Изобретение .относится к оборудованию для контактной стыковой сварки и может быть использовано для сварки проволоки из малоуглеродистых легированных и высокопрочных сталей диаметром до 2 мм, в т.ч. при наращивании и ремонте проволочной брони кабеля в полевых условиях.
Цель изобретения - обеспечение . качественной сварки брони кабеля путем отслеживания уменьшающейся стрел прогиба свариваемых проволок.
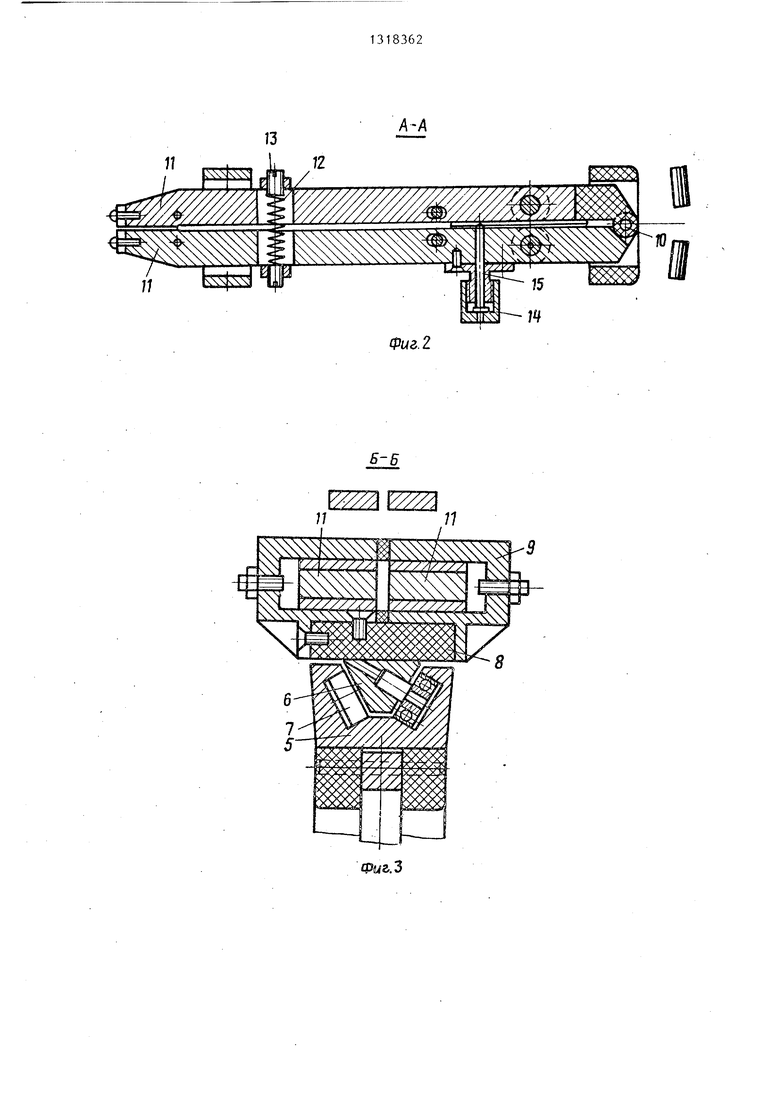
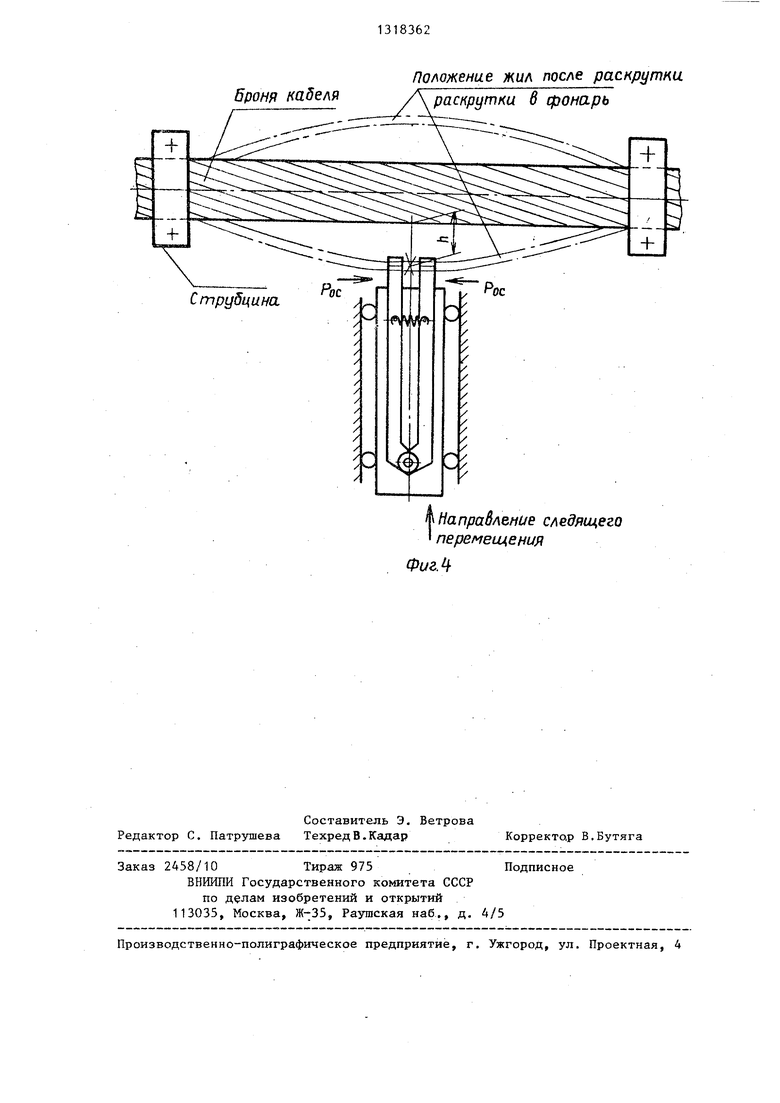
На фиг. 1 изображена малогабаритная машина для контактной стыковой сварки проволоки, разрез; на фиг. 2 разрез А-А на фиг. 1j на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схема расположения малогабаритной машины для контактной стыковой сварки проволоки относительно кабеля при сварке жил его брони.
Корпус-рукоятка 1 выполнен из изоляционного материала. Внутри него размещен подпружиненный стопор-кнопка 2 и микропереключатель 3 включения сварочного тока, а снаружи - клеммы 4 гибкого токоподвода и направляющая 5 каретки 6, снабженной катками 7. Изолирующая планка 8 крепится к каретке 6 винтами и несе на себе направляющую рамку 9 и ось 10 поворота токоведущих плит 11. Последние стягийаются пружиной 12 осадки, концы которой заделаны на винтах 13, имеющих резьбу разного направления и используемых для регулировки пружины осадки. Устройство
14разведения плит 11 закреплено на одной из Плит, а его толкатель
15может упираться через изоляцию
. в другую плиту. Маховичок устройства 14 при своем вращении перемещается по резьбе, увлекая за собой толкатель 15. На плитах 11 установлены сменные губки 16, рычажно-пру- жинные зажимы 17 и устройство 18 вьжлючения сварочного тока.
Машина работает следующим образом.
В исходном положении механизмов расстояние между губками 16 равно нулю. Каретка 6 отведена до упора и удерживается в этом положении стопо5Q ния в исходном положении, при этом каретка снабжена изолирующей планкой и направляющей рамкой, а плиты с ры- чажно-пружинньми зажимами проволоки смонтированы с возможностью поворота
ром-кнопкой 2, Вращением маховичка
устройства 14 по часовой стрелке one- 55 изолирующей планке.
ратор-сварщик разводит плиты 11с
губками 16 на требуемое по техноло- 2. Машина по п.1,отличагии расстояние, которое определяет- ю щ а я с я тем, что корпус ее выполся регулируемыми упорами в направляю- нен в виде корпуса-рукояти.
щей рамке 9. Свариваемые проволоки устанавливаются в губки 16 в упор по торцам с примерно равными вылетами и зажимаются. Вращением маховичка
устройства 14 против часовой стрелки оператор отводит толкатель 15 в исходное положение, в котором он не препятствует встречному движению плит 11 с губками 16 при сварке. Нажатием
на стопор-кнопку 2 оператор включает сварочный ток и освобождает каретку 6. Происходит сварка по способ сопротивления, при котором пружина 12 осадки деформирует разогретый до
пластического состояния ограниченный объем металла. При этом длина свариваемой проволоки уменьшается на величину припуска осадки под током, что вызывает уменьшение стрелы прогиба h (фиг.4). Последнее отслеживается за счет перемещения каретки к оси кабеля, что позволяет обеспечить требуемое усилие осадка Р и, как следствие, качественную сварку. В
определенный режимом момент срабатывает устройство выключения сварочного тока 18, цикл сварки заканчивается.
Изобретение позволяет получить
; ачественное сварное соединение жил брони кабеля при ремонте и при наращивании кабеля.
35
Формула изобретения
1. Машина для контактной стыковой сварки проволоки, содержащая корпус, две плиты с рычажно-пружинными зажимами, устройство разведения плит,
40 пружину осадки, направляющее устройство, отличающаяся тем, что, с целью обеспечения качественной сварки проволочной брони кабеля в полевых условиях за счет отслеживания
45 уменьшающейся стрелы прогиба свариваемой проволоки, направляющее устройство выполнено в виде каретки.с катками, смонтированной на корпусе с возможностью перемещения и стопоре5Q ния в исходном положении, при этом каретка снабжена изолирующей планкой и направляющей рамкой, а плиты с ры- чажно-пружинньми зажимами проволоки смонтированы с возможностью поворота
/;I NN|VV
A-A
14
Фиг. 2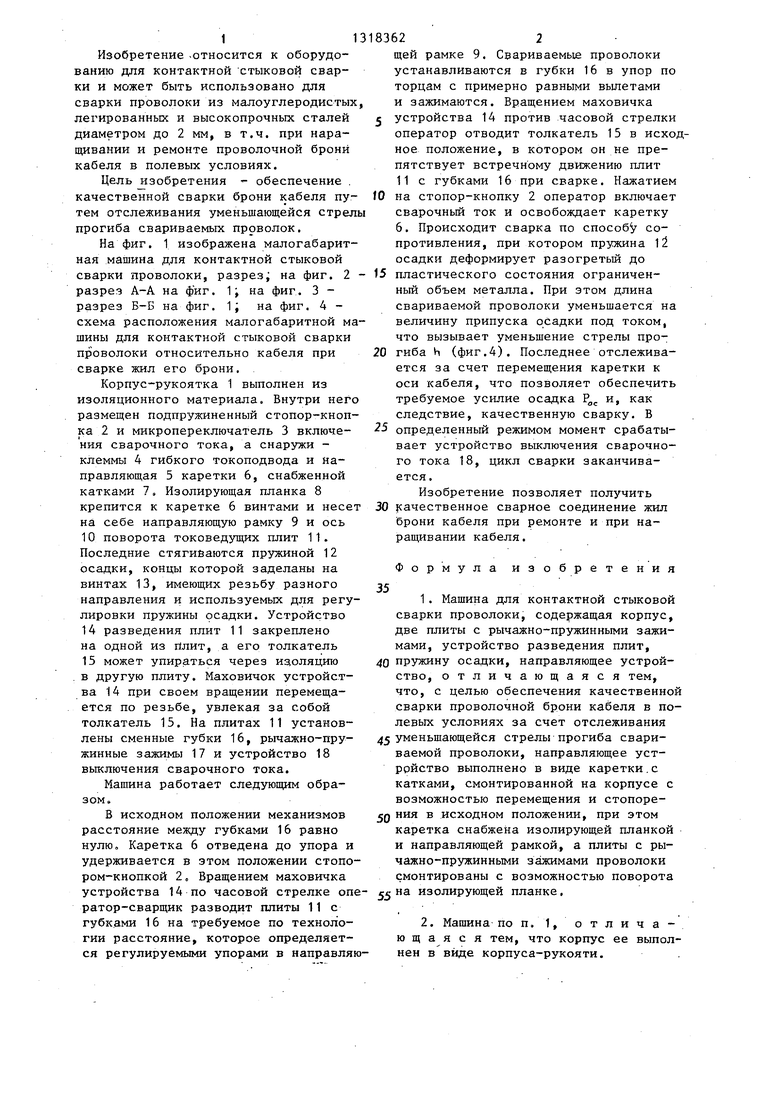
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручной инструмент для контактной стыковой сварки проволоки | 1989 |
|
SU1712099A1 |
| Устройство токоподводящих зажимов для контактной стыковой сварки | 1989 |
|
SU1712100A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU872110A1 |
| Машина для контактной стыковой сварки сопротивлением | 1989 |
|
SU1736680A1 |
| Способ соединения отрезков бронированных каротажных кабелей | 1990 |
|
SU1722728A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| СПОСОБ СРАЩИВАНИЯ ОТРЕЗКОВ БРОНИРОВАННЫХ КАРОТАЖНЫХ КАБЕЛЕЙ | 2002 |
|
RU2239268C2 |
Изобретение относится к оборудованию для контактной стыковой сварки и может быть использовано для сварки проволоки диаметром до 2 мм, в том числе при наращивании и ремонте брони кабеля в полевых условиях. Изобретение позволяет обеспечить качественную сварку брони кабеля за счет отслеживания уменьшающейся стрелы прогиба свариваемых проволок. Машина содержит корпус-рукоятку 1, на которой смонтировано направляющее устройство в виде каретки 6 на роликах. На каретке на изолирующей планке 8 смонтированы поворотные токове- дущие плиты 11 с рычажно-пружинными зажимами 17 с губками 16 для зажима проволоки. Во время сварки свариваемые концы проволоки при их укорочении не испытывают усилия растяжения так как зажимы 17 с губками 13 перемещаются к оси кабеля. 1 з. п. ф-лы, 4 ил. с. (Л
E
11n
Фи&.З
Вронр кабеля
Положение жил после раскрутки
Составитель Э. Ветрова Редактор С, Патрушева Техред В. Кадар
Заказ 2458/10 Тираж 975Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Направленс/е следящего пере/ ещенил
ФигЛ
Корректор В.Бутяга
| Кабанов Н.С | |||
| и Слепак Э.Ш | |||
| Технология стыковой контактной сварки | |||
| М.: Машиностроение, 1970, с.199-201. |
