Известны способы слежения за сварным швом по изменению электрических параметров с применением индуктивных, емкостных, фотоэлектрических и других типов датчиков с усилителями.
Предлагаемый способ слежения за сварным швом отличается от известных тем, что контроль за отклонением электрода от оси шва осуществляют по изменению расхода воздуха в соплах пневматического датчика, установленных по обе стороны разделки шва, что обеспечивает устойчивость следяшего устройства к электромагнитным помехам, создаваемым при дуговой сварке.
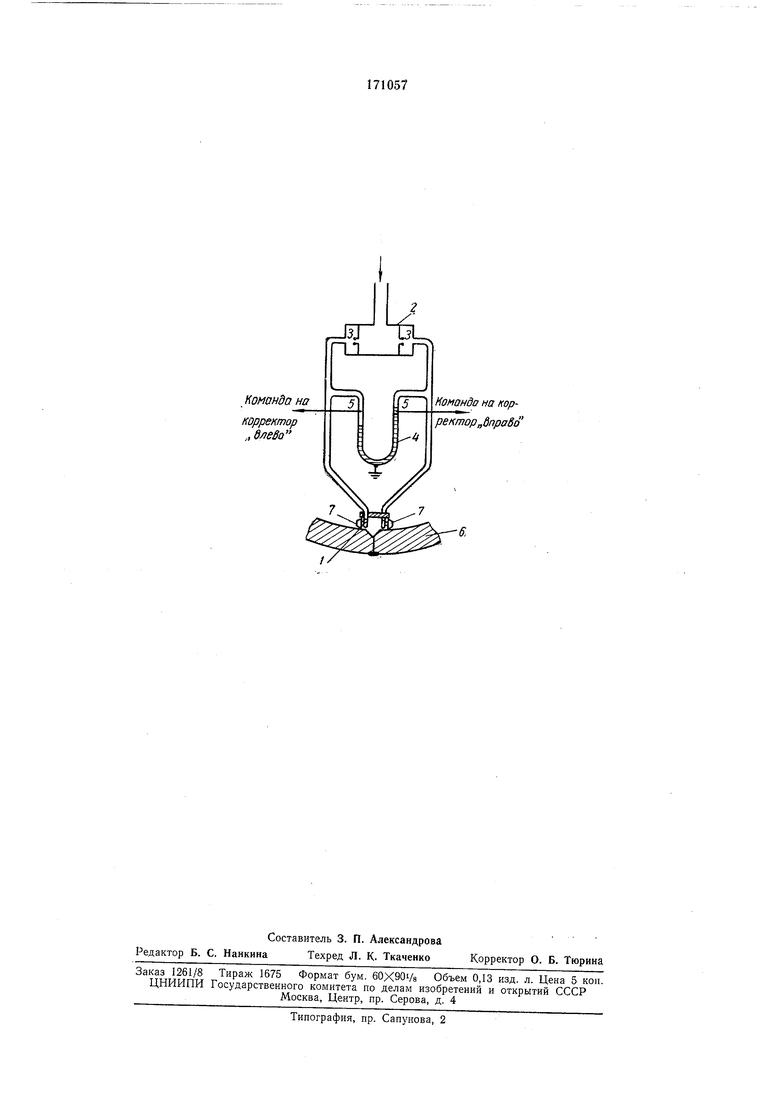
Способ поясняется чертежом.
Два сопла 1 находятся по обе стороны разделки кромок шва на разных расстояниях и сдвинуты вдоль шва для уменьшения влияния друг на друга. Сжатый воздух подается в распределительную коробку 2 через входные калибровочные сопла 3, поступает к выходным соплам 1 и дифференциальному ртутному манометру 4, снабженному электрическими контактами 5. Расстояние между выходным соплом / и внутренней поверхностью трубы 6 поддерживается постоянным с помошью опор качения 7.
При уходе шва трубы под одним из сопел / (например, правым) окажется разделка кромок шва, расход воздуха через это сопло увеличится, давление воздуха в соответствуюшей (например, правой) полости дифференциального манометра снизится, ртуть поднимется и замкнет контакт, подав команду на привод корректора.
Дифференциальный манометр может быть вынесен за пределы свариваемой трубы.
Этот способ слежения за швом может быть применен и нри других видах дуговой сварки встык при наличии разделки кромок шва.
15
Предмет изобретения
Способ автоматического бесконтактного слежения за сварным швом при дуговой сварке стыковых соединений с разделкой кромок
или с зазором между ними, отличающийся тем, что, с целью обеснечения устойчивости следяшего устройства к электромагнитным помехам, создаваемым при дуговой сварке, контроль за отклонением электрода от оси
шва осунхествляют по изменению расхода воздуха в соплах пневматического датчика, установленных но обе стороны разделки шва,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации сварочной горелки | 1978 |
|
SU751540A1 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
SU1559567A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ | 1972 |
|
SU332965A1 |
| СПОСОБ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ, СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 2016 |
|
RU2674501C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |