Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано в рабочих клетях станов холодной прокатки труб.
Цель изобретения - упрощение замены кольцевых калибров при высокой жесткости клети.
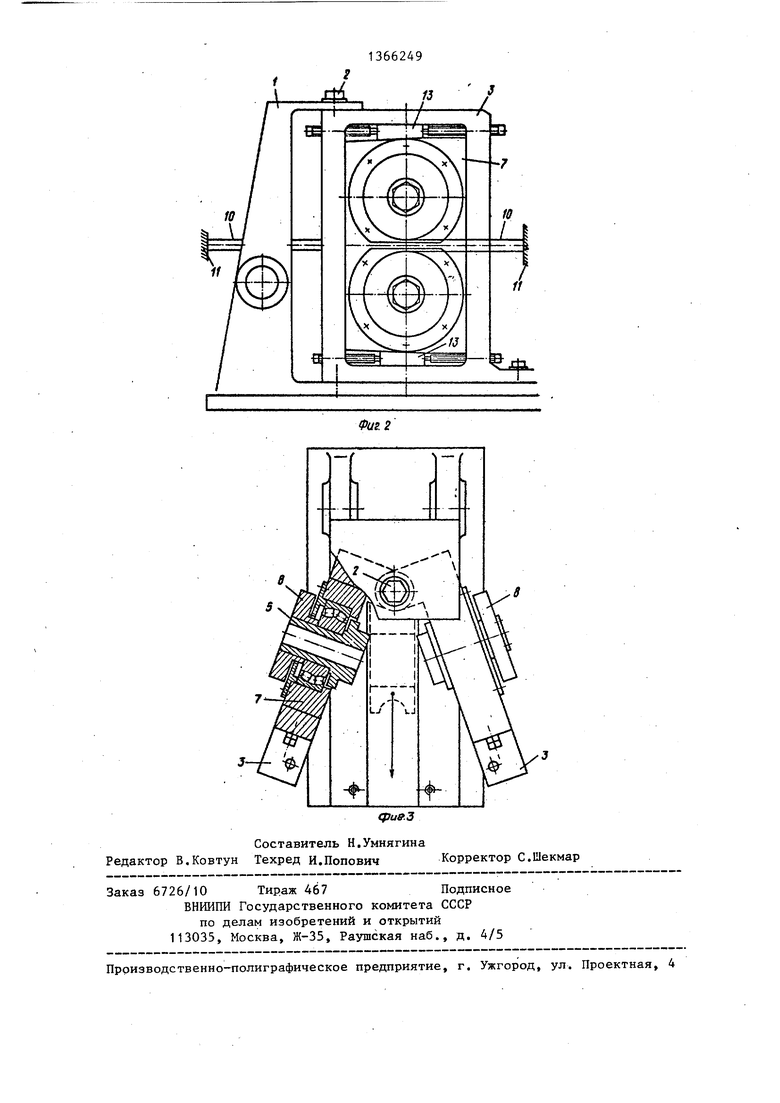
На фиг. 1 изображена клеть,разрез; на фиг. 2 - то л(е, вид сбоку; на фиг. 3 - то же, вид сверху после разворота рамок.
Рабочая клеть содержит подвижный от привода корпус, состоящий из стой ки 1 с вертикальными осями 2 и двух параллельных рамок 3, соединенных с вертикальными осями с возможностью относительного поворота и прикрепленных к стойке съемными фиксаторами
4.В проемах рамок размещены бандажи
5,попарно стянутые болтами 6, несущие подшипниковые опоры 7, шкивы 8
и кольцевые калибры 9. На шкивах закреплены одними концами гибкие элементы 10, другие концы которых закреплены на неподвижных опорах 11. Бандажи с калибрами соединены посредством шпонок 12. Под подшипниковые опоры установлены регулировочные клинья 13.
Клеть работает следующим образом.
Корпусу сообщается осевое возвратно-поступательное движение (привод перемещения не показан), которое через вертикальные оси 2 и фиксатодь 4 передается рамкам 3 и за счет гибких элементов 10 через шкивы 8 передается качательное движение кольцевым калибрам 9. Поступающая в клеть трубная заготовка (не показана) прокатывается калибрами, при этом распорное усилие передается на бандажи 5, подшипниковые опоры 7 и регулировочные клинья 13 и замыкается в рамках 3, а осевое усилие передается через рамки 3, фиксаторы 4 и оси 2 на стойку 1 Момент прокатки с калибров 9 передается через радиальные шпонки 12 и частично за счет момента сил трения
в бандажах на шкивы 8 и гибкими элементами 10 на неподвижные опоры 11.
При перевалке для съема калибров удаляют фиксаторы 4, бтсоединяют гибкие элементы 10 от неподвижных опор 11., удаляют стяжные болты 6, поворачивают рамки 3 на осях 2 и извлекают калибры 9, затем устанавливают новые калибры в последовательности, обратной съему калибров. Так как при перевалке калибров бандажи 5 остаются зафиксированными относительно рамок 3, то устраняется необходимость регулировки взаимного расположения ручьев калибров, регулировка совпадения ручьев калибров вдоль оси прокатки достигается перемещением неподвижных опор 11 параллельно оси прокатки.
Предлагаемая клеть позволяет производить замену калибров непосредственно в линии стана при сохранении жесткости клети.
Формула изобретения
Рабочая клеть стана холодной прокатки труб, содержащая корпус с приводом его возвратно-поступательного перемещения, несущие валы с кольцевыми калибрами и подшипниковыми опорами и размещенные на шейках несущих валов шкивы с закрепленными на них гибкими элементами, соединенными другими концами с неподвижными опорами, отличающаяся тем, что, с целью упрощения замены кольцевых калибров при сохранении высокой жесткости клети, корпус выполнен в виде несущей стойки, в которой установлены вертикальные оси, и двух параллельных рамок, соединенных с вертикальными осями с возможностью относительного поворота и прикрепленных к стойке съемными фиксаторами, при этом подшипниковые опоры валов размещены в проемах рамок, а каждый не- супщй вал составлен из двух частей, стянутых болтом и установленных с зазором внутри кольцевого калибра.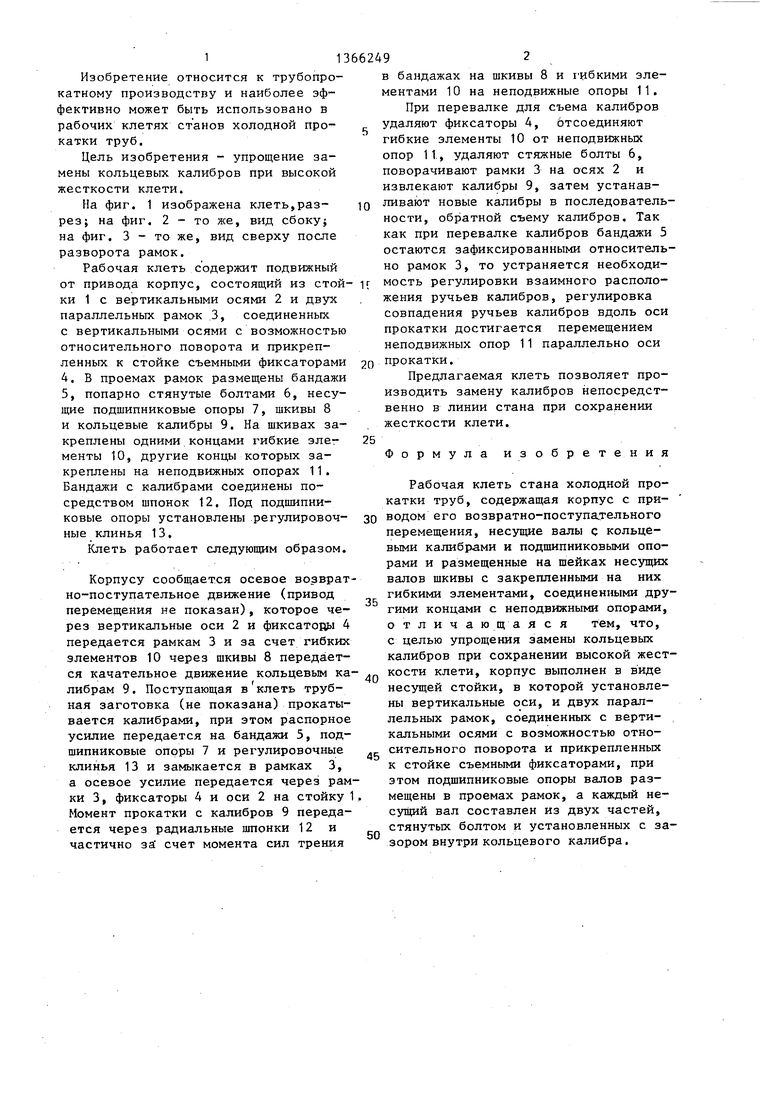
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковая кассета стана холодной про-КАТКи ТРуб | 1979 |
|
SU835542A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2345851C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Станина рабочей клетки стана холодной прокатки труб | 1975 |
|
SU557836A1 |
Изобретение относится к трубопрокатному производству и наиболее эффективно может быть использовано в рабочих клетях станов холодной прокатки труб. Цель изобретения - упрощение замены кольцевых калибров при сохранении высокой жесткости. Рабочая клеть стана холодной прокатки труб содержит несущую стойку 1 с вертикальными осями 2 и две параллельные рамки 3, соединенные с осями с возможностью относительного поворота. В проемах рамок размещены бандажи 5, попарно стянутые болтами 6, несущие подшипниковые опоры 7, I шкивы 8 и кольцевые калибры 9. 3 ил. / Ш (Л со о: О5 ГС дЭ
| ОДНОКАЛИБРОВАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 0 |
|
SU171830A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 1971 |
|
SU409750A1 |
