Изобретение относится к устройствам дуговой сварки со слежением за стыком и может найти применение при сварке ответственных конструкций.
Известны устройства дуговой автомат} ческой сварки со слежением по разделке шва и за длиной дуги по изменению давления газа {1, 2.
В известных устройствах используется пневматический датчик, который жестко связан оо сварочной головкой и расположен впереди или сбоку ГОЛОБКИ. Ка датчик подается давление питания и при изменении .расстояния между датчиком и деталью происходит изменение давления в линии питания датчика, так как меняется сопротивление на в.ыходе пневматического датчика. Линия питания датчика связана со схемой управления перемещением головкн. Такия образом происходит слежение за длиног дуги 1.
При слежении за разделкой шва пневматический датчик может быть расположег вдоль разделки 2, так как над разделкой сопротивление на выходе датчика значительно меньше, чем над деталью, происходит изменение давления в линии питания датчика.
Так как по одному сигналу нельзя судить о направлении смеш.ения головки с линии разделки шва, то в этом случае спольз ют два пневматических датчика со c eщeнием относительно оси разделки в прот -:ЕОположных иалраБлен1;ях.
Во всех случаях сварочная головка реагирует на изменение дл1шы дуги и смс мнение с разделки шва Б плоскости шва по ;eсту расположения датчиков, а не самой головки.
Все известные устройства обладают дом существенных недостатков: иеобходнмс подавать специа.пьное газовое питаьпзе к пневматическим датчикам; для слежения зп длиной дуги и разделкой шва необходимо
15 пристраивать к сварочной головке как минимум дза пневматических датчика; поскольку сварочная головка отделена от пневматического датчика, а точность слежения зависит от расстояния между сварочной головкой и датчиком, то известные устрой20ства позволяют следить только за швами прямолинейной формы «тли за разделкоГ: малой кривизны.
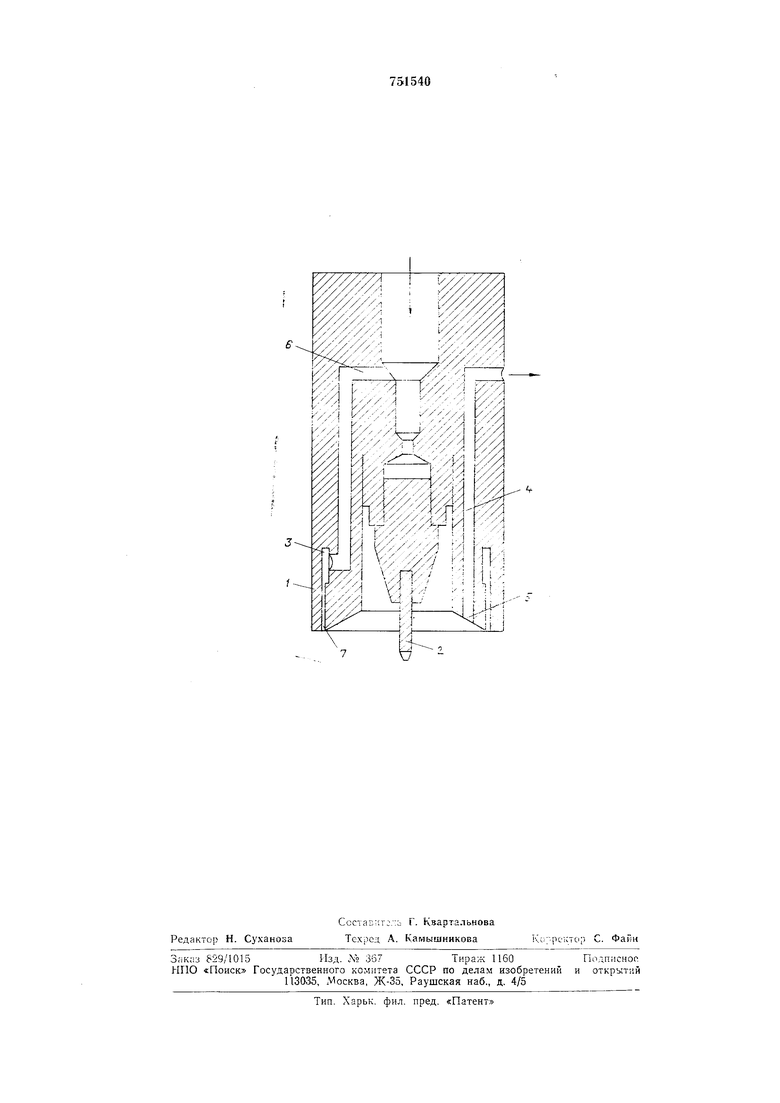
Наиболее близким по технической сущ25 мости и достигаемому эффекту к описываемому изобретению из известных является устропстзо для ориентации сварочной горелки по пневмосигнал.ам, содержащее горелку с соплом и электродом и по кршшсй ме30ре два пневмодатчика, соединенные с ис1,лпгтсльпым механизмом. В качестье п-гевмолатчиков в устройстве использованы сопла, установленные на горелки. Одно lu сопл соединено непосредств.енно с рабочей полостью ме.мбранного исполнительного меГчйнизма и через обратный кланан - с задатчиком давления, другое сопло соединено с обратной полостью мембранного исполнитгльг101о Гле.хапизма к задатчиком давления первого сопла 3. Недостатксл: этого уст1:ойсг::а яв;;яется также необходимость пристраивания к горелке сопл-датчиков м невысокая точность сдсженпя, не позволяющая получать высокого качества сварки. Целью изобретен;;{я является повышенле качества сварки путем слежентя за длиной дуги и полол ением стыка по давлению зак;: тпого пли плазмообразующего :аза. Это .юстигается тем, что к уетройетзе для ор;:е 1тации сзарочной горелки по inieBмоспгналам, содержащем горелку с соплом и электродом и по крайней fviiepe два иневдсдатиика, соединенные с исполнительным ::г-ханпзмом, сопло Быполкено со щелезыл; формирующим каналом, пневмодатчики выполнены в виде дополнительных каналов в сопле, входные отзерстия кото:рь х расположены на внутренней поверхности сопла и равноудалены от электрода горелки, при ьтом входные отверстия дополнительных каяалов расположены бл-иже к электроду, чем выходное отверстие щелевого формирующего канала. Внутренняя поверхность сопла гложет быть выполнена конической либо сферической. На чертеже приведено устройство в про:ольном разрезе. В устройство входят горелка с 1соллом / i: электродол 7. Сопло / выполнено с ком центрическИМ щелевым фор-мирующим каналом 3. Кроме того, в сопле / выполнены н-э крайней мере лТва допол чительных канала -1, выполняющие роль пневмодатчиков. Входные отверстия 5 каналов 4 расположе ;ы на внутренней поверхности сопла, которая моЖет быть выполнена конической или сферической. Щелевой канал 3 соединен с г.аналом 6 для подачи защитного газа. Входные отверстия 5 каналов 4 равно;далены от электрода 2 /и расположены к электроду 2 ближе, чем выходное отверстие 7 щелевого канала 3. Устройство работает следующим обраго м. Возникающее давление от защитного и плазмообразующего газов в зоне сварки поступает через канал 4 на схему управления :сполнительнЫ.ми механизмами (не пока - -:нга). Велич1П1ы давлений в каналах 4 зависят расстояния по вертикали, т. е. от горелi;; до изделия, и от расположения разделки шва относительно горелки. При изменении длины , т. е. растояг/ия по вертикали, происход :т изл еиеие давления в двух и более каналах 4 гоелки, а при слежении за разделкой щва происходит изменение давления в том каале, входное отверстие которого располоено над разделкой. Сравнение двух и более сигналов между обой и с контрольным давлением позволят судить об изменении длины дуги и за разд,елкой шва. Изменение двух и более еигналов в;;;вано изменением длины , поэтому равнение е кoнтpoльны ; сигналом позволяет судить о величине изменения раестояния по вертикали. Сравнение же сигналов между собой позволяет судить о направении и смещении горелки относительно разделки щва. Конструкпия устройства позволяет осуществлять слежение как за ллиной дуги, так и за разделкой щза. Устройство позволяет осуществлять стабилизацию длины дуги ,и ориентирование ее по разделке щва по сигналу, получаемому непосредетвенно с места сварки. Экономический эффект при внедреьии устройства со слежением по стыку определяется за счет уменьщения брака и увел;;чения производительности процесса сварки. Формула изобретения 1.Устройство для ориентации сварочной горелки по пневмосигналам. содержащее горелку с еоплом и электродом и по крайней мере два пневмодатчика. соединенные с исполнительным механизмо.м. о т л и ч а ющ е е с я тем, что. с целью повЕз1щения качества сварки путем слежения за длиной дуги и положением стыка по давлению заИ1ИТНОГО или плазмообразующего газа, сопло выполнено со щелевым фоомирующим каналом, пневмодатчики выполнены в виде дополнительных каналов в сопле, входные отверстия которых расположены на внутренней поверхности сопла и равноудалены от электрода горелки, при этом входные отверстия лоиолнителы1ых каналов расположены ближе к электроду, чем выходное отверстие щелевого формирующего канала. 2.Устройство по п. 1. отличающеес я тем, что внутренняя поверхность сопла выполнена конической. 3.Устройство по п. 1, отличающеес я тем, что внутренняя поверхность сопла выполнена сферической. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР .YO 187DC5, кл. В 23 К 9/10, 19G3. 2.Авторское свидетельство СССР Хо 277148, кл. В 23 К 9/10, 1969. 3.Авторское свидетельство СССР 371041. k-л. R 23 К Q/IO 1971 Сппотптип
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| Устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей | 1981 |
|
SU979051A1 |
| Устройство для сварки | 1983 |
|
SU1156885A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |