Фиг.З
зора между свариваемыми торцами, а также повышение производительности труда. Машина содержит установленные на направляющих подвижный и-неподвижный блоки, гидроцилиндры осадки. Корпусы гидроцилиндров осадки закреплены на неподвижном блоке. Машина снабжена регулируемыми упорами и установленными на блоках механизмами зажатия. Механизмы зажатия выполнены в виде установленных на блоках неподвижного 8 и откидного 9 зажимов, снабженных гидроприводами. Цилиндры гидроприводов установлены в расточке неподвижного зажима. Механизмы имеют скобы 14, шарнирно установленные на штоке цилиндра 12с возможностью взаимодействия с откидным зажимом. Имеется также станина с направляющими пазами и плунжерами. Каждый механизм зажатия снабжен двуплечим Г-образным рычагом 17 с роликом 21 на одном из плеч Направлянэщие выполнены в виде ш-токоз цилиндров осадки. Свободные концы штоков установлены в направляющих пазах станины. Регулируемые упоры установлены на неподвижном блоке с возможностью взаимодействия с плунжером станины. Г-образный двуплечий рычаг шарнирно установлен на неподвижном зажиме 8 с возможностью взаимодействия его ролика с откидным зажимом, а второго плеча - со скобой 14. Привод откидного зажима выполнен в виде установленного в блоке цилиндра 11. Подвижный элемент цилиндра шарнирно связан с откидным зажимом, Машина содержит расположенный на одном из блоков механизм для корректировки положения торца изделия. Качество сварки улучшается за счет надежного зажатия заготовок, исключающего их поперечное отклонение,а также за счет стабилизации зазора между торцами заготовок. 1 з.п. ф-лы, 4 ил.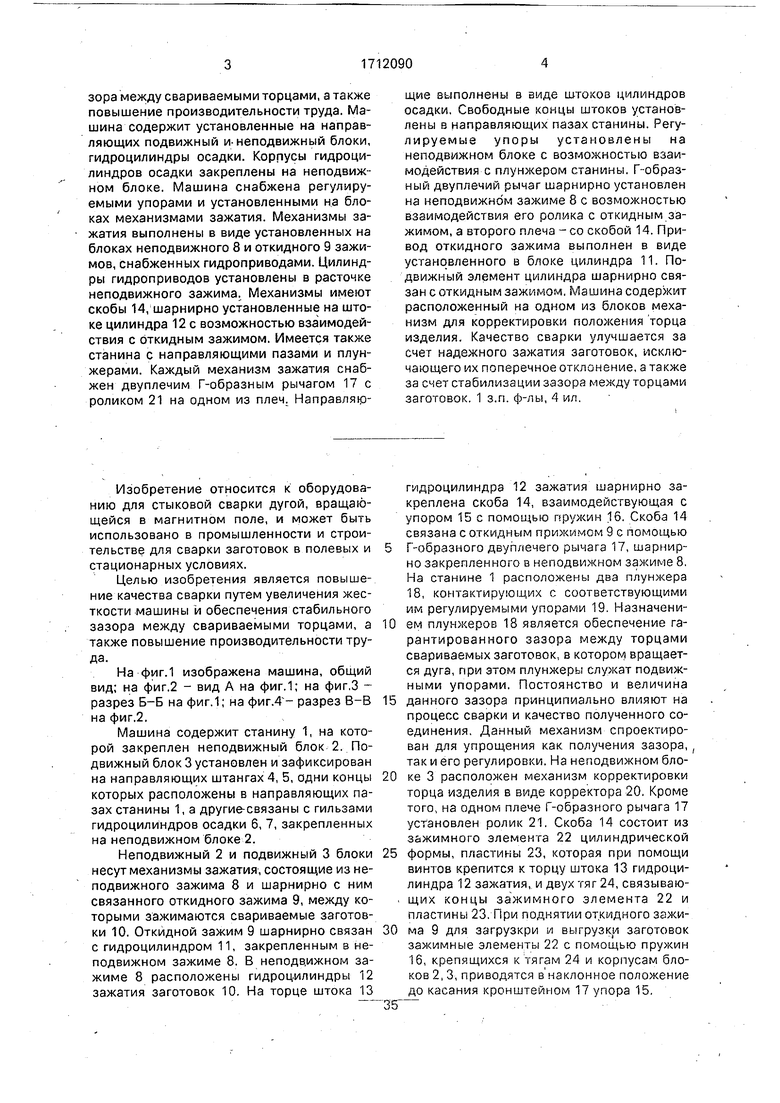

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1984 |
|
SU1207684A1 |
| МАШИНА ДЛЯ ПРЕССОВОЙ СВАРКИ ТРУБ С НАГРЕВОМ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2185940C2 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1991 |
|
SU1815068A1 |
| Установка для высокочастотной стыковой сварки труб | 1961 |
|
SU143941A1 |
| Машина для сварки трением | 1977 |
|
SU740443A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
Изобретение относится к оборудованию для стыковой сварки дугой, вращающейся в магнитном поле, и может быть использовано в промышленности и строительстве для сварки заготовок в полевых и стационарных условиях. Цель изобретения - повышение качества сварки путем увеличения жесткости машины и обеспечения стабильного за-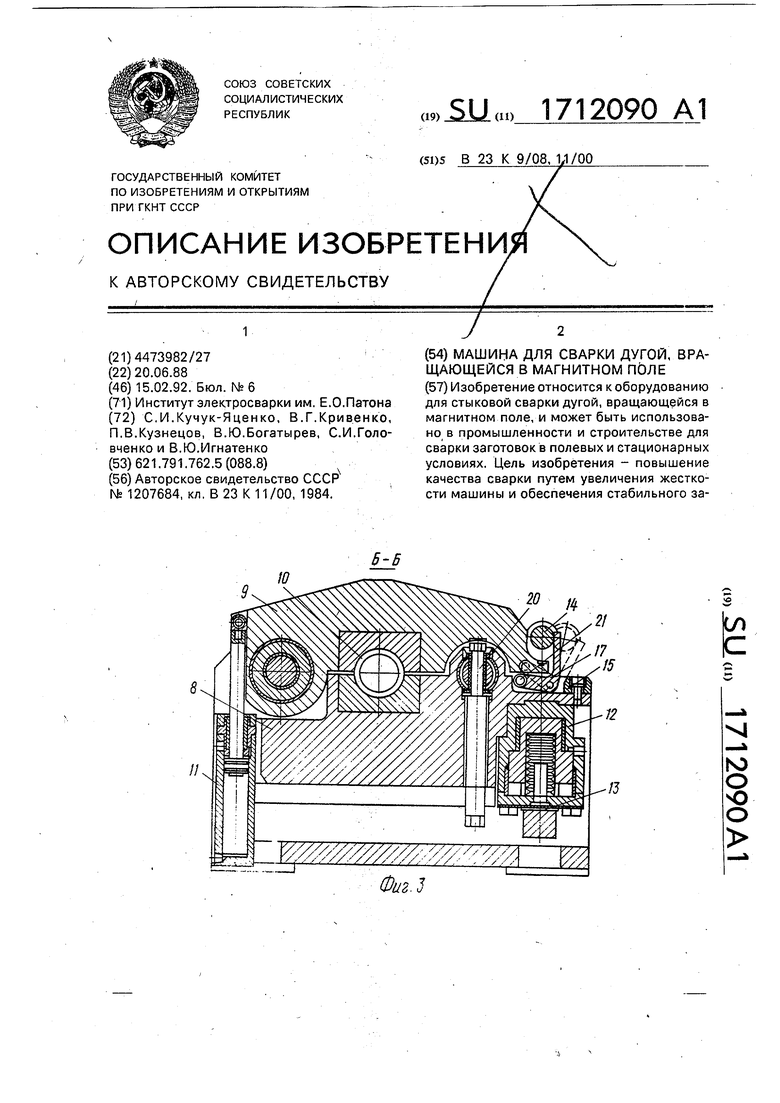
Изобретение относится к оборудованию для стыковой сварки дугой, вращающейся в магнитном поле, и может быть использовано в промышленности и строительстве для сварки заготовок в полевых и стационарных условиях.
Целью изобретения является повышение качества сварки путем увеличения жесткости машины и обеспечения стабильного зазора между свариваемыми торцами, а также повышение производительности труда.
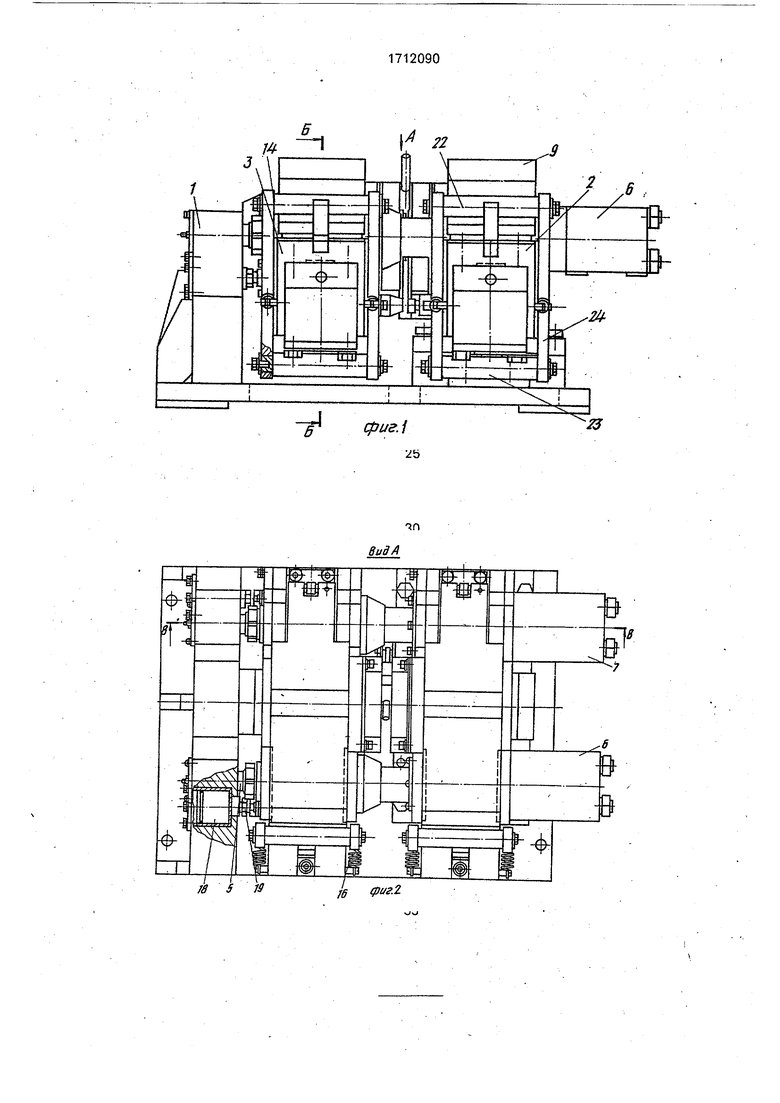
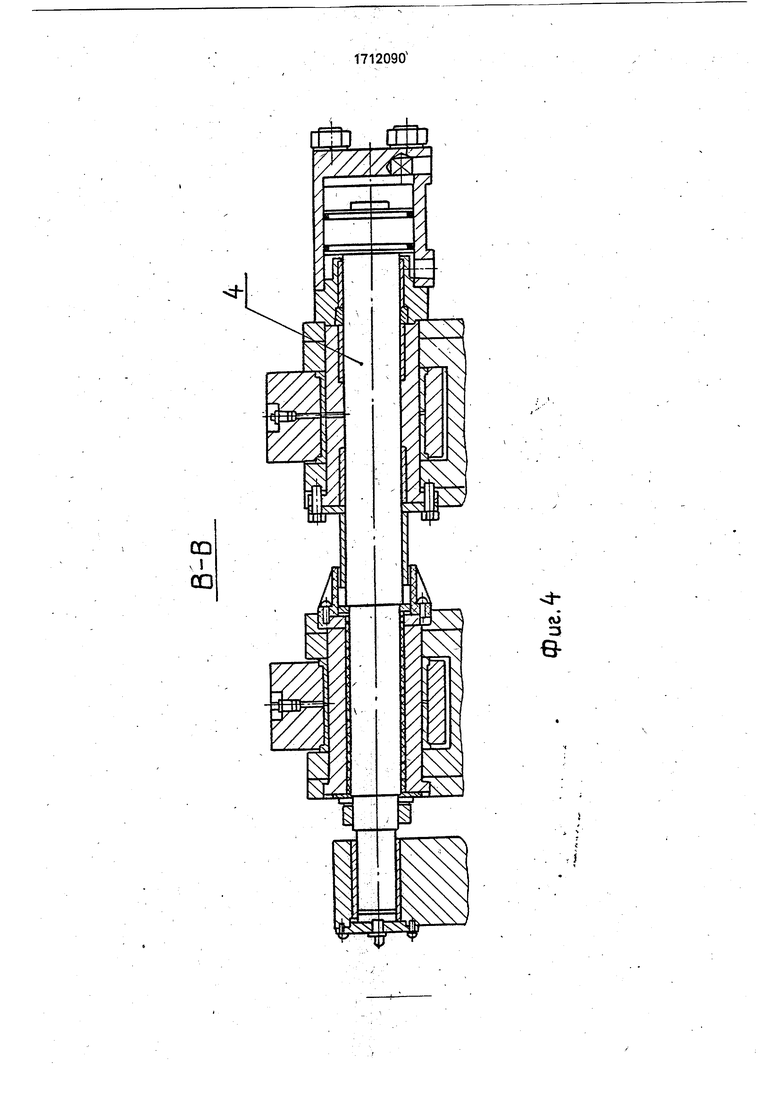
На фиг.1 изображена машина, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З разрез Б-Б на фиг.1; на фиг. разрез В-В на фиг.2.
Машина содержит станину 1, на которой закреплен неподвижный блок 2. Подвижный блок 3 установлен и зафиксирован на направляющих штангах 4, 5, одни концы которых расположены в направляющих пазах станины 1, а другие-связаны с гильзами гидроцилиндров осадки 6, 7, закрепленных на неподвижном блоке 2.
Неподвижный 2 и подвижный 3 блоки несут механизмы зажатия, состоящие из неподвижного зажима 8 и шарнирно с ним связанного откидного зажима 9, между которыми зажимаются свариваемые заготовки 10. Откидной зажим 9 шарнирно связан с гидроцилиндром 11, закрепленным в неподвижном зажиме 8. В неподв,ижном зажиме 8 расположены гидроцилиндры 12 зажатия заготовок 10. На торце штока 13
гмдроцилиндра 12 зажатия шарнирно закреплена скоба 14, взаимодействующая с упором 15 с помощью гфужин 16. Скоба 14 связана с откидным прижимом 9 с помощью
Г-образного двуплечего рычага 17, шарнирно закрепленного в неподвижном зажиме 8, На станине 1 расположены два плунжера 18, контактирующих с соответствующими им регулируемыми упорами 19. Назначением плунжеров 18 является обеспечение гарантированного зазора между торцами свариваемых заготовок, в котором вращается дуга, при этом плунжеры служат подвижными упорами. Постоянство и величина
данного зазора принципиально влияют на процесс сварки и качество полученного соединения. Данный механизм спроектирован для упрощения как получения зазора, так и его регулировки. На неподвижном блоКб 3 расположен механизм корректировки торца изделия в виде корректора 20, Кроме того, на одном плече Г-образного рычага 17 установлен ролик 21. Скоба 14 состоит из зажимного элемента 22 цилиндрической
формы, пластины 23, которая при помощи винтов крепится к торцу штока 13 гидроцилиндра 12 зажатия, и двух тяг 24, связывающих концы зажимного элемента 22 и пластины 23. При поднятии от.кидного зажима 9 для загрузкри и выгрузк|1 заготовок зажимные элементы 22 с помощью пружин 16, крепящихся к тягам 24 и корпусам блоков 2, 3, приводятся внаклонное положение до касания кронштейном 17 упора 15,
Машина работает следующим образом.
Для выхода подвижного блока 3 в исходное положение для сварки в обе полости (поршневую и штоковую) гидроцилиндров осадки 6 и 7 подается од рабочим давлением масло. Поршень гидроцилиндров перемещается, передвигая подвижный блок 3 до упора в плунжеры 18. Усилие, создаваемое гидроцилиндрами за счет разности давлений в поршневой и штоковой полостях, меньше усилия, создаваемого плунжером.
Затем укладываются свариваемые загот товки. После этого подается масло в поршневую полость гидроцилиндров 11, которые опускают откидные прижимы 9, При этом откидной прижим 9 нажимает на Г-образный двуплечий рычаг 17, который переводит в вертикальное положение скобу 14. Затем подается масло в гидроцилиндр 12 зажатия Зажимной элемент перемещается вниз Vi зажимает заготовки.
Свариваемые заготовки укладываются таким образом; чтобы после зажатия они продолжали контактировать друг с другом.
После этого со штоковых полостей цилиндров осадки 6 и 7 снимается давление масла и они соединяются со сливом. Усилие, создаваемое цилиндрами осадки, становится больше усилия, создаваемого плунжерами 18. Положение упоров 19 определяет зазор между торцами свариваемых заготовок, в котором вращается дуга. При подаче масла в штоковую полость гидроцилиндров осадки 6 и 7 происходит процесс сжатия торцов заготовок, нагретых вращающейся дугой. После сварки снимают давление масла в гидроцилиндрах 12, зажимной элемент переводится в верхнее положение. Затем подается масло в нештоковую полость гидроцилиндров 11, которые поднимают откидной прижим. Машина готова к следующему циклу сварки.
При необходимости для обеспечения соосности свариваемых заготовок используется механизм корректировки торца издеЛИЯ, принцип действия которого состоит в следующем. Подвижный блок 3 установлен на направляющих штангах 4, 5. При этом с направляющей штангой 5 подвижный/блок 3 связан посредством корректора 20, закрепленного одним концом на направляющей штанге 5, а резьбовой частью - с подвижным блоком 3.
Крепление подвижного блока 3 на направляющей штанге 4 является шарнирным и позволяет подвижному блоку 3 двигаться по дуге относительно направляющей штанги 4. При вращении ключом корректора 20 корпус подвижного блока 3 смещается относительно направляющей штанги 5, выбирая зазор между направляющей штангой 5 и корпусом подвижного блока 3. Вместе с корпусом подвижного блока 3 смещается по дуге относительно направляющей штанги 4 и зажатая заготовка 10. Так как радиус дуги значителен, можно, рассматривать данное смещение как корректировку торца изделия по вертикали.
Применение в промышленности и строительстве машины позволит улучшить качество сварки за счет надежного зажатия заготовок, исключающего их поперечное отклонение, а также за счет стабилизации зазора, оказывающего непосредственное влияние на устойчивость вращения дуги и, соответственно, на равномерность нагрева заготовок, кроме того, механизация привода откидного прижима исключает ручной труд при сварке, повышает производительность труда и позволяет встраивать машину в автоматическую линию.
Формула изобретения
| Машина для контактной стыковой сварки | 1984 |
|
SU1207684A1 |
