Изобретение относится к дуговой сварке на постоянном тске в защитных газах и может, преимущественно, применяться при механизированной сварке плавящимся электродом во всех пространственных положениях в процессах с короткими замыканиями дугового промежутка.
Известен наиболее распространенный способ сварки плавящимся электродом в углекислом газе с периодическими короткими замыканиями дугового промежутка, когда наибольшая доля общей энергии цикла выделяется во время горения дуги и осуществляется плавление конца электрода, а наименьшая - при коротком замыкании электрода с изделием, когда осуществляется перенос капли жидкого металла с конца электрода в сварочную ванну. Статические характеристики источников питания должны быть-жесткими или пологопадающими, а сварочная цепь - обладает определенной индуктивностью в зависимости от диаметра электрода. При диаметрах электрода 0,8-2.0 мм для уменьшения разбрызгивания металла м улучшения формирования шва создается оптимальная скорость нарастания тока короткого замыкания от 30 до 160 кА/с.
Снижение скорости нарастания тока увеличивает длительность коротких замыканий, уменьшает их количество, процесс протекает нестабильно, затрудняется его установление, а увеличение приводит к повышению разбрызгивания при стабильном процессе сварки.
Известен способ подачи импульса тока в момент короткого замыкания электрода с изделием для ускорения перехода капли в сварочную ванну, благодаря чему уменьшается время короткого замыкания и увеличивается производительность сварки.
Отсутствие зависимостей основных параметров импульсов от длительности коротких замыканий при сварке на различных режимах не позволяет выбрать оптимальный режим по стабильности процесса, разбрызгиванию металла и формированию шва.
Наиболее близким к рассматриваемому является способ, при котором уменьшается ток перед коротким замыканием дугового промежутка и к моменту разрыва перемычки, что улучшает формирование шва при сварке в различных пространственных положениях за счет управления динамическим воздействием на сварочную ванну.
Процессы управления динамическим воздействием на сварочную ванну увеличивают время цикла, уменьшают количество капель электродного металла, переходящего в сварочную ванну, снижают производительность сварки. Отсутствие зависимостей между основными параметрами процесса: амплитудой, длительностью, скоростью нарастания и спада тока короткого замыкания, величиной тока паузы перед разрывом перемычки и перед коротким замыканием, не позволяет обоснованно выбирать эти параметры.
Целью изобретения является повышение производительности и качества сварки путем установления оптимальных связей между основными параметрами процесса сварки с периодическими короткими замыканиями дугового промежутка.
Цель достигается тем, что на начальной стадии короткого замыкания при касании электрода с каплей на конце сварочной ванны создают низкую скорость нарастания тока 10-60 кА/с и в диапазоне длительностей кратковременных коротких замыканий от 1, до 3, с формируют наибольшую амплитуду тока короткого замыкания, рааму«о(1,1-2,8)1г д, где г.д-установившийся ток горения дуги перед началом короткого замыкания, и после окончания короткого замыкания и зажигания дуги величину скорости спада тока поддерживают равной величине скорости нарастания.
При затягивании времени перехода капли в ванну при длительности коротких замыканий от 3,5 -10 до 7 10 с после увеличения амплитуды тока короткого замыкания на величину (1,1-2,8)1Гд при скорости нарастания тока 10-60 кА/с, скорость нарастания тока увеличивают до 150-400 кА/с, при этом наибольшую амплитуду тока короткого замыкания увеличивают до величины (2,8-10)1г.д, а после зажигания дуги скорость спада вначале поддерживают равной 150-400 кА/с, а затем 10-60 кА/с, при этом отношение количества коротких замыканий длительностью от 3, до к общему числу коротких замыканий в процессе сварки составляет от 0,1 до 0,8.
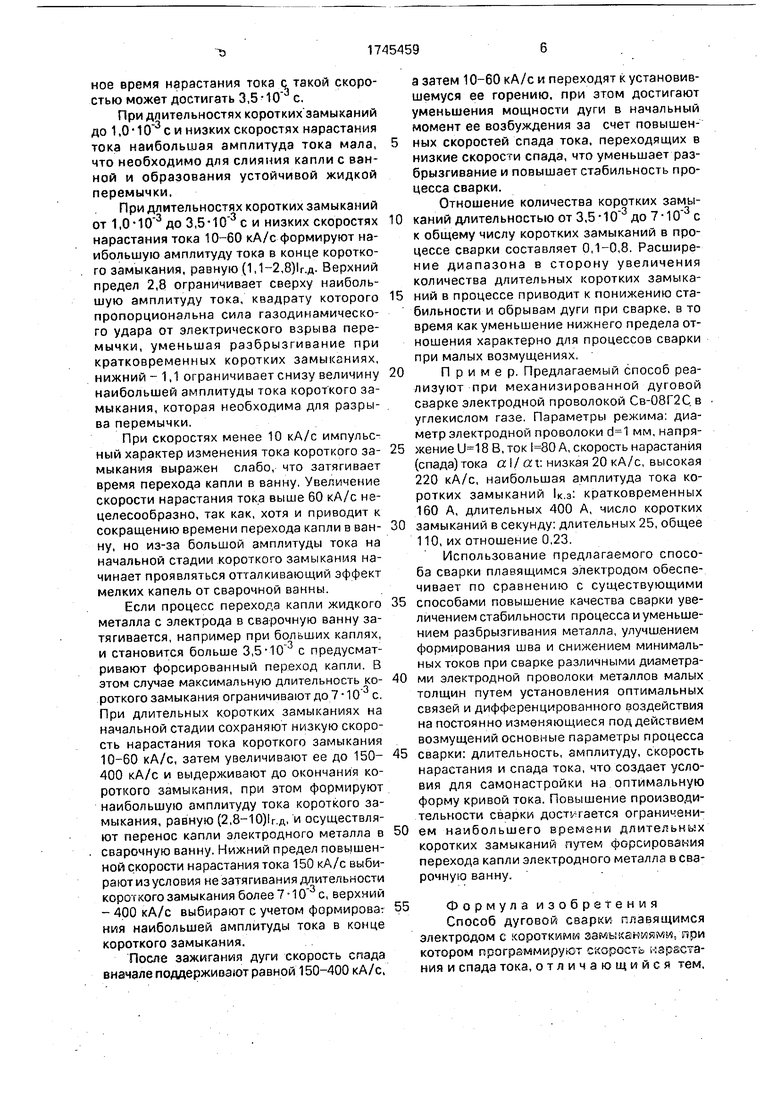
На чертеже приведена осциллограмма напряжения и тока при сварке плавящимся
электродом (т.к.э - длительность короткого замыкания, oAl a. t - скорость нарастания или спада тока).
Процесс сварки осуществляется в защитных газах с постоянной скоростью подачи электрода и периодическими короткими замыканиями дугового промежутка. Во время сварки на процесс действуют возмущения по параметрам режима, состоянию
сварочных материалов, геометрии сварного соединения, расположению сварочной горелки относительно соединения, поэтому при сохранении периодичности процесса (короткое замыкание - горение дуги) параметры цикла постоянно изменяются Изменяются энергия плавления конца электрода и размеры капель жидкого металла, переносимых с конца электрода в сварочную ванну, действие электродинамических сил во время коротких замыканий и газодинамический удар от электрического взрыва при разрыве перемычки между электродом и сварочной ванной, оказывающих воздействие на
сварочную ванну и околошовные выплески металла сварочной ванны, формирование шва и разбрызгивание металла.
Способ дифференцированно воздействует в процессе сварки на п остоянно изменяющиеся под действием возмущений параметры. Для этого между длительностью короткого замыкания, скоростью нарастания, спада и наибольшей амплитудой тока короткого замыкания устанавливают определенные зависимости, а между количеством длительных коротких замыканий и общим их числом в процессе сварки - определенное соотношение.
При соприкосновении жидкой капли на
конце электрода со сварочной ванной независимо от ожидаемой длительности короткого замыкания создают начальную низкую скорость нарастания тока короткого замыкания от 10 до 60 кА/с, при этом максимальное время нарастания тока с такой скоростью может достигать 3,5 10 с.
При длительностях коротких замыканий до 1, низких скоростях нарастания тока наибольшая амплитуда тока мала, что необходимо для слияния капли с ванной и образования устойчивой жидкой перемычки.
При длительностях коротких замыканий от 1,0 до 3, с и низких скоростях нарастания тока 10-60 кА/с формируют наибольшую амплитуду тока в конце короткого замыкания, равную (1,1-2,8)г.д. Верхний предел 2,8 ограничивает сверху наибольшую амплитуду тока, квадрату которого пропорциональна сила газодинамического удара от электрического взрыва перемычки, уменьшая разбрызгивание при кратковременных коротких замыканиях, нижний - 1,1 ограничивает снизу величину наибольшей амплитуды тока короткого замыкания, которая необходима для разрыва перемычки.
При скоростях менее 10 кА/с импульсный характер изменения тока короткого замыкания выражен слабо, что затягивает время перехода капли в ванну, Увеличение скорости нарастания тока выше 60 кА/с нецелесообразно, так как, хотя и приводит к сокращению времени перехода капли в ванну, но из-за большой амплитуды тока на начальной стадии короткого замыкания начинает проявляться отталкивающий эффект мелких капель от сварочной ванны.
Если процесс перехода капли жидкого металла с электрода в сварочную ванну затягивается, например при больших каплях, и становится больше 3, с предусматривают форсированный переход капли. В этом случае максимальную длительность короткого замыкания ограничивают до 7 10 с. При длительных коротких замыканиях на начальной стадии сохраняют низкую скорость нарастания тока короткого замыкания 10-60 кА/с, затем увеличивают ее до 150- 400 кА/с и выдерживают до окончания короткого замыкания, при этом формируют наибольшую амплитуду тока короткого замыкания, равную (2,8-10)1гд, и осуществляют перенос капли электродного металла в сварочную ванну. Нижний предел повышенной скорости нарастания тока 150 кА/с выбирают из условия не затягивания длительности короткого замыкания более 7 с, верхний - 400 кА/с выбирают с учетом формировав ния наибольшей амплитуды тока в конце короткого замыкания.
После зажигания дуги скорость спада вначале поддерживают равной 150-400 кА/с,
а затем 10-60 кА/с и переходят к установившемуся ее горению, при этом достигают уменьшения мощности дуги в начальный момент ее возбуждения за счет повышен- 5 ных скоростей спада тока, переходящих в низкие скорости спада, что уменьшает разбрызгивание и повышает стабильность процесса сварки.
Отношение количества коротких замы0 каний длительностью от 3, до с к общему числу коротких замыканий в процессе сварки составляет 0,1-0,8. Расширение диапазона в сторону увеличения количества длительных коротких замыка5 ний в процессе приводит к понижению стабильности и обрывам дуги при сварке, в то время как уменьшение нижнего предела отношения характерно для процессов сварки при малых возмущениях.
0 Пример. Предлагаемый способ реализуют при механизированной дуговой сварке электродной проволокой Св-08Г2С в углекислом газе. Параметры режима: диаметр электродной проволоки мм, напря5 жение В, ток А, скорость нарастания (спада)тока al/at: низкая 20 кА/с, высокая 220 кА/с, наибольшая амплитуда тока коротких замыканий 1к.з: кратковременных 160 А, длительных 400 А, число коротких
0 замыканий в секунду: длительных 25, общее 110, их отношение 0,23.
Использование предлагаемого способа сварки плавящимся электродом обеспечивает по сравнению с существующими
5 способами повышение качества сварки увеличением стабильности процесса и уменьшением разбрызгивания металла, улучшением формирования шва и снижением минимальных токов при сварке различными диаметра0 ми электродной проволоки металлов малых толщин путем установления оптимальных связей и дифференцированного воздействия на постоянно изменяющиеся под действием возмущений основные параметры процесса
5 сварки: длительность, амплитуду, скорость нарастания и спада тока, что создает условия для самонастройки на оптимальную форму кривой тока. Повышение производительности сварки достигается ограничени0 ем наибольшего времени длительных коротких замыканий путем форсирования перехода капли электродного металла в сварочную ванну.
5 Формула изобретения
Способ дуговой сварки плавящимся электродом с короткими замыканиями, при котором программируют скорость нарастания и спада тока, отличающийся тем,
что, с целью повышения производительности и качества сварки, при касании капли на конце электрода сварочной ванны создают скорость нарастания тока 10-60 кА/с и в диапазоне длительностей коротких замыканий от 1,0 до 3,5 с формируют амплитуду тока короткого замыкания, равную 1,1-2,8 величина установившегося тока горения дуги перед началом короткого замыкания (г д). и после окончания короткого замыкания и зажигания дуги величину скорости спада тока поддерживают равной величине скорости нарастания, а при затягивании времени перехода капли в ванну при длительности
10 3до7
0
5
коротких замыканий от 3,5 после увеличения амплитуды тока короткого замыкания на величину (1,1-2,8)1гд при скорости нарастания тока 10-60 кА/с скорость нарастания тока увеличивают до 150-400 кА/с, при этом амплитуду тока короткого замыкания увеличивают до величины (2,8- Ю)1г.д, а после зажигания дуги скорость спада вначале поддерживают равной 150-400 кА/с, а затем 10-60 кА/с, при этом отношение количества коротких замыканий длительностью от 3,5- 10 3до7- 10 3скобщему числу коротких замыканий в процессе сварки составляет от 0,1 до 0,8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Синергетический сварочный дроссель Сагирова | 1991 |
|
SU1811455A3 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |

Использование: механизированная сварка в защитных газах в процессах с короткими замыканиями (КЗ) дугового промежутка. Сущность изобретения: в начале КЗ устанавливают низкую скорость нарастания тока 10-60 кА/с, при этом в диапазоне от до 3, с формируют амплитуду тока КЗ, равную (1,1-2,8)1г.д, где Гд - величина установившегося тока горения дуги перед началом КЗ, осуществляют перенос капли электродного металла, зажигают дугу при скоростях спада тока, равных низким скоростям его нарастания, и переходят к г.д. При длительных КЗ от 3, до с в начале КЗ сохраняют низкую скорость нарастания тока с последующим ее увеличением до 150-400 кА/с, выдерживают ее до окончания КЗ, формируют амплитуду тока КЗ, равную (2,8-10)1г.д. Затем после зажигания дуги скорость спада вначале поддерживают равной 150-400 кА/с. а затем 10-60 кА/с. При этом отношение количества длительных КЗ к общему числу в процессе сварки составляет от 0,1 до 0,8. 1 ил. С
1КЗ(2,8-10)1
150-400кА/с
„„-длительное
ло
гд
dl
Ю-60кА/с
(Т, 1-2,8)1
гд
и
Ј -кратковременное
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| - М.: Машиностроение, 1974, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Авторское свидетельство СССР № 228835, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
