ческого контакта между ними отключают гидроцилиидры 5 и перемещают подвижный блок вправо, при этом выступ 7 перемещает втулки б и гайки 10. Для получения требуемого зазора между заготовками после возбуждения дуги гидроцилиндрами 5 фиксируют втулки 6 и перемещают подвижный блок влево, при этом последний перемещается на величину зазора между выступами на штангах и втулках. На гильзе гидроцилиндра осадки выполнена резьба, которая контактирует с гайками 11, Наружная поверхность гаек 10 и 11 выполнена в виде косозубых шестерен, связанных с червяками, закрепленными на одном валу с рукояткой регулировки. Машина .позволяет нейтрализовать влияние величины зазора между заготовками при их закладке, величины смятия заготовок и величины проскальзывания зажимных губок при соединении заготовок для возбуждения дуги, что повышает точность установки зазора между заготовками после возбуждения ду- ги, 3 з.п.ф-лы, 3 ил.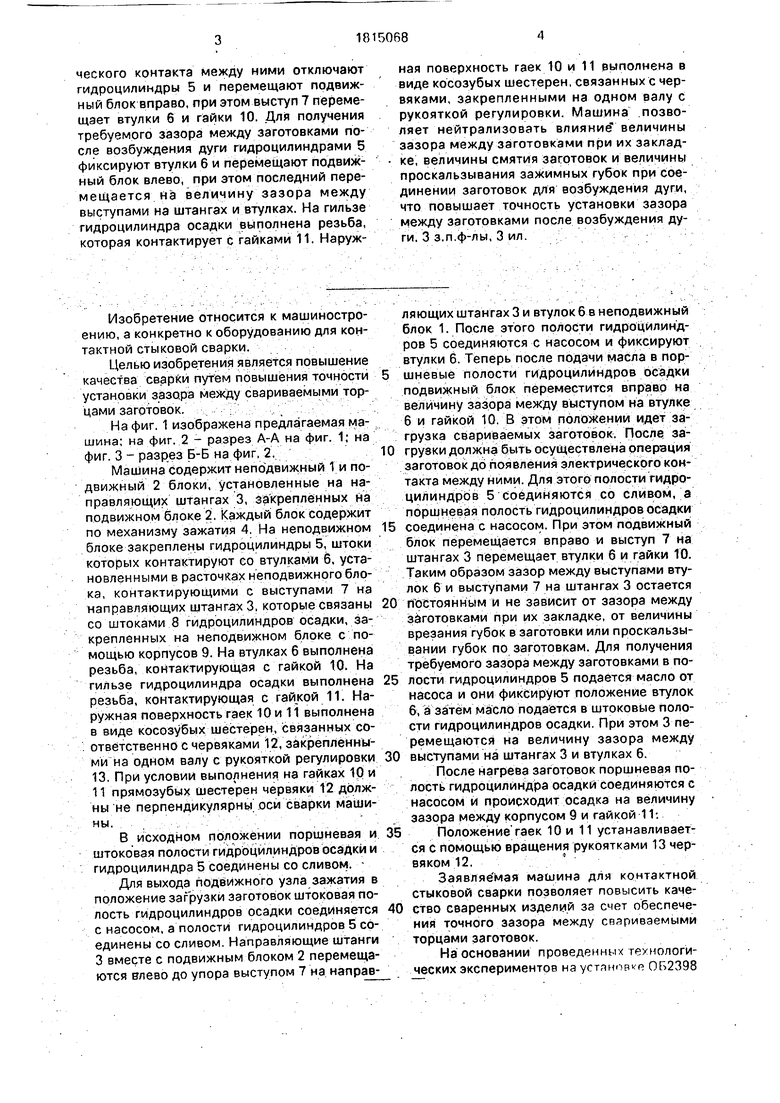
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1984 |
|
SU1207684A1 |
| Машина для сварки дугой, вращающейся в магнитном поле | 1988 |
|
SU1712090A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ | 1972 |
|
SU426773A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1324797A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |

Использование: область сварки, при изготовлении оборудования для контактной стыковой сварки. Сущность изобретения: на неподвижном блоке машины для контактной стыковой сварки закреплены гидроцилиндры 5, штоки которых контактируют со втулками 6, установленными в расточках неподвижного блока на выступах 7 направляющих штанг, Последние связаны со штоками 8 гидроцилиндров осадки и закреплены на подвижном блоке. Для выхода подвижного блока в положение загрузки заготовок его перемещают сначала влево до упора выступов 7 и втулок 6 в неподвижный блок. После этого гидроцилиндрами 5 фиксируют втулки 6, а подвижный блок перемещают вправо до упора в гайки 10. В этом положении идет загрузка заготовок. Для сведения заготовок до появления электри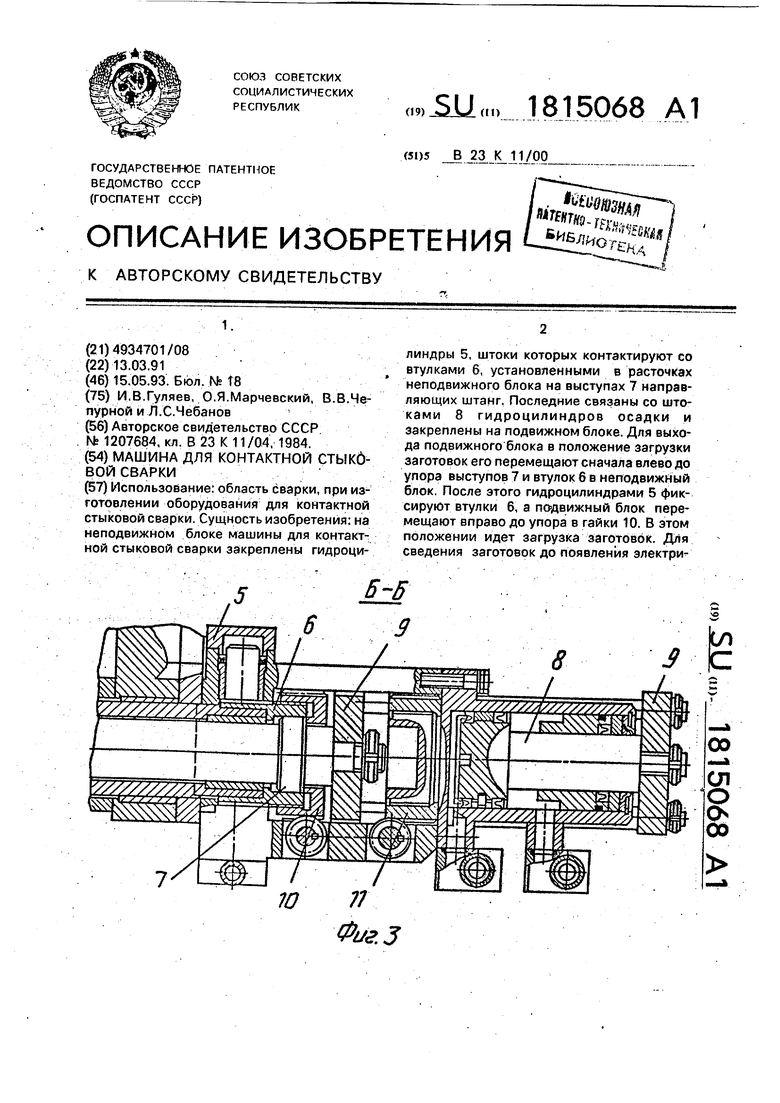
Изобретение относится к машиностронию, а конкретно к оборудованию для конактной стыковой сварки.
Целью изобретения является повышение ачества сварки путем повышения точности становки зазора между свариваемыми торами заготовок. . ; ;/ :
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-разрез Б-Б на фиг, 2.
Машина содержит неподвижный 1 и повижный 2 блоки, установленные на направляющих штангах 3, закреплённых на подвижном блоке 2. Каждый блок содержит по механизму зажатия 4. На неподвижном блоке закреплены гидроцилиндры 5, штоки которых контактируют со втулками б, установленными в расточках неподвижного блока, контактирующими с выступами 7 на направляющих штангах 3, которые связаны со штоками 8 гидроцилиндров осадки, закрепленных на неподвижном блоке с помощью корпусов 9. На втулках 6 выполнена резьба, контактирующая с гайкой 10. На гильзе гидроцилиндра осадки выполнена резьба, контактирующая с гайкой 11. Наружная поверхность гаек 10 и 11 выполнена в виде косозубых шестерен, связанных со- ответственно с червяками .закрепленными на одном валу с рукояткой регулировки 13. При условии выполнения на гайках 10 и 11 прямозубых шестерен червяки 12 должны не перпендикулярны оси сварки машины. ; - ; . . -.. , . / .. - ..
В исходном положении поршневая и штоковая полости гидроцилиндров осадки и гидроцилиндра 5 соединены со сливом. Для выхода подвижного узла зажатия в положение загрузки заготовок штоковая полость гидроцилиндров осадки соединяется с насосом, а полости гидроцилиндров 5 соединены со сливом. Направляющие штанги 3 вместе с подвижным блоком 2 перемещаются влево до упора выступом 7 на направляющих штангах 3 и втулок 6 в неподвижный блок 1. После этого полости гидроцилиндров 5 соединяются с насосом и фиксируют втулки 6, Теперь после подачи масла в поршнёвые полости гидроцилйндров осадки подвижный блок переместится вправо на величину зазора между выступом на втулке 6 и гайкой 10. В этом положении идет загрузка свариваемых заготовок. После загрузки должна быть осуществлена операция заготовок до появления электрического контакта между ними. Для этого полости гидро- цилиндров 5 соединяются со сливом, а поршневая полость гидроцилиндров осадки
соединена с насосом. При этом подвижный блок перемещается вправо и выступ 7 на штангах 3 перемещает втулки б и гайки ТО. Таким образом зазор между выступами втулок 6 и выступами 7 на штангах 3 остается
постоянным и не зависит от зазора между заготовками при их закладке, от величины врезания губок в заготовки или проскальзывании губок по заготовкам. Для получения требуемого зазора между заготовками в полости гидроцилиндров 5 подаётся масло от насоса и они фиксируют положение втулок 6, а затем масло подаётся в штоковые полости гидроцилиндров осадки. При этом 3 перемещаются на величину зазора между
выступами на штангах 3 и втулках 6.
После нагрева заготовок поршневая полость гидроцилйндра осадки соединяются с насосом и происходит осадка на величину зазора между корпусом 9 и гайкой 11-.
Положение гаек 10 и 11 устанавливается с помощью вращения рукоятками 13 червяком 12.
Заявляе мая машина для контактной стыковой сварки позволяет повысить качество сваренных изделий за счет обеспечении точного зазора между спариваемыми торцами заготовок.
На основании проведенных технологических экспериментов на устпнов о ОБ2398
для сварки труб дугой вращающейся в маг- нитном поле (прототип) установлено, что обеспечение точного зазора между свариваемыми заготовками увеличивает качество сварки и уменьшает брак на 10%.
. Заявляемый механизм может с успехом применяться в станкостроении, где есть необходимость в подобном цикле работы,
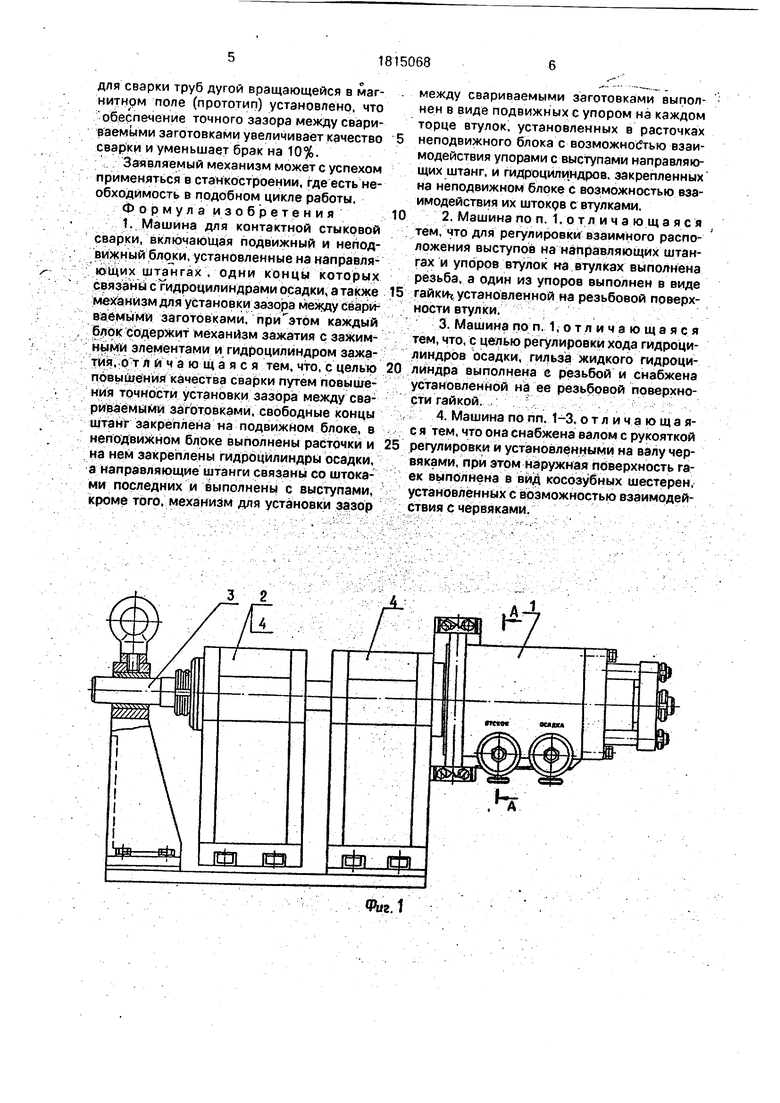
Ф о р м ул а изобретения 1. Машина для контактной стыковой сварки, включающая подвижный и неподвижный блоки, установленные на направля- кОщих штангах /одни концу которых связаны с гидроцилиндрами осадки, а также механизм для установки зазора меяаду свари- ваемыми заготовками, при этом каждый блок содержит механизм зажатия с зажим- ными элементами и гидроцилиндром зажатия, о т л и ч а ю щ а я с я тем, что, с целью повышениякачества сварки путем повышения точности установки зазора между сва- рй ёмьШи заготовками, свободные концы штанг закреплена на подвижном блоке, в неподвижном блоке выполнены расточки и на нем закреплены гидроцйлиндры осадки, а направляющие штанги связаны со штоками последних и выполнены с выступами, кроме того, механизм для установки зазор
между свариваемыми заготовками выполнен в виде подвижных с упором на каждом торце втулок, установленных в расточках неподвижного блока с возможнойтью взаимодействия упорами с выступами направляющих штанг, и гидррцилиндров. закрепленных на неподвижном блоке с возможностью взаимодействия их штоков с втулками.
| Машина для контактной стыковой сварки | 1984 |
|
SU1207684A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
