озмущения, вызвавиаего первоначальное тклонение регулируемого параметра.
Регулятор Ресвика не вносит собственного запаздывания, поэтому его быстродейтвие является максимально возможным.
Недостатком регулятора Ресвика является ограничение области его применения акими объектами, V которых регулируемый параметр не содержит пульсаций повышенной частоты, т.е. такой частоты, которая не может быть отработана данным объектом из-за его инерционности. Именно такие пульсации существуют в выходном сигнале измерителя толщины на стане холодной прокатки, поэтому устройство реализующее регулятор Ресвика в чистом виде не чиожет быть использовано для регулирования толщины на стане холодной прокатки.
При наличии во входном сигнале регулятора Ресвика пульсаций повышенной частотьЛ эти пульсации првторяются на выходе регулятора, затем по цепи задержанной положительной обратной связи поступают на вход регулятора,где складываются с текущими пульсациями и проходят на выход регулятора. В результате циркуляции пульсаций возникают отклонения регулируемогоТ1араметра от задания.
Наиболее близким к предлагаемому по технической сущности является устройство автоматического регулирования толщины полосы на непрерывном стане холодной прокатки, которое включает в себя измеритель относительного отклонения толщины, сумматор, систему управления скоростью валков, блок регулируемого запаздывания, примем выход измерителя соединен с первым входом сумматора, выход сумматора соединен с входом системы управления скоростью валков, выход которой соединен с входом блока регулируемого запаздывания, выход которого соединен с вторым входом сумматора. В данном устройстве система управления скоростью валков с передаточным коэффициентом, равным единице, включена в состав устройства, ее выходной сигнал, являющийся отйосительным изменением скорости валков, задерживается в блоке регулируемого запаздывания на время запаздывания объекта регулирования и в качестве положительной обратной связи поступает на второй вход сумматора.
Устройство ра,бртает аналогично описанному, однако не обеспечивает/уменьшение разнотолщинности прокатываемой полосы, так как в условиях прокатного стана на выходе системы управления скрростью валков, кроме изменения скорости, служащего для устранения отклонения толщины полосы, присутствуют составляющие изме
нения скорости от работы других систем , регулирования {например, ограничения натяжения, перераспределения загрузки клетей), которые не влияют на толщину полосы
и не должны запоминаться устройством регулирования толщины. Эти составляющие, попадая через блок регулируемого запаздывания на вход системы управления скоростью валков, создают на полосе
0 дополнительные отклонения толщины.
Целью изобретения является уменьшение разнотолщинности прокатываемой полосы.,
Эта цель достигается тем, что в устройство, содержащее измеритель относительного отклонения толщины, сумматор, блок регулируемогб запаздывания, систему управления скоростью валков, введены блок зоны нечувствительности и интегро-заг1о0 минающий злемент, причем выход измерителя ОТНОСИТРЛЬНОГО отклонения толщины , соединен с первым входом сумматора, второй вход которого соединен с выходом блока регулируемого запаздывания, выход
5 сумматора соединен с входом блока зоны нечувствительности, выход которого соединен с входом интегро-запоминающего элемента, выход которого соединен с входом системы управления скоростью валков, с
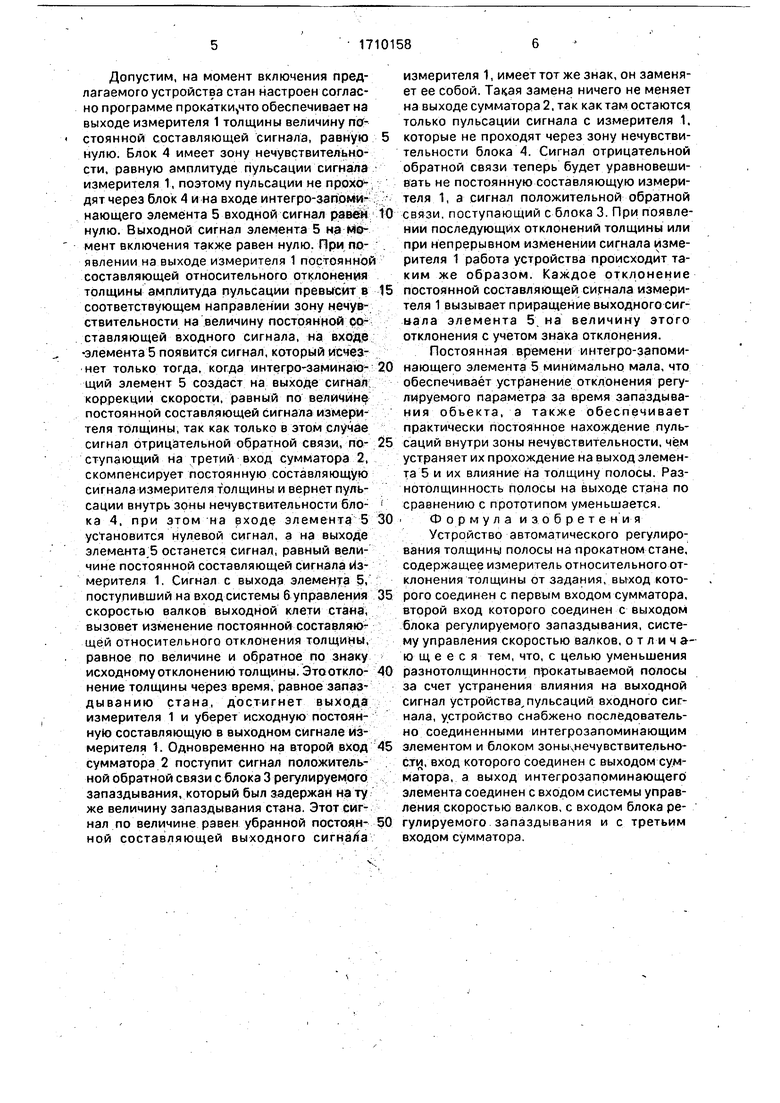
0 входом блока регулируемого запаздывания и с третьим (инверсным) входом сумматора. На чертеже представлена блок-схема предлагаемого устройства.
Выход измерителя 1 относительного отклонения толщины соединен с первым входом сумматора 2, второй вход которого соединен с выходом блока 3 регулируемого запаздывания, выход сумматора 2 соединен с входом блока 4 зоны нечувствительности,
0 выход которого соединен с входом интегрозапоминающего элемента 5, выход которого соединен с входом системы 6 управления скоростью валков, с входом блока 3 регулируемого запаздывания и с третьим (инверс5 ным) входом сумматора 2.
Ввиду того, что для устранения возникшего относительного отклонения толщины от задания на непрерывном стане холодной прокатки требуется такое же по величине и
0 знаку относительное изменение текущей скорости валков выходной клети, а современные системы управления скоростью валков рассчит|аны на подачу сигналов коррекции скорости в виде величины относительного изменения текущей скорости, в предложенном устройстве передаточные коэффициенты всех элементов равны единице и обе обратные связи единичные
Устройство работает следующим обра .зом.
Допустим, на момент включения предлагаемого устройства стан настроен согласно программе прокатки что обеспечивает на выходе измерителя 1 толщины величину постоянной составляющей сигнала, равную нулю. Блок 4 имеет зону нечувствительности, равную амплитуде пульсации сигнала измерителя 1, поэтому пульсации не прохо дят через блок 4 и на входе интегро-запомимающего элемента 5 входной сигнал равен нулю. Выходной сигнал элемента 5 на момент включения также равен нулю. При появлении на выходе измерителя 1 постоянно составляющей относительного отклонения толщины амплитуда пульсации превысит в соответствующем направлении зону нечувствительности на величину постоянной составляющей входного сигнала, на входе элемента 5 появится сигнал, который исчезнет только тогда, когда интегро-заминающий элемент 5 создаст на выходе сигнал, коррекции скорости, равный по величину постоянной составляющей сигнала измерителя толщины, так как только в этом случае сигнал отрицательной обратной связи, поступающий на третий вход сумматора 2, скомпенсирует постоянную составляющую сигнала измерителя толщины и вернет пульсации внутрь зоны нечувствительности блока 4, при этом на входе элемента 5 установится нулевой сигнал, а на выходе элемента останется сигнал, равный величине постоянной составляющей сигнала измерителя 1. Сигнал с выхода элеменуа 5, поступивший на вход системы 6 управления скоростью валков выходной клети стана, вызовет изменение постоянной составляющей относительного отклонения толщины, равное по величине и обратное по знаку исходному отклонению толщины. Этоотклонение толщины через время, равное запаздыванию стана, достигнет выхода измерителя 1 и уберет исходную постоянную составляющую в выходном сигнале измерителя 1. Одновременно на второй вход сумматора 2 поступит сигнал положительной обратной связи с блока 3 регулируемого запаздывания, который был задержан на ту же величину запаздывания стана. Этот сигнал по величине равен убранной постоянной составляющей выходного сигна/ а
измерителя 1, имеет тот же знак, он заменяет ее собой. Та14ая замена ничего не меняет на выходе сумматора 2, так как там остаются только пульсации сигнала с измерителя 1, которые не проходят через зону нечувствительности блока 4. Сигнал отрицательной обратной связи теперь будет уравновещивать не постоянную составляющую измерителя 1, а сигнал положительной обратной связи, поступающий с блока 3. При появлении последующих отклонений толщины или при непрерывном изменении сигнала измерителя 1 работа устройства происходит таким же образом. Каждое отклонение постоянной составляющей сигнала измерителя 1 вызывает приращение выходного сигнала элемента 5. на величину этого отклонения с учетом знака отклонения.
Постоянная времени интетро-запоминающего элемента 5 минимально мала, что обеспечивает устранение отклонения регулируемого параметра за время запаздывания обьекта, а также обеспечивает практически постоянное нахождение пульсаций внутри зоны нечувствительности, чем устраняет их прохождение на выход элемента 5 и их влияние на толщину полосы. Разнотолщинность полосы на выходе ст;ана по сравнению с прототипом уменьшается. Ф о р м у л а и 30 б р е т е н и я Устройство автоматического регулирования толщину полосы на прокатном стане, содержащее измеритель относительногоотклонения толщины от задания, которого соединен с первым входом сумматора, второй вход которого соединен с Выходом блока регулируемого запаздывания, систему управления скоростью валков, о т л и ч аю щ е е с я тем, что, с целью уменьшения разнотолщинности прокатываемой полосы за счет устранения влияния на выходной сигнал устройства,пульсаций входного сигнала, устройство снабжено последовательно соединенными интегрозапоминающим элементом и блоком зоны нечувствительности, вход которого соединен с выходом сумматора, а выход интегрозапоминающегб элемента соединен с входом системы управления скоростью валков, с входом блока регулируемого запаздывания и с третьим входом сумматора.
О

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1991 |
|
SU1827304A2 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ ПРОКАТНОМ CTAHF | 1973 |
|
SU385640A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1990 |
|
SU1775199A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1973 |
|
SU383491A1 |
| Устройство для автоматического регулирования толщины полосы на входе стана непрерывной прокатки | 1980 |
|
SU880534A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
Устройство автоматического регулирования толщины на прокатном стане относится к автоматизации станов холодной и горячей прокатки. Цель изобретения - уменьшение разнотолщинности прокатываемой полосы за счет устранения влияния на выходной сигнал устройства пульсаций входного сигнала. Она достигается путём , введения в прямой канал устройства последовательно соединенных интегрозапомина- ющего элемента и блока зоны нечувствительности, охваченных отрицательной обратной связью. Величина зоны нечувствительности выбирается равной а'м- плитуде пульсаций входногр сигнала. Благодаря дополнительно введенным элементам выходной сигнал устройства (выход интег- розапоминающего элемента) при появлении постоянной составляющей входного сигнала изменяется на величину этой постоянной, составляющей. Пульсации при этом на выход не проходят, остаются внутри зоны нечувствительности. В результате при сохранении максимально возможного быстродействия для регуляторов "по отклонению" устранено влияние пульсаций входного сиг-. нала на толщину полосы. 1 ил.та. благодаря чему регулирующее воздействие регулятора поступает на вход регулятора одновременно с изменением регулируемого параметра, вызванным этим регулирующим воздействием. Регулирующее воздействие, поступившее по цепи положительной обратной cвязиV заменяет собой устраненное отклонение регулируемого параметр?, в результате выход регулятора после отработки возмущения не изменяется и остается равным такой величине, которая необходима для компенсациислсVI о ел00
«J:
