Изобретение относится к валяльно- ойлочной промьшшенности, в частности к изготовлению основы валяной обуви.
Цел) изобретения - улучшение качества основы при одновременном повы- шении производительности труда и снижении расхода сырья.
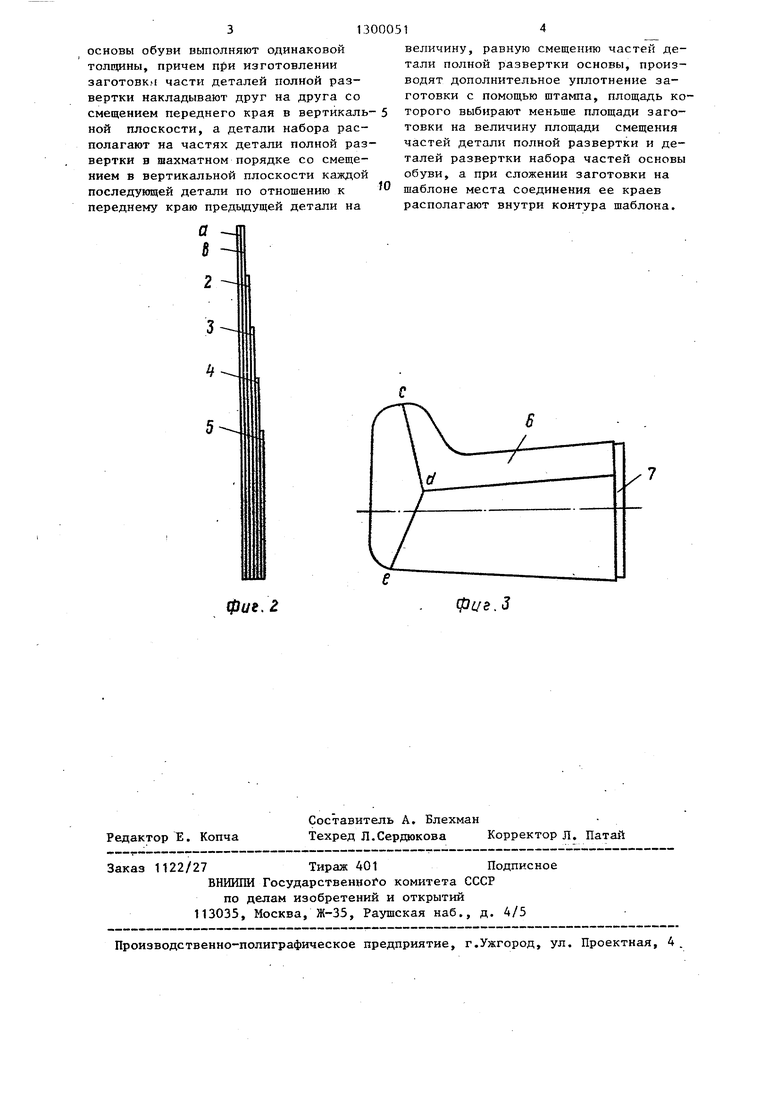
На фиг. 1 изображена заготовка основы, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 - сложенная на шаблоне заготовка.
П р и м е р. Из прочеса с чесальной магаины, например марки ЧО-180-Ш, навивают на барабане волокнистый ХОЛСТ с поверхностной массой 180 г/м и формируют из него деталь 1 развертки основы обуви и набор деталей 2-5 частей развертки. При формировании деталь 1, соответствующую полной развертке основы, выполняют из двух частей а и b длиной, равной 610 мм, что соответствует длине голенища основы. Длины набора деталей 2-5 час
тей развертки вьшолняют соответственно равным 510, 410, 310 и 210 мм, при этом величину уменьшения длины каждой последующей детали набора и количество деталей набора выбирают таким образом, чтобы получить плавный переход по толщине от верха голенища до подошвы обуви. Части а и b детали 1 и детали 2-5 выполняют одинаковой толщины (исходя из заданной массы готовой основы 304 г и площади всех деталей основы 1,7 м заранее определяют величину поверхностной массы волокнистого холста, навиваемого на барабан 180 г/м). Затем получают заготовку 6. Для этого сформированные части а и b детали 1 полной развертки накладывают со смещением переднего края в вертикальной плоскости, величина которого равна 40-50 мм, а детали 2-5 набора располагают на частях а и b полной развертки 1 в щахматном порядке со смещением в вертикальной плоскости каждой последующей детали по отношению к переднему краю предьщущей детали на величину, равную смещению частей а и b детали полной развертки основы Для предотвращения появления рубцов при дальнейшей обработке полученную заготовку 6 уплотняют до плотности 0,11 г/см на свойлачивакнцей машине марки с помощью штампа, площадь которого меньше площади заготовки 6 на величину площади смещения
частей а и b детали 1 и набора деталей 2-5 частей развертки для предотвращения уплотнения частей заготовки, находящихся вне контурной поверхности штампа. После этого производят сложение заготовки на шаблоне, имеющем Форму готовой основы, при этом места соединения краев заготовки 6 при стыке располагают внутри шаблона 7, получая линии стыка cd, ed, df. Указанная величина смещения частей а и b детали 1 и деталей 2-5 при выполнении заготовки 6 необходима для обеспечения прочности стыка ее краев при сложении на шаблоне 7,которая при величине ниже указанного нижнего предела, например 35 мм, не обеспечивает прочность стыка, а вы- ще, например, 55 мм приводит к нерациональному раскрою основы.
При сложении ..заготовки на шаблоне 7 последний можно выполнить с перфорацией, а заготовку удерживать на шаблоне с помощью вакуумных сил, сообщаемых ей через внутреннюю полость шаблона.
После сложения на шаблоне 7 заготовку 6 уплотняют на свойлачивающей машине марки ИСК-2 до плотности 0,17 г/см в соответствии с техническими условиями.
Формула изобретен ия
5
0
5
Способ получения основы валяной обуви, при котором из волокнистого холста формируют детали развертки основы обуви и набор деталей развертки частей основы обуви с последующим изготовлением заготовки путем наложения деталей развертки и набора деталей развертки частей основы обуви друг на друга с последующим сложением заготовки на шаблоне, имеющем форму готовой основы, и уплотнением, о т- личающийся тем, что, с целью улучшения качества основы при одновременном повьщ1ении производительности труда и снижении расхода сырья, при формировании деталей развертки основы вьшолняют одну деталь, соответствующую полной развертке основы, по крайней мере из двух частей, а набор деталей частей развертки основы обуви выполняют с уменьшением длины каждой последующей детали набора, при этом части полной развертки детали и детали набора частей
0
3130005
основы обуви вьшолняют одинаковой толщины, причем при изготовлении заготовк части деталей полной развертки накладывают друг на друга со смещением переднего края в вертикаль-5 ной плоскости, а детали набора располагают на частях детали полной развертки в шахматном порядке со смещением в вертикальной плоскости каждой последующей детали по отношению к переднему краю предьщущей детали на
величину, равную смещению частей детали полной развертки основы, производят дополнительное уплотнение заготовки с помощью штампа, площадь которого выбирают меньше площади заготовки на величину площади смещения частей детали полной развертки и деталей развертки набора частей основы обуви, а при сложении заготовки на шаблоне места соединения ее краев располагают внутри контура шаблона.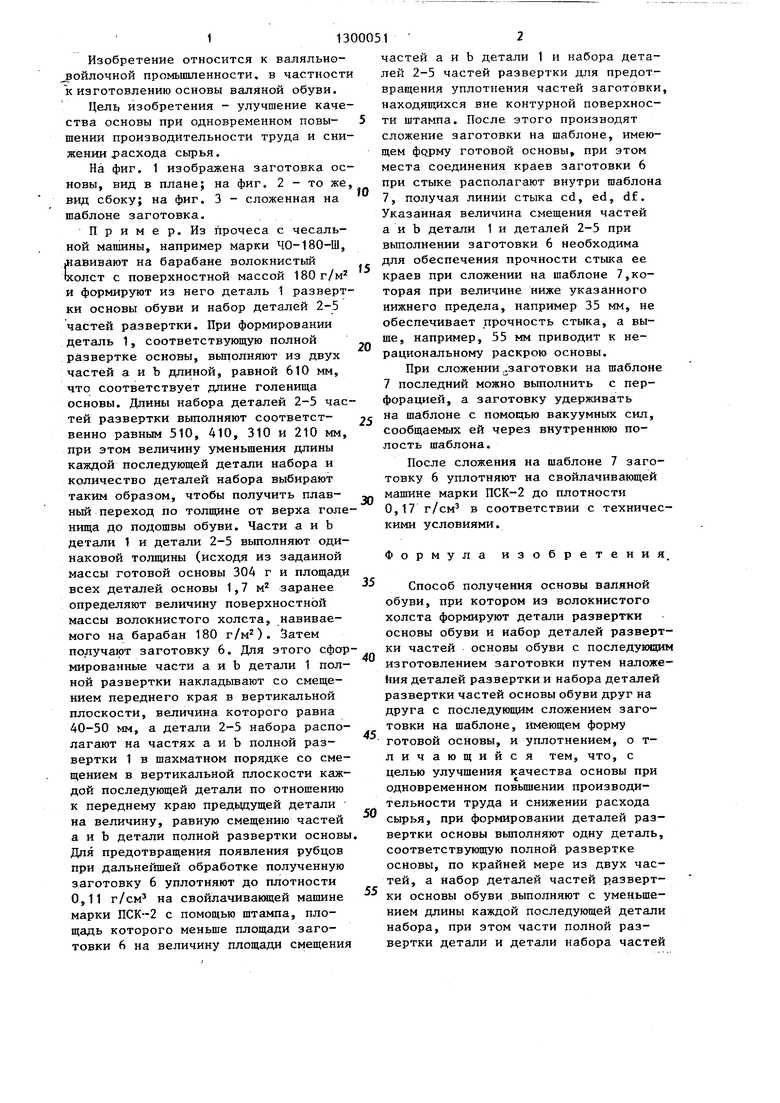
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления основы валяной обуви | 1991 |
|
SU1770479A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ВАЛЯНОЙ ОБУВИ | 1993 |
|
RU2051232C1 |
| Поточная линия для изготовления основы валяной обуви | 1990 |
|
SU1708961A2 |
| Устройство для уплотнения волокнистой заготовки основы валяной обуви | 1989 |
|
SU1737050A1 |
| Способ изготовления основы валяной обуви | 1981 |
|
SU971959A1 |
| Способ изготовления основы валяной обуви | 1986 |
|
SU1392164A1 |
| Способ изготовления основы валяной обуви | 1988 |
|
SU1694737A1 |
| Способ уплотнения заготовки основы валяной обуви | 1989 |
|
SU1730272A1 |
| Способ формования основы валяной обуви на колодке | 1986 |
|
SU1460097A1 |
| Способ получения основы валяной обуви | 1985 |
|
SU1341291A1 |
Изобретение относится к валяльно-войлочной промьшшенности и позволяет улучшить качество основы при одновременном повьшении производительности труда и снижении расхода сырья. При изготовлении основы форми- детали развертки основы, причем одну -деталь 1, соответствующую полной развертке основы, вьшолняют из двух а частей. Набор деталей 2-3 частей развертки основы обуви вьтолняют с j уменьшенной длиной каждой последующей детали набора. Все детали и их части выполняют одинаковой толщины. Изготовление заготовки осуществляют путем наложения подготовленных деталей полной развертки 1 со смещением переднего края в вертикальной плоскости. Детали 2-5 набора располагают на пастях а и Ь детали 1 в шахматном порядке со смещением в вертикальной плоскости каждой последующей детали по отношению к переднему краю предьщущей детали на величину, равную смещению частей детали полной развертки. Основы затем дополнительно уплотняют заготовку с помощью штампа, площадь которого меньше площади заготовки на величину площади смещения частей деталей 1 и 2-5. Заготовку складывают на шаблоне, и места соединения ее краев загибают внутрь - контура шаблона. 3 ил. i (Л со о о о ел 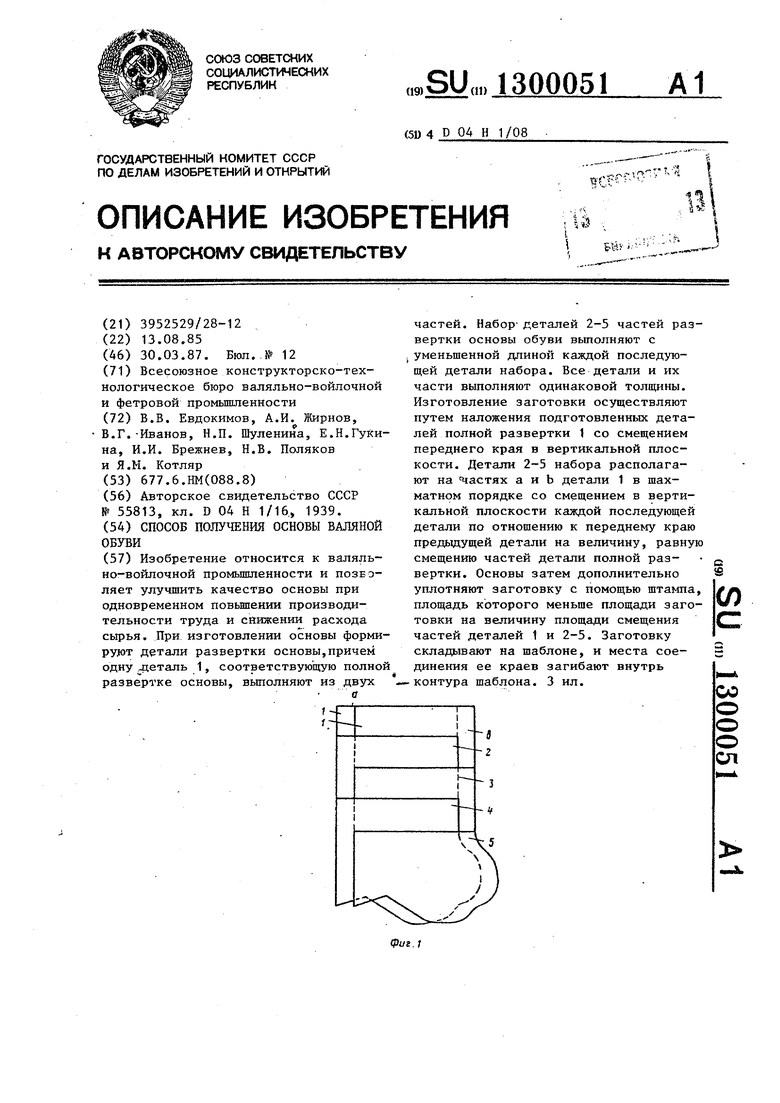
0(/е. 2
Редактор Е. Копча
Составитель А. Блехман
Техред Л.Сердюкова Корректор Л. Натай
Заказ 1122/27Тираж 401Подписное
ВНИИПИ Государственно1 о комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4 .
pi/г. J
| Способ изготовления основы валеной обуви | 1938 |
|
SU55813A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
