длины, снабженные на верхних концах роликами 9. Под желобом 1 размещен двойной клин 13, взаимодействующий с упорами 6 и пневморукавом 15. Свариваемые детали 10 опираются на ролики 9. При наполнении пневморукава 15 воздухом клин 13 перемещается вниз, освобождая упоры 6. В результате этого упоры б резко разворачиваются, что вызывает падение деталей 10 на каркас 3. Последний опускается и производит эффективное уплотнение верхних слоев флюса за счет динамического удара падающих деталей 10. 2 с. и 1 з.п. ф-лы, 4 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения флюса | 1990 |
|
SU1776532A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования шва | 1990 |
|
SU1815100A1 |
| Устройство для формирования шва | 1986 |
|
SU1395446A1 |
| Устройство для формирования обратной стороны шва | 1986 |
|
SU1333520A1 |
| Подкладка для сварки | 1984 |
|
SU1177111A1 |
| Устройство для формирования обратной стороны шва при сварке плавлением | 1982 |
|
SU1073035A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1796395A1 |


Изобретение относится к сварочному производству и может быть использовано для автоматической сварки деталей встык с обратным формированием корня шва на флюсовой подушке. Цель изобретения - повышение качества формирования обратной стороны корневого валика за счет повышения плотности слоев подкладочного флюса, прилежащих к поверхности изделия. Сущность способа заключается в воздействии на флюс ударной нагрузкой веса изделия при сбрасывании последнего на желоб флюсовой подушки. Устройство содержит желоб 1 с флюсом 2, в котором установлен подвижный каркас 3. На желобе 1 с помощью проушин 4 закреплены упоры 6 регулируемой сл
Изобретение относится к сварочному производству и может быть использовано для автоматической сварки деталей встык с обратным формированием корня шва на флюсовой подушке.
Известен способ уплотнения флюса, при котором подают сжатый воздух в резиновый шланг, размещенный под слоем флюса, который расширяется и поджимает флюс к свариваемому стыку. Устройство для pea- лизации известного способа содержит корытообразный желоб для флюса, на дно которого уложен пневморукав, над которым в эластичном ложе расположен флюс.
Недостатком известного способа явля- ется to, что при уплотнении флюса имеет место потеря энергии пневморукава за счет преодоления трения гранул между собой и бокового давления флюса о стенки желоба. Этот недостаток обусловлен несовершенст- вом конструкции устройства: пневморукав, расположенный на дне желоба, максимально удален от свариваемого стыка.
Известен также способ уплотнения флюса, при котором флюс из емкости под- нимают с помощью пневмоцилиндра, установленного под емкостью, а затем уплотняют с помощью пневмошланга и вибратора, что повышает степень уплотнения флюса под стыком. Устройство для реализации этого способа выполнено в виде составной емкости для флюса с подвижными стенками, приводимыми в движение пневмоцилинд- ром, пневмошланга, уложенного на дно емкости и вибратора для уплотнения флюса.
Недостатком известного способа уплотнения флюса является его низкая эффективность воздействия на флюс под стыком при высоких затратах энергии вследствие значительного удаления пневмошланга от сты- ка, так как флюс, являясь порошковым материалом гасит амплитуду колебаний вибратора. Недостатком известного устройства является сложность его конструкции, обусловленная наличием трех механизмов воздействия на флюс.
Наиболее близким к предлагаемому по своей сущности и достигаемому эффекту является способ уплотнения флюса, при котором под воздействием сварочных прижимов и собственного веса свариваемого изделия последнее нажимает на подвижный каркас, вдавливая его в неподвижный желоб, из которого флюс, благодаря наклонному расположению стенок каркаса, выдавливается вверх и поджимается к свариваемому стыку.
Недостатком известного способа является низкая эффективность уплотнения флюса: хотя стенки каркаса и наклонены под сходящимся углом, максимальное давление на флюс всегда направлено по нормали к их поверхности. Следовательно, максимальная степень уплотнения будет не под стыком, а в центре каркаса. Кроме того, наклонные стенки создают трение флюса о них, что вызывает увеличение потери энергии уплотнения флюса.
Наиболее близким к предлагаемому по своей сущности и достигаемому эффекту является устройство для уплотнения флюса, выполненное в виде флюсовой подушки, со-, держащей корытообразный желоб с флюсом, пневморукае, размещенный на дне желоба, подвижный каркас и упоры шарнир- но закрепленные на внешней стороне боковых стенок желоба с возможностью взаимодействия с пневморукавом через подпятники, шарнирно связанные с нижними участками упоров.
Недостатком известного устройства является невозможность уплотнения флюса с его помощью с применением ударной нагрузки, так как при наполненном пневмору- каве упоры располагаются вертикально, препятствуя использованию веса изделия для уплотнения флюса, а данное расположение пневморукава не обеспечивает высокую плотность флюса под свариваемым стыком.
Цель изобретения - повышение качества формирования обратной стороны корневого валика за счет повышения плотности слоев подкладочного флюса, прилежащих к поверхности изделия.
Указанная цель достигается тем, что при реализации известного способа, использующего энергию сварочных прижимов и веса изделия, последнее сбрасывают на желоб, воздействуя на флюс ударной динамической нагрузкой веса изделия. При ударе изделие уплотняет верхние слои флюса в желобе, прилегающие к свариваемому стыку, Следовательно, отсутствуют потери энергии уплотнения флюса, обеспечивается максимальная плотность флюса под стыком и не требуется дополнительных источников энергии для уплотнения флюса.
Устройство для реализации предлагаемого способа, выполненное в виде флюсовой подушки и содержащее желоб с флюсом, размещенный в желобе подвижный каркас и упоры, шарнирно закрепленные на стенках желоба с возможностью их взаимодействия с пневморукавом, дополнительно содержит ролики, установленные на верхних концах упоров, которые выполнены с возможностью регулирования длины, а желоб снабжен подвижным подпружиненным клином. Кроме того, каркас выполнен с выступами и подпружинен относительно желоба. Клин установлен с возможностью контакта с пневморукавом и упорами, а свободные от роликов упоры находятся в контакте с упомянутым клином. При этом уровень расположения цилиндрических поверхностей роликов смещен относительно уровня выступов каркаса. Ролики могут быть размещены под выступами каркаса. На ролики упоров опирают каркас или непосредственно изделие, после чего упоры отклоняют от вертикального положения. Это вызывает свободное падение изделий на желоб, но, поскольку изделие опирается на каркас, последний также входит вовнутрь желоба. В результате этого происходит уплотнение флюса в динамическом режиме. Таким образом, для уплотнения флюса используется энергия свободно падающего изделия, что вызывает максимальную плотность флюса в прилегающих его слоях к изделию.
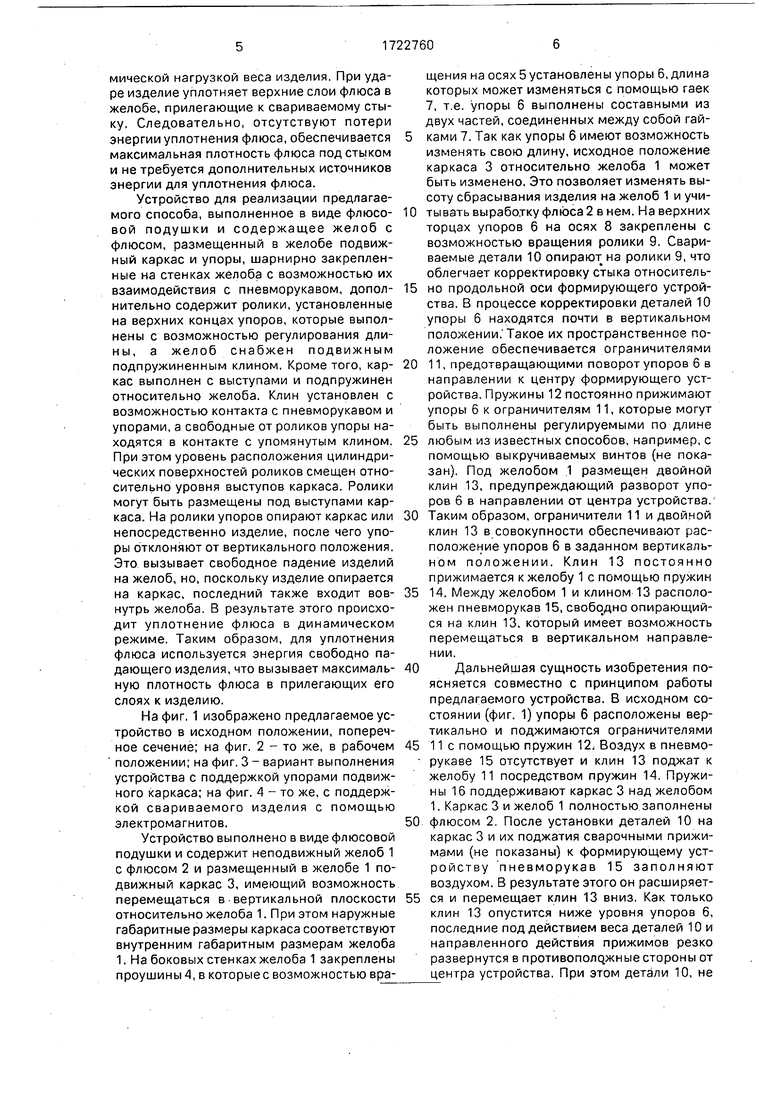
На фиг. 1 изображено предлагаемое устройство в исходном положении, поперечное сечение; на фиг. 2 - то же, в рабочем положении; на фиг. 3 - вариант выполнения устройства с поддержкой упорами подвижного каркаса; на фиг. 4 - то же, с поддержкой свариваемого изделия с помощью электромагнитов.
Устройство выполнено в виде флюсовой подушки и содержит неподвижный желоб 1 с флюсом 2 и размещенный в желобе 1 подвижный каркас 3, имеющий возможность перемещаться в вертикальной плоскости относительно желоба 1. При этом наружные габаритные размеры каркаса соответствуют внутренним габаритным размерам желоба 1. На боковых стенках желоба 1 закреплены проушины 4, в которые с возможностью вращения на осях 5 установлены упоры 6, длина которых может изменяться с помощью гаек 7, т.е. упоры 6 выполнены составными из двух частей, соединенных между собой гайками 7. Так как упоры 6 имеют возможность изменять свою длину, исходное положение каркаса 3 относительно желоба 1 может быть изменено. Это позволяет изменять высоту сбрасывания изделия на желоб 1 и учи0 тывать выработку флюса 2 в нем. На верхних торцах упоров 6 на осях 8 закреплены с возможностью вращения ролики 9. Свариваемые детали 10 опирают на ролики 9, что облегчает корректировку стыка относитель5 но продольной оси формирующего устройства. В процессе корректировки деталей 10 упоры 6 находятся почти в вертикальном положении. Такое их пространственное положение обеспечивается ограничителями
0 11, предотвращающими поворот упоров 6 в направлении к центру формирующего устройства. Пружины 12 постоянно прижимают упоры 6 к ограничителям 11, которые могут быть выполнены регулируемыми по длине
5 любым из известных способов, например, с помощью выкручиваемых винтов (не показан). Под желобом .1 размещен двойной клин 13, предупреждающий разворот упоров 6 в направлении от центра устройства/
0 Таким образом, ограничители 11 и двойной клин 13 в совокупности обеспечивают расположение упоров 6 в заданном вертикальном положении. Клин 13 постоянно прижимается к желобу 1 с помощью пружин
5 14. Между желобом 1 и клином 13 расположен пневморукав 15, свободно опирающийся на клин 13, который имеет возможность перемещаться в вертикальном направлении.
0 Дальнейшая сущность изобретения поясняется совместно с принципом работы предлагаемого устройства. В исходном состоянии (фиг. 1) упоры 6 расположены вертикально и поджимаются ограничителями
5 11с помощью пружин 12, Воздух в пневмо- рукаве 15 отсутствует и клин 13 поджат к желобу 11 посредством пружин 14. Пружины 16 поддерживают каркас 3 над желобом 1. Каркас 3 и желоб 1 полностью заполнены
0 флюсом 2. После установки деталей 10 на каркас 3 и их поджатия сварочными прижимами (не показаны) к формирующему устройству пневморукав 15 заполняют воздухом. В результате этого он расширяет5 ся и перемещает клин 13 вниз. Как только клин 13 опустится ниже уровня упоров 6, последние под действием веса деталей 10 и направленного действия прижимов резко развернутся в противополцжные стороны от центра устройства. При этом детали 10, не
имея опоры, начнут быстро перемещаться вниз и произойдет удар о каркас, в результате чего последний резко опустится. Объем флюса 2 в устройстве резко уменьшится и произойдет его уплотнение, При этом максимальная плотность флюса будет наблюдаться под свариваемым стыком деталей 10, так как они (детали 10) в этом случае выступают в роли механизма уплотнения флюса, который непосредственно взаимодействует с верхними слоями флюса, т.е. отсутствуют потери энергии уплотнения флюса. Кроме того, ударное воздействие на флюс 2 повышает его плотность, так как энергия удара во всех случаях выше энергии плавного сжатия.
Таким образом, сущность предлагаемого способа уплотнения флюса 2 заключается в приложении к нему ударной нагрузки с помощью свариваемых деталей 10 со Стороны, непосредственно прилегающей к свариваемому стыку, что обеспечивает максимальную эффективность использования энергии уплотнения флюса.
Возможен вариант выполнения устройства (фиг. 3), когда упоры 6 поддерживают каркас 3, а свариваемые детали 10 в этом случае устанавливают непосредственно на каркас 3. При этом часть флюса 2 из верхней части каркаса 3 удаляют, чтобы обеспечить возможность его ударного уплотнения. При этом степень уплотнения флюса 2 регулируется количеством предварительно удаленного флюса 2 из каркаса 3. Работа этого варианта и эффект уплотнения флюса аналогичны описанному. Такой вариант выполнения устройства целесообразно использовать при сварке массивных деталей 10, когда нет необходимости или возможности применять сварочные прижимы.
Если сварочный стенд оснащен электромагнитами для удержания деталей 10 над каркасом 3 устройства, то его можно упростить (фиг. 4) путем ликвидации упоров 6 и клина 13. В этом случае детали 10 сбрасывают на каркас 3, что вызывает аналогичное уплотнение флюса 2 под стыком.
Существенное отличия предлагаемого изобретения от ранее известных заключается в том, что, с помощью подающих деталей 10 уплотняют флюс 2 ударной нагрузкой, прикладываемой к флюсу 2 со стороны свариваемого стыка. Указанное отличие способа позволяет максимально уплотнить флюс 2 под стыком с минимальными потерями энергии уплотнения, так как в качестве механизма уплотнения флюса 2 используются непосредственно падающие детали 10. Это обеспечивается конструктивными особенностями устройства, которое существенно
отличается от ранее известных тем, что желоб 1 снабжен подпружиненным клином 13, а упоры выполнены регулируемой длины и снабжены роликами 9. При этом каркас 3 выполнен с выступами и подпружинен относительно желоба 1. Кроме того, клин 13 установлен на желобе 1 с возможностью контакта спневморукавом 15 иупорами 6. Указанное отличие устройства позволяет обеспечить уп0 лотнение верхних слоев флюса 2 с помощью ударной нагрузки, так как ролики 9 упоров 6 удерживают детали 10 на некотором расстоянии от поверхности устройства, а также поворот упоров 6 осуществляется с по5 мощью перемещающегося клина 13. Ни один из известных способов не может обеспечить максимальное уплотнение флюса непосредственно под свариваемым стыком, так как либо содержит механизмы уп0 лотнения флюса, расположенные под слоем флюса, либо уплотнение флюса производится плавно с постепенным нарастанием. Ни одно из известных устройств не позволяет осуществить предлагаемый спо5 соб уплотнения флюса, так как не содержит элементов, обеспечивающих свободное падение изделия на флюс, т.е. не обеспечивает возможность приложения к верхним слоям флюса ударной нагрузки.
0 Пример. Желоб изготовлен из стального листа толщиной 10-12 мм. Ширина желоба 60 мм, высота 80 мм. Каркас изготовлен из стального листа толщиной 4-5 мм. Ширина каркаса 50 мм, высота 60 мм. В свобод5 ном состоянии каркас приподнят над желобом на 20 мм. Общая высота слоя флюса 110 мм. Упоры устанавливают из стального прута диаметром 12-14 мм. Ролики имеют диаметр 20 мм. Клин изготовлен из
0 стали, Пневморукав имеет диаметр 60 мм.
При сбрасывании деталей с высоты 10 мм плотность флюса под стыком составляет 2,070 г/см3, с высотой 20 мм - 2,555 г/см3, с высоты 30 мм - 2,781 г/см3, а при обычном
5 уплотнении флюса с помощью пневморука- ва плотность его составляет 1,910 г/см3
К техническим преимуществам предлагаемого технического решения можно отнестиследующее:возможность
0 максимального уплотнения флюса непосредственно под свариваемым стыком за счет того, что свариваемые детали выполняют роль механизма уплотнения флюса и ока- зывают давление его верхние слои;
5 отсутствие потерь энергии уплотнения флюса по той же причине; высокая эффективность уплотнения флюса за счет использования энергии удара; возможность ориентации свариваемого стыка деталей относительно формирующего устройства за
счет того, что упоры снабжены роликами; простота фиксации упоров в вертикальном положении за счет наличия взаимодействующего с ними двойного клина; высокую надежность работы несмотря на отсутствие ударных нагрузок за счет того, что энергия удара гасится подвижным каркасом, а флюс является амортизатором; универсальность устройства - может быть использовано в стендах с различными типами прижимов (пневматическими, магнитными); перемещение пневморукава вовнутрь желоба позволяет преобразовать устройство в обычную флюсовую подушку.
Экономический эффект от внедрения изобретения получают за счет повышения качества корня шва (возможность регулирования плотности флюса и повышения его плотности), экономии энергии, расходуемой на уплотнение флюса (для этой цели исполь- зуется энергия падающих деталей) и универсальности устройства (позволяет на одном стенде реализовать по крайней мере три способа уплотнения флюса.
Формулаизобретения
рования обратной стороны корневого валика за счет повышения плотности слоев под- кладочного флюса, прилежащих к поверхности изделия, перемещение производят путем сбрасывания изделия на желоб, воздействуя на флюс ударной динамической нагрузкой веса изделия непосредственно перед сваркой.
9Ь.2
Фиг.З
ЈW
| Шебеко Л.П | |||
| Оборудование и технология автоматической и полуавтоматической сварки | |||
| Изд | |||
| III | |||
| M., Высшая школа, 1981, с.296, с.87-88, рис.66 | |||
| Ударно-вращательное устройство для бурения скважин | 1974 |
|
SU560962A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Подкладка для сварки | 1984 |
|
SU1177111A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Флюсовая подушка | 1977 |
|
SU664806A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
