Известны машины для контактной стыковой сварки замкнутых изделий (колец), содержащие неподвижную стойку, устройство для закрепления свариваемого кольца, токоподводящие губки, а также привод оплавления и осадки.
Предлагаемая машина отличается от известной конструктивным выполнением устройства для закрепления свариваемого кольца, которое позволяет повысить производительность настройки машины на сварку колец различных диаметров. Указанное устройство в предлагаемой машине выполнено в виде поворотной плиты, установленной на неподвижной стойке с помощью изолированной оси, размещенной в Пазу стойки с возможностью перемещения. Па поверхности стойки и плиты имеются радиальные пазы, в которых расположены фиксирующие самоустанавливающиеся упоры, служащие для установки свариваемого кольца и настраиваемые на любой его диаметр,
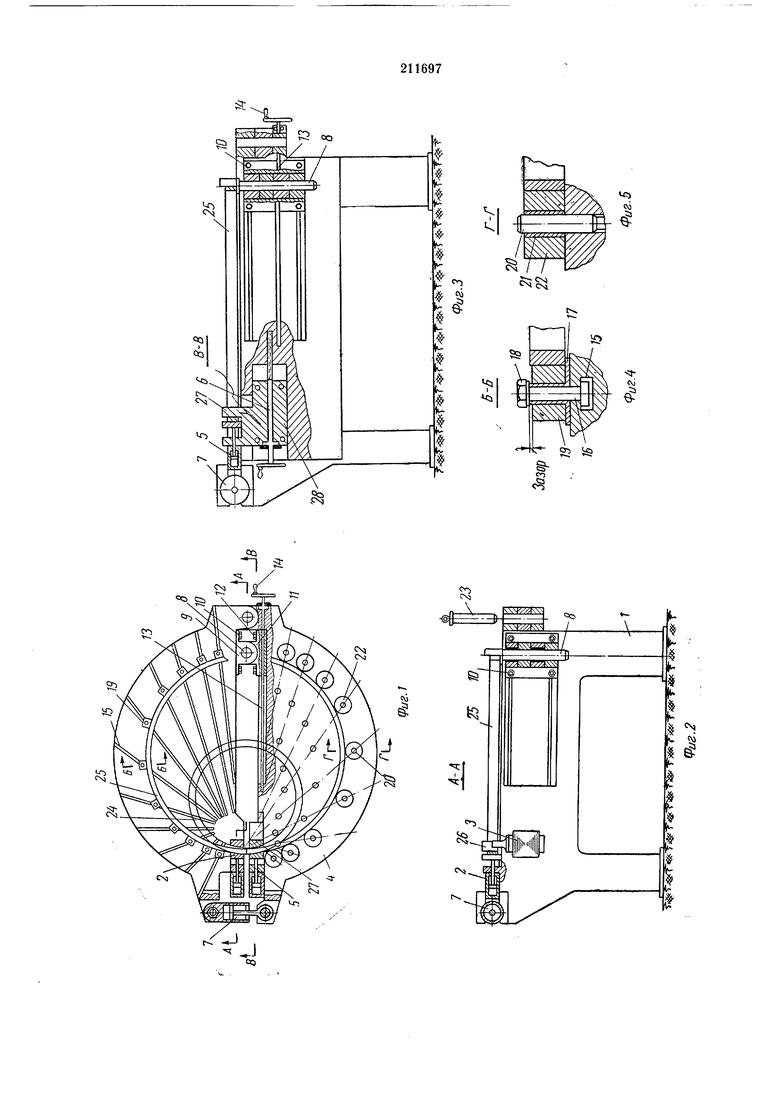
Па фиг. 1 дан общий вид сварочной машины; на фиг. 2 - разрез Л-Л фиг. 1; на фиг. 3 - разрез В-В фиг. 1; на фиг. 4 - разрез Б-Б фиг. 1; на фиг. 5 - разрез Г-Г фиг. 1.
с зажимом-цилиндром 5 (токоведущий зажим), имеющим возможность корректировки в направлении, перпендикулярном свар.ке, посредством винта 6. Стойка и плита шарнирно соединены с цилиндром осадки 7 и осью вращения 8.
Ось вращения 8 размещена в замке 9, соединенном болтами 10 со стойкой /, и в замке //, соединенном болтами 12 с плитой 4.
В замке 11 проходит винт 13, закрепленный
с возможностью вращения (от рукоятки 14).
После отвинчивания болтов 10 и 12 (при
вращении рукоятки 14) замки 9 и 11 вместе
с осью 8 имеют возможность перемещения по
пазам стойки / и плиты 4.
Па поверхности стойки / и плиты 4 выполнены Т-образные радиальные пазы 15, в которых расположены закладные болты 16 с втулками 17, гайками 18 и самоустанавливающимися упорами 19.
Вместо пазов для некоторых типов колец могут быть использованы располагаемые ло радиусам сверления, в которые устанавливаются штыри 20 со сменными роликами 21 и 22.
Стойка / и плита 4 снабжены дополнительными Приливами в которые устанавливается съемная ось 23.
упору 27, который расположен на ползуне 25, связанном с винтом 5.
Работа машины происходит следующим образом. СварАавмые Кольца закладываются в машину, после чего включаются цилиндры 2 и 5, осуш,естБляюш,ие лрижим свариваемых торцов к упорам 26 и 27, облидованным медными пластинами, соединенными гибкими перемычжаМИ с выводами вторичной обмотки сварочного трансфорМатора 5.
При необходимости двустороннего токоподвода упоры штоков цилиндров 2 и 5 также облицовываются сменными медными пластинами, соединенными со сварочным трансформатором. После несилового зажатия торцов с усилием, необходимым для надежного токоподвода, |враш,ением .винта 6 (три необходимости) обеспечивается совмеш,ение торцов за счет перемещения ползуна 25.
Ослабев прижатие болтов 16, самоустанавливающиеся упоры 19 леремещают в положение, Соответствующее свариваемому диаметру, и в этом положении их фиксируют затяжкой гаек У8 (на поверхности стойки и плиты имеются риски с цифровым указанием диаметров).
Длина болта и втулки 17 превышает на некоторую величину высоту упора -19, поэтому при затяжке гаек 18 болт прижимается к поверхности иаза и фиксируется от перемещений, а упор 19 имеет возможность свободного вращения на втулке 17.
В таком положении закрепленные по диаметру упоры играют роль бандажа, охватывающего кольцо по всему периметру.
Перемещая упоры по радиальным пазам, можно настроить машину на сварку любого диаметра «олец.
Для опраделенных типоразмеров колец, Вместо переставляемых по пазам упоров, могут быть использованы штыри, устанавливаемыз в сверления, расположенные .в радиальных направлениях на определенных диаметрах. При этом на щтыри могут одеваться сменные ролики, чем обеспечивается быстрая переналадка на ближайшие по диаметру типоразмеры колец.
Поскольку в этом случае касание роликов и свариваемых колец происходит по линии, применение такой схемы сварки ограничивается допустимыми удельными давлениями, зависящими от величины усилия осадки (в зависимости от свариваемых сечений).
Сварка колец производится обычным способом при помощи цилиндра 7 (плита 4, поворачиваясь на оси 8, приближается к стойке /). Поскольку плита 4, поворачиваясь вокруг оси 5, имеет перемещение ,в любой точке от
оси вращения до стыка, поверхность расположенных на плите упоров 19 (роликов 22) должна проскальзывать относительно поверхности свариваемого кольца. Рассогласование перемещений будет тем
больще, чем меньше диаметр кольца (например, кольцо 24 по отношению к кольцу 25). Для исключения этого фактора авторами предлагается перемещать центр вращения (ось 5), располагая его каждый раз на касательной к среднему диаметру кольца (со стороны, противоположной свариваемому стыку). Для перемещения оси необходимо отпустить болты 10 и 12 и, вращая рукоятку 14, посредством винта 13 переместить за-мки 11 и 9 с
осью 8 в требуемое положение, затем вновь затянуть болты 10 и 12. Предварительно для предотвращения смещения плиты 4 и стойки / в приливы стойки и плиты устанавливается фиксирующая закладная ось 23, удаляемая
после установки оси 8 в требуемое положение.
Предмет изобретения
Машина для контактной стыковой сварки замкнутых изделий, преимущественно колец,
содержащая неподвижную стойку, устройство для закрепления свариваемого кольца токоподводящие губки, а также привод оплавления и осадки, отличающаяся тем, что, с целью повышения производительности при настройке
машины на сварку колец различных диаметров, устройство для закрепления свариваемого кольца выполнено в виде поворотной плиты, установленной на неподвижной стойке с помощью изолированной оси, размещенной в пазу
стойки с возможностью перемещения, причем, на поверхности стойки и плиты выполнены радиальные пазы, в которых расположены фиксирующие уноры, настраиваемые на любой диаметр свариваемых колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАР:.;_] | 1969 |
|
SU251110A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО К МАШИНАМ Пу „-схиИЧЕСКАЯ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ! '^ плйОТЕКА | 1969 |
|
SU253261A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ СИЛЬФОНОВ | 1995 |
|
RU2087284C1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАНИПУЛЯТОР ДЛЯ ВРАЩЕНИЯ ШАРОВЫХ РЕЗЕРВУАРОВВСЕСОЮЗНАЯЛДТ!^йТНО-;1ХКк''гПНДЯ| | 1972 |
|
SU340498A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |