Изобретение относится к мясоперерабатывающей отрасли, а именно к устройствам для формования полуфабрикатов из мясного фарша.
Известны устройства для формования полуфабрикатов из мясного фарша и транспортирования их к месту укладки в емкость, содержащие бункер, механизмы дозирования, формования и выталкивания сформованных полуфабрикатов, блок управления и привод.
Недостатками известных устройств являются: ограниченные технологические возможности, так как не обеспечивается автоматизированная укладка мясных полуфабрикатов в емкости; для обслуживания устройств требуется не менее двух операторов, один из которых обслуживает формовочное устройство, а другой осуществляет укладку мясных заготовок в емкость.
Цель изобретения - повышение производительности и расширение технологических возможностей путем обеспечения автоматизированной укладки мясных полуфабрикатов.
На фиг. 1 изображена принципиальная схема устройства; на фиг. 2 - каретка с емкостью для укладки в нее полуфабрикатов; на фиг. 3 - то же, вид А на фиг. 2; на фиг. 4 - ползун и электромагнит; на фиг. 5 - то же, вид Б на фиг. 4; на фиг. 6 - то же, разрез В-В на фиг. 4; на фиг. 7 - стопорный рычаг; на фиг. 8- блок управления.
Устройство для формования полуфабрикатов из мясного фарша содержит укрепленный на корпусе 1 бункер 2, в емкости 3 которого размещен механизм дозирования, выполненный в виде поршня 4, с помощью которого -дозируется и сжимается порция заготовки. Для выхода дозированной массы в днище бункера 2 выполнены отверстия 5. Между указанным днищем и направляющей 6 размещен механизм формования, включающий установленную возможностью возвратно-поступательного перемещения формовочную плиту 7 с отверстиями 8 для формообразования полуфабриката.
На штоке 9 поршня 4 установлен с возможностью перемещения относительно него стакан 10, внутри которого размещена пружина 11. С формовочной плитой 7 скреплена траверса 12. К ней шарнирно присоединен шатун 13, который эксцентрично с помощью шарнира соединен с диском 14, закрепленным на тихоходном валу редуктора 15. На быстроходном валу этого редуктора закреплен шкив 16 ременной передачи, с помощью которого он связан с электродвигателем (приводом) 17. На торце диска 14 имеется участок профильной поверхности (кулачок), с которым взаимодействует подпружиненный к нему рычаг 18, шарнир- но соединенный со штоком 19 механизма выталкивания сформованных полуфабрика- ,
тов. На штоке 19 имеется пружина 20 сжатия и чашка 21 лневмовыталкивателя. По жестко закрепленным к корпусу 1 направляющим 22 с роликами может перемещаться каретка 23, которая своими выступами 24
0 через промежуточные втулки 25 взаимодействует с пружинами 26 сжатия , размещенными внутри направляющих 22. На каретку 23 устанавливается емкость 27 для укладки в нее полуфабрикатов. На каретке жестко
5 укреплены два ряда 28 и 29 упоров.
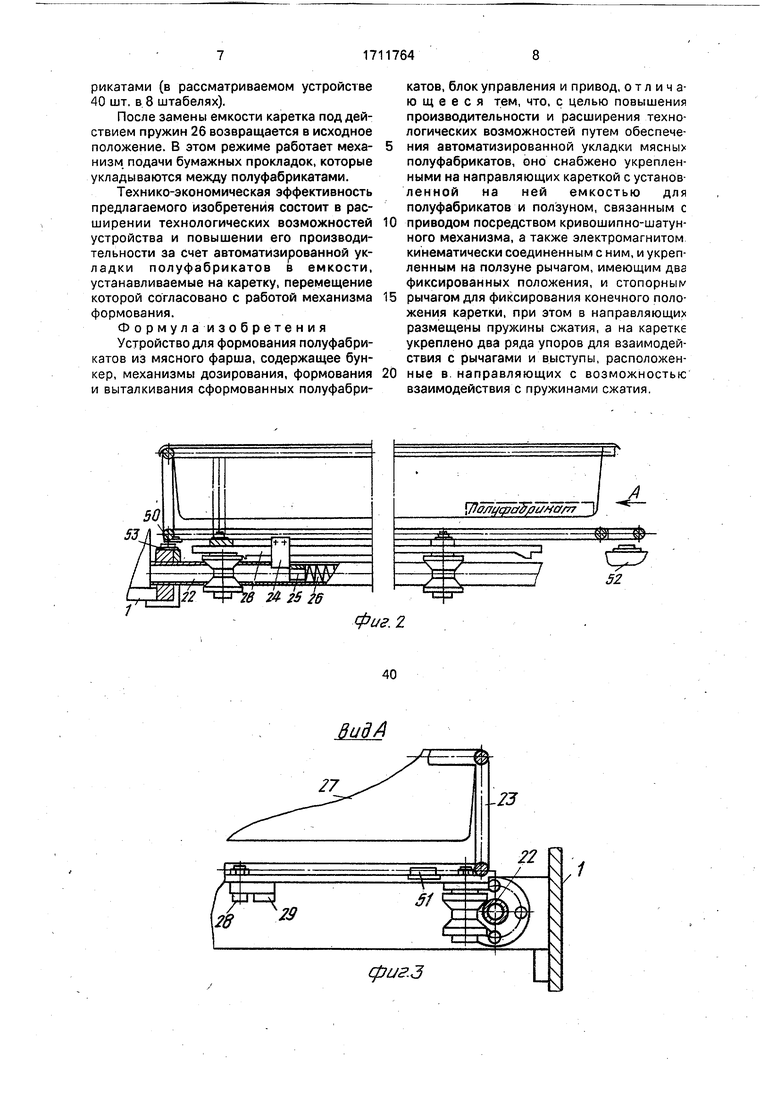
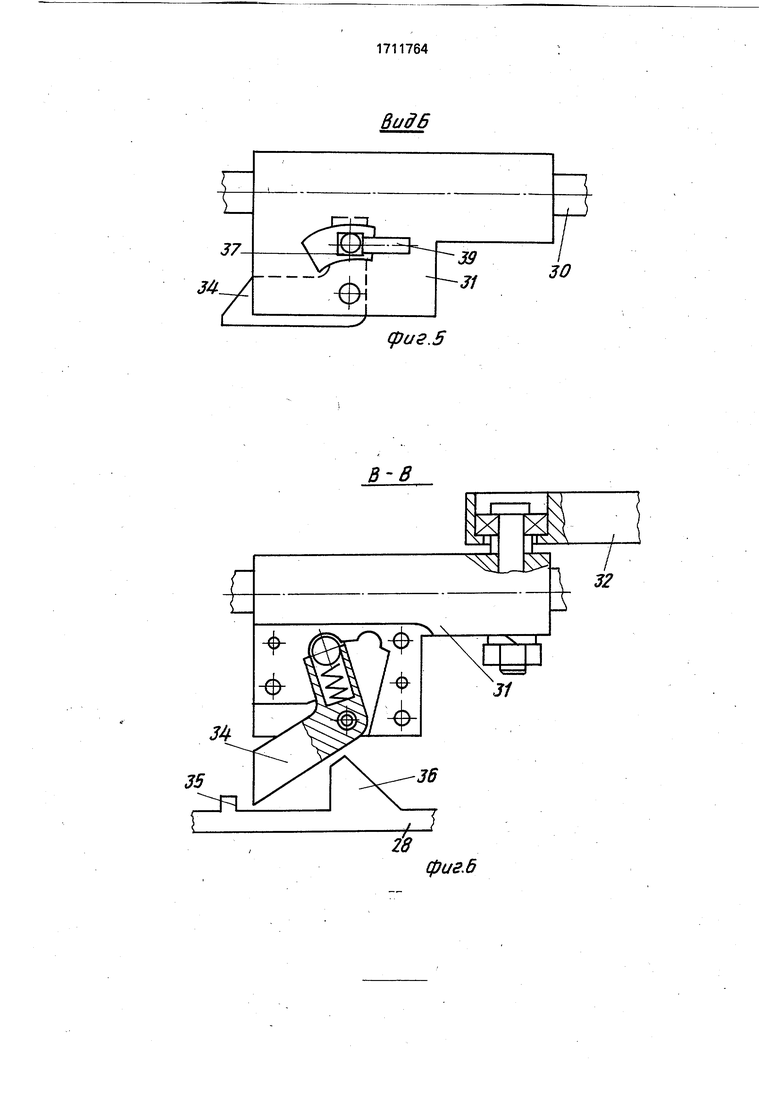
.На направляющих 30 размещен ползун 31 соединенный шарнирно с шатуном 32, а последний в свою очередь шарнирно соединен с кривошипом 33, который жестко за0 креплен на выходном валу редуктора.
На ползуне 31 укреплен рычаг 34, имеющий два фиксированных положения. Рычаг 34 может взаимодействовать с упорами 35 и 36 первого ряда 28 упоров, Перпенди5 кулярно к плоскости рычага 34 и эксцентрично оси его поворота к рычагу 34 жестко прикреплен штырь 37, имеющий возможность взаимодействия с установленным в направляющих 38 штоком 39. Последний
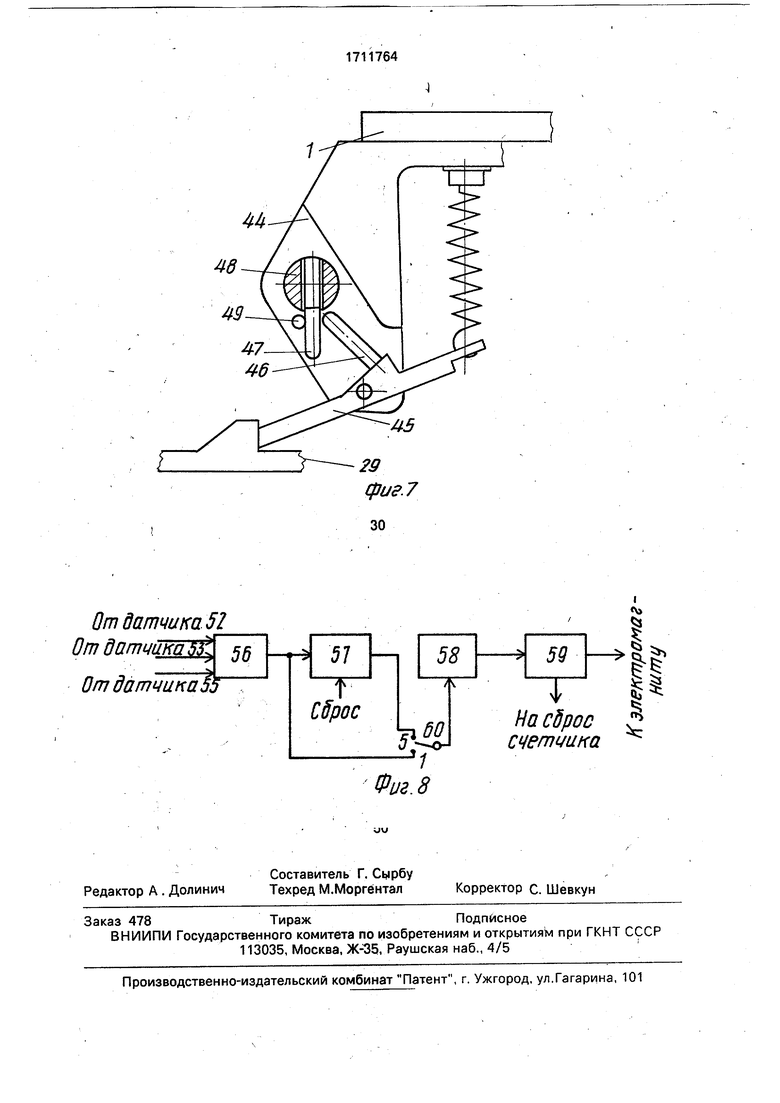
0 посредством укрепленного на оси 40 рычага 41 связан со штоком 42 электромагнита 43. На кронштейне 44 укреплен стопорный рычаг 45, который может взаимодействовать с рядом 29 упороё. Этот рычаг имеет
5 выступ 46 для взаимодействия с поводком 47 вала 48, установленного в опорах корпуса и имеющего закрепленный на нем поводок для ручного поворота (не указан).
На кронштейне 44 жестко закреплен
0 штифт 49, фиксирующий положение поводка 47.
К каретке 23 прикреплены магниты 50 и 51 для взаимодействия с бесконтактными . датчиками 52 и 53 (типа Теркой), которые
5 закреплены на корпусе.
На диске 14 закреплен магнит 54 для взаимодействия с закрепленным на корпусе бесконтактным датчиком 55. Все датчики связаны электрически с блоком управления,
0 который содержит триггер (антидребезго- вое устройство) 56, двоично-десятичный счетчик 57, инвертор 58, усилитель 59, при этом вход триггера связан стремя выходами датчиков 52, 53, 55, а выход триггера 56
5 связан со входом инвертора 58 (при включе- нии переключателя 60 в положение 1) или , со входом счетчика 57 (при включении переключателя 60 в положение 5). В последнем случае выход счетчика 57 связан с входом инвертора 58. Выход инвертора 58 связан
со входом усилителя 59, один выход которого связан с обмоткой электромагнита 43, а второй - со вторым входом счетчика 57 (для сброса).
Устройство содержит также механизм подачи бумажных прокладок (не указан) для их укладки ме5кду мясными полуфабрикатами при размещении последних в емкости 27 штабелями.
Устройство работает следующим образом.
Бункер 2 заполняют формуемой массой. При включении электродвигателя 17 вращение передается выходному валу редуктора 15. От диска 14 с помощью шатуна 13 осуществляются возвратно-поступательные перемещения формовочной плиты 7, которая после выбора расчетного зазора между траверсой 12 и стаканом 10 передает поступательное перемещение поршню 4 через -пружину 11.
Сжимаемая поршнем в емкости 3 дозируемая масса выдавливается через отверстия 5 бункера и заполняет отверстия 8 в формовочной плите 7. Далее после выстоя формовочной плиты в крайнем положении следует возвратное перемещение и последующее за ним перемещение поршня 4 (после выбора указанного выше расчетного зазора). При этом во время выстоя, когда формообразующие отверстия 8 формовочной плиты, заполненные массой, расположатся соосно с чашками 21 пневмовыталкивателей, происходит воздушный удар по сформованным полуфабрикатам, выталкивающий их из отверстий 8. Это обеспечивается резким поворотом рычага 18.
Одновременно от выходного вала редуктора получает перемещение ползун 31. Последующее действие механизма определяется заданным режимом работы по рас- кладке полуфабрикатов в емкость 27.
При режиме укладки полуфабрикатов по одной штуке в ряд действие механизма происходит следующим образом.
Переключатель 60 в блоке управления устанавливается в положение 1. При этом сигнал от датчика 55 поступает на вход триггера 56, с выхода которого непосредственно поступает на вход инвертора 58, далее через усилитель 59 - на обмотку электромагнита 43.«
В начальном исходном положении устройства формовочная плита 7 расположена в зоне выталкивания полуфабриката. Магнит 54 совмещен с датчиком 55. Каретка 23 расположена так, что магнит 50 совмещен с датчиком 53. Устройство подготовлено к работе и при нажатии кнопки Пуск на блоке
управления механизмы приводятся в действие.
За один оборот диска 14 ползун 31 с помощью рычага 34, зафиксированного посредством электромагнита в положении,
как указано на фиг. 6, перемещает каретку
на один шаг, соответствующий расстоянию
между двумя смежными упорами ряда 28,
При остановленной каретке в емкость
27 укладывается одна порция сформованных полуфабрикатов (две штуки в ряд). В результате полного цикла укладки за 4 оборота диска 14 формуется и укладывается в емкость 27 четыре пары штук полуфабрикатов. В конце укладки каретка занимает крайнее (правое) положение и фиксируется путем взаимодействия стопорного рычага 45 с упором ряда 29. В этом положении магнит 51, совмещенный с датчиком 52,
обеспечивает отключение электродвигателя 17. После замены заполненной емкости другой каретка освобождается от стопорного рычага 45 путем поворота вручную вала 48. Под действием пружины 26 каретка возвращается в исходное положение. На этом рабочий цикл заканчивается.
В исходном положении магнит 50, взаимодействуя с датчиком 53, обеспечивает включение электродвигателя и готовность
устройства к последующим циклам работы. В этом режиме механизм подачи бумажных прокладок не заполняется ими.
Работа механизма в другом режиме, при котором укладка сформованных заготовок происходит штабелями по 5 шт., происходит следующим образом.
Переключатель 60 устанавливается в положение 5. В этом случае сигнал с триггера 56 поступает на счетчик 57, осуществляющий деление входных импульсов на 5. В результате каждый пятый формуемый в инверторе 58 импульс подается через усилитель на обмотку электромагнита 43. После срабатывания электромагнита происходит
сброс счетчика. При этом каждому из 5 оборотов диска 14 соответствует свободное (холостое) возвратно-поступательное перемещение ползуна 31, так как фиксирующий рычаг 34 находится в положении, как
указано на фиг. 5. После 5 оборотов диска 14 в емкость укладываются 2 штабеля заготовок, по 5 шт. в каждом штабеле. В конце 5-го оборота диска 14 срабатывает электро- магнит 43, рычаг 34 поворачивается в фиксирующее положение, как указано-на фиг. 6, ползун 31, взаимодействуя с убором ряда 28, перемещает каретку на один шаг. Этот процесс повторяется 4 раза, т.е. до полного заполнения емкости 27 мясными полуфабрикатами (в рассматриваемом устройстве 40 шт. в. 8 штабелях).
После замены емкости каретка под действием пружин 26 возвращается в исходное положение. В этом режиме работает механизм подачи бумажных прокладок, которые укладываются между полуфабрикатами.
Технико-экономическая эффективность предлагаемого изобретения состоит в расширении технологических возможностей устройства и повышении его производительности за счет автоматизированной укладки полуфабрикатов в емкости, устанавливаемые на каретку, перемещение которой согласовано с работой механизма формования.
Формул а -изобретения
Устройство для формования полуфабрикатов из мясного фарша, содержащее бункер, механизмы дозирования, формования и выталкивания сформованных полуфабрикатов, блок управления и привод, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей путем обеспечения автоматизированной укладки мясных полуфабрикатов, оно снабжено укрепленными на направляющих кареткой с установленной на ней емкостью для полуфабрикатов и ползуном, связанным с
приводом посредством кривошипно-шатун- ного механизма, а также электромагнитом кинематически соединенным с ним, и укрепленным на ползуне рычагом, имеющим два фиксированных положения, и стопорные
рычагом для фиксирования конечного положения каретки, при этом в направляющих размещены пружины сжатия, а на каретке укреплено два ряда упоров для взаимодействия с рычагами и выступы, расположенные в. направляющих с возможностью взаимодействия с пружинами сжатия.
Изобретение относится к мясоперерабатывающей отрасли промышленности, а именно к устройствам для формования полуфабрикатов из мясного фарша. Це/ib изобретения - повышение производительности и расширение технологических возможно2 стей путем обеспечения автоматизированной укладки мясных полуфабрикатов в емкость. Устройство содержит корпус 1, бункер 2, поршень 4 механизма дозирования, плиту 7 с отверстиями 8 механизма формования и чашку 21 механизма выталкивания сформованных полуфабрикатов. На направляющих установлены каретка с емкостью для укладки в нее полуфабрикатов и ползун 31, соединенный посредством кри- вошипно-шатунного механизма с выходным валом редуктора 15. На ползуне 31 укреплен рычаг 34, имеющий два фиксированных положения. На корпусе закреплен стопорный рычаг для фиксирования конечного положения каретки. На последней укреплены два ряда упоров для взаимодействия с рычагами и выступы, которые взаимодействуют с пружинами сжатия, размещенными в направляющих. Устройство имеет датчики, электрически связанные с блоком управления, который обеспечивает два режима укладки полуфабрикатов в емкость, 8 ил. сл С vi о ± Фиг. 1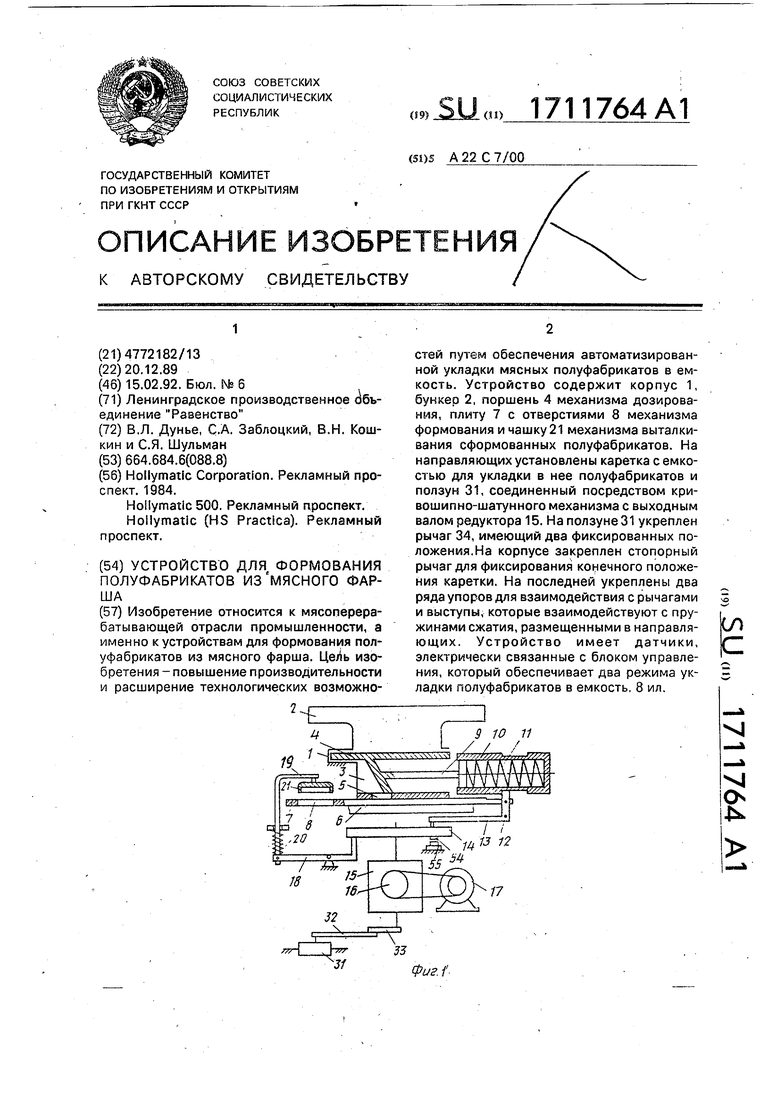
ВидА
фиг. 2
Xh
I
осэ
И
го
3734
ВодБ
39 31
30
фиг.5
8-8
фиг.б
М
От датчика 52
N
1
«
«ъ
| Hollymatic Corporation | |||
| Рекламный проспект | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
| Рекламный проспект | |||
| Hollymatic (HS Practica) | |||
| Рекламный проспект. | |||
