, умноженной на отношение заданной плотности основы к плотности волокнистой ватки в матрице, а высоту 55 другой ступени выполняют равной заданной толшд1не основы, умьох енной на отношение заданной плотности основы к плотности волокнистой ватки в матрице, причем перед уплотнением с по31341291мощью штампа заготовку подпрессовы- ворота последней на угол преимущест- вают и отделяют от матрицы путем по- венно 180°.
Фиг.1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения заготовки основы валяной обуви | 1989 |
|
SU1730272A1 |
| Поточная линия для изготовления основы валяной обуви | 1990 |
|
SU1708961A2 |
| Способ получения основы валяной обуви | 1985 |
|
SU1300051A1 |
| Способ получения валяной обуви | 1991 |
|
SU1784688A1 |
| Способ изготовления колпака для основы валяной обуви и устройство для его осуществления | 1978 |
|
SU652245A1 |
| Способ изготовления основы валяной обуви | 1991 |
|
SU1770479A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ И ВАЛЯНАЯ ОБУВЬ | 2000 |
|
RU2173947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ | 2000 |
|
RU2170786C1 |
| Способ изготовления основы валяной обуви | 1981 |
|
SU971959A1 |
| Устройство для уплотнения волокнистой заготовки основы валяной обуви | 1989 |
|
SU1737050A1 |
Изобретение относится к легкой промьшшенности и позволяет снизить трудоемкость процесса получения основы валяной обуви. Перед уплотнением с помощью штампа, имеющего конфигурацию заготовки и площадь, меньшую площади заготовки на величину срасцивания краев заготовки, последнюю подпрессо- вывают и отделяют от матриць путем поворота на угол преимущественно в 180 . В матрице заготовку формируют путем заполнения ее волокнистой ваткой до заданного горизонтального уровня. Заготовку формируют двухступенчатой по сечению. Высоту одной степени выполняют равной половине толщины основы в заданном месте, умноженной на отношение заданной плотности основы к плотности ватки в матрице. Высоту другой ступени вьшолняют равной заданной толщине основы, умноженной на отношение заданной плотности основы к плотности волокнистой ватки в матрице. 8 ил. сл
L
1
Фиг.3
Фиа.
Фиг. 8
ВНИИПИ Заказ 4409/35Тираж 400Подписное
Проиэв-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| Способ получения основы валяной обуви | 1985 |
|
SU1300051A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
