Известны устройства для контактной стыковой сварки проводов, содержащие механизм зажатия, механизм осадки, токопровод, причем включаются в работу отдельные механизмы с помощью распределительного кулачкового вала через систему кулачков и выключателей.
Предлагаемая установка улучщает качество при сварке многопроволочных медных жил сечением 1,5 лш и выще. Для этого она снабжена устройством для подготовки свариваемых торцов перед их сваркой. Это устройство выполнено из дисков, которые вращаются и установлены от самостоятельного привода на поворотных кронщтейнах. Последние связаны с гидроцнлиндром, включенным в систему управления.
Кроме того, устройство содержит приспособление для формирования стыка, выполненное в виде двух образующих цилиндрическую полость губок из электроизоляционного материала.
Губки установлены на подвижных рычагах, которые связаны с другим гидроцилиндром, также включенным в схему управления.
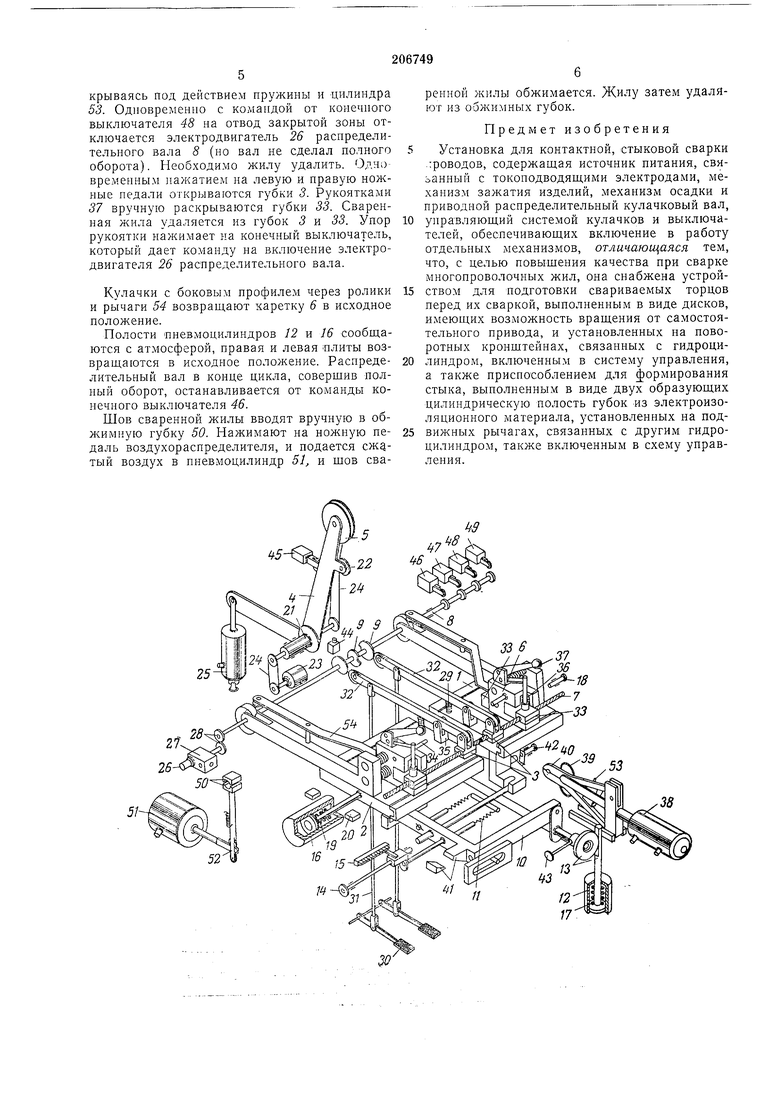
щих, зажимных устройств с токоведущими губками 3, приспособления 4 для подготовки торцов жил с дисками 5, кареток 6 для подачи жил 7 из токоведущих губок 3, распределительного вала 8 с профилированными кулачками 9, приспособления для формирования стыка, механизма осадки с рамкой 10 и пружиной //, трансформатора с электродной частью (не показан) и вспомогательной аппаратуры.
Сварочный трансформатор со ступенчатой регулировкой мощности (не показан) устанавливают внутри станины. В крышке станины над трансформатором сделано окно, над горизонтальной плоскостью которого находятся выступающие части нижних оснований плит / и 2 - хвостовики. Гибкая шина вторичного витка трансформатора, набранная из тонкой фольги, присоединяется концами к хвостовикам правой и левой плит. Направляющие этих плит крепятся к крыщке станины. Правая плита передвигается путем воздействия пневмоцилиндра J2 на рамку 10 и соответственно на пружину 11 через реечную пару IS. Пружина // определяет усилие осадки, которое регулируется винтом 14, а контролируется по щкале 15: чем больще натяжение пружины //, тем больще усилие осадки. Опорой приспособления осадки является крыщка. Левая плита перемещается по направляющим под действием пневмоцилиидра 16. В исходном положении правая плита отведена пружиной 17 щтока пневмоцилиндра 12 до регулируемого упора 18, а левая плита-пружиной 19 щтока пневмоцилиндра 16 - до регулируемого упора 20. Приспособление 4 с дисками 5 может поворачиваться относительно оси 21 до соприкосновения ролика 22 с кулачком 9 распределительного вала. . Вращаются диски 5 от электродвигателя 23 через клиноременные передачи 24. Поворачивается приспособление 4 относительно оси 21 с помощью качающегося цилиндра 25. Кулачковый распределительный вал 8, кронштейны которого крепятся на задней стенке станины, получает вращение от электродвигателя 26 через двухступенчатый червячный редуктор 27 и цилиндрическую пару 28. На левой и правой плитах размещены рычажно-пружинные зажимы, на токоведущие губки 3 которых подается напряжение со вторичного витка трансформатора через хвостовики правой и левой плит. Под действием пружин 29 губки 3 закрыты. Открываются они путем нажатия на ножные педали 30 через рычаги 31 и посредством кулачков 9 распределительного вала, которые воздействуют на рычаги 32. Каретки 6 с губками 33 перемещаются по направляющим щтангам (при вращении распределительного вала). Эти каретки передвигаются до упора регулируемых винтов 34 в кронштейны 35. Под действием пружин 36 губки 33 закрыты. Раскрываются они рукоятками 37, которые удерживаются щариковь1ми фиксаторами. Механизм формирования стыка с помощью пневмоцилиндра 55 двойного действия подводит асбоцементные губки 40 на линию центров свариваемых жил перед сваркой и отводит после нее. Пружинящее полукольцо 39 удерживает эти губки закрытыми. Автоматическое управление работой полуавтомата для электрической стыковой сварки многопроволочных медных жил осуществлено от магнитной станции, размещенной в электрощкафу на правой стенке станины, выключателей и воздухораспределителей (не показаны). Для включения сварочного тока используют контакт. 41, замыкающийся при движении рамки 10. Ограничитель 42 сварки используется как ограничитель времени прохождения сварочного тока по свариваемым жилам. Движется рамка и плита 1 в накладочном режиме с помощью рукоятки 43. Конечные выключатели 44 и 45 - путевые выключатели приспособления 4. Конечные выключатели 46, 47, 48 и 49 объединены в командоанпарат от распределительного вала. Из них 46 фиксирует исходное положение распределительного вала, а 47, 48 и 49 подают соответственно команды на срабатывание пневмоцилиндра 38 приспособления для формирования стыка, пневмоцилиндра губок закрытой зоны и пневмоцилиндра 12 приспособления осадки. На левой стенке станины крепится обжимное устройство, губки 50 которого могут сжиматься от действия пневмоцилиндра 51 со сдвоенной диафрагмой через клиновый зажим 52. Работает полуавтомат следующим образом. Свариваемые жилы 7 вкладывают в губки 3, открывающиеся нажатием поочередно на левую и правую ножные недали 30 и залшмающие Жилу лри освобождении их. С помощью рукояток 37 зажимаются жилы в губках 33. Расстояние между внутреннИми торцами губок 3 в исходном положении регулируется упорами 18 и 20 и устанавливается равным расстоянию между внешними боковыми поверхностями -дисков 5. Нажимают кнопку «пуск, и электродвигатель 26 распределительного вала 8 включается. Одновременно приводятся во вращение диски 5 от электродвигателя 23 через клиноременные передачи 24 со скоростью 6000 об/мин и подается сжатый воздух в полость цилиндра 25. Этот цилиндр подводит диски на онлавление торцов жил. Кронщтейн поворачивается относительно оси 21 до упора роликом 22 в кулачок 9. Рабочая подача продолжается до момента нажатия упором кронщтейна на нулевой выключатель 44, который дает команду на быстрый отвод дисков в исходное ноложение: отключается соленоид воздухораснределителя, полость цилиндра 25 сообщается с атмосферой, а кронштейн возвращается в исходное положение. В таком положении кронштейн нажатием на путевой выключатель 45 отключает электродвигатель - 23 дисков 5 и дает команду на передвижение левой плиты в направлении правой плиты. Профилированные кулачки 9 распределительного вала 8 через рычаги 32 иезначительно разжимают губки 3. После того как жила зажата, конечные выключатели 47, 48 и 49 от кулачков раснределительного вала дают команду на включение соленоидов воздухораспределителей, обеспечивающих работу пневмоцилиндров 38 и 12 полуавтомата. Цилиндр 53 открывает асбоцементные губки 40, а после подачи их на линию центров они закрываются, обхватывая в стыках свариваемые многопроволочные жилы. Затем подают сжатый воздух в полость пневмоцилиндра 12 (пружина 17 сжимается), через реечную нару 13 рамка 10 передвигается- происходит натяжение пружин // механизма осадки. От движения рамки 10 контакты 41 замыкаются и включают магнитный пускатель питания трансформатора. По вторичному витку, замкнутому через свариваемые жилы, протекает ток. Торцы жил 7, место наибольшего сопротивления и наиболее активного выделения тепла, плавятся в закрытой зоне. Время прохождения тока определяет ограничитель времени сварки, отключающий магнитный пускатель трансформатора. После сварки губки 40 открываются и вместесприспособлением формирова

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| ПОЛУАВТОМАТ ДЛЯ УКЛАДКИ МНОГОСЛОЙНОЙ ПАЗОВОЙ ИЗОЛЯЦИИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU383167A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Устройство токоподводящих зажимов для контактной стыковой сварки | 1989 |
|
SU1712100A1 |
| Устройство для цоколевания коммутаторных ламп | 1977 |
|
SU736217A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1655707A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
