Изобретение касается сварки и может, быть использовано при восстановлении изношенных деталей злектроконтактной наплавкой.
Целью изобретения является расшире ние технологических возможностей путем, обеспечения наплавки длинномерных изделий.
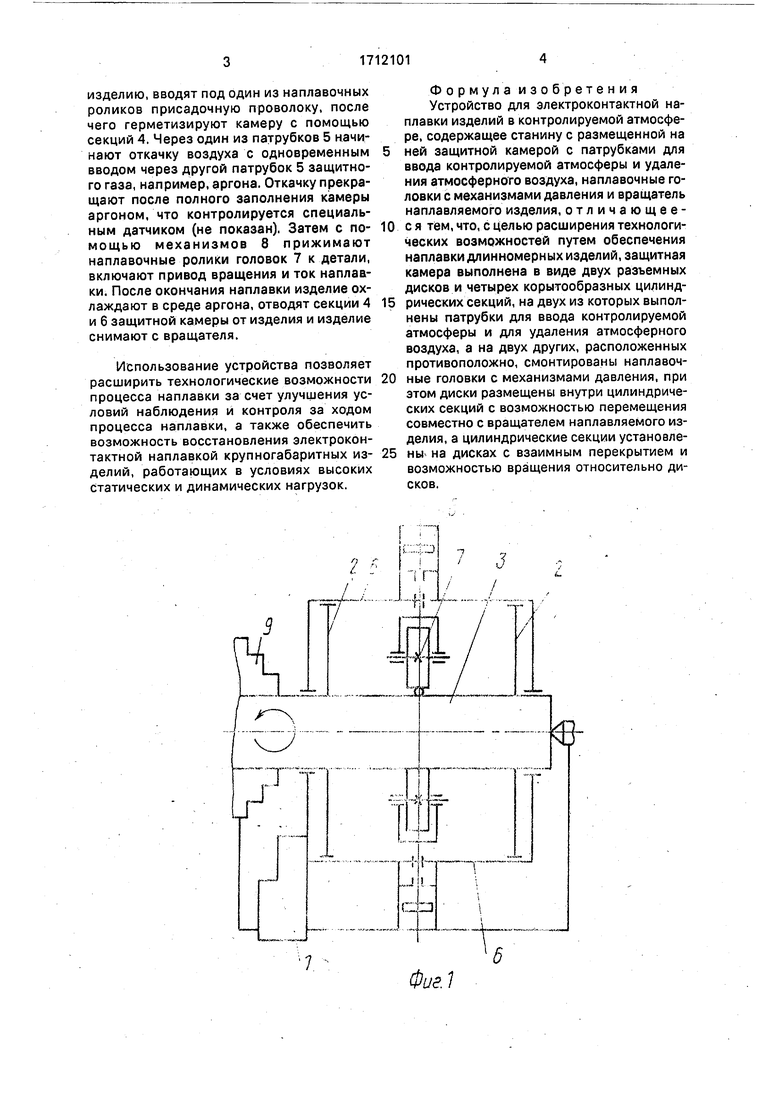
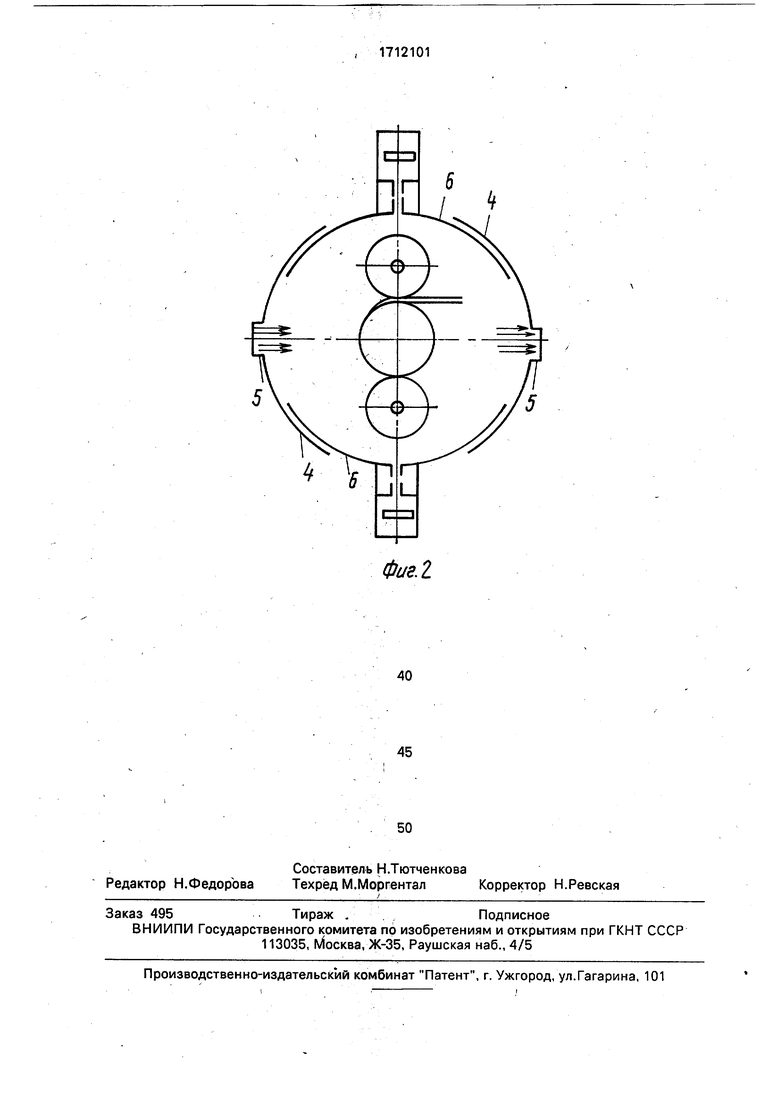
На фиг.1 и 2 изображены схемы устройства, соответственно вид спереди и вид сбоку.
Устройство содержит станину 1, на которой установлена защитная камера, состоящая из двух разъемных дисков 2, жестко закрепленных на наплавляемом изделии 3 с возможностью вращения вместе с ним, и четырех цилиндрических секций, образующих боковую поверхность защитной камеры. На двух секциях 4 выполнены патрубки
5 для ввода контролируемой атмосферы и удаления атмосферного воздуха. На двух других секциях 6, расположенных противоположно, смонтированы наплавочные головки 7 с механизмами 8 давления.
Защитная камера ограничивает зону наплавки на изделии от внешней среды. Наплавляемое изделие 3 закреплено во вращателе 9. Источник тока (не показан) смонтирован на станине и обеспечивает включение сварочных головок 7 в сварочный контур.
Устройство работает следующим образом.
Изделие фиксируют во вращателе, обеспечивающем его вращение со скоростью 0,2-2 об/мин. Вблизи зоны наплавки жестко крепят разъемные диски 2. Секция 6 вместе с наплавочными головками 7 подводят к
изделию, вводят под один из наплавочных роликов присадочную проволоку, после чего герметизируют камеру с помощью секций 4. Через один из патрубков 5 начинают откачку воздуха с одновременным вводом через другой патрубок 5 защитного газа, например, аргона. Откачку прекращают после полного заполнения камеры аргоном, что контролируется специальным датчиком (не показан). Затем с помощью механизмов 8 прижимают наплавочные ролики головок 7 к детали, включают привод вращения и ток наплавки. После окончания наплавки изделие охлаждают в среде аргона, отводят секции 4 и 6 защитной камеры от изделия и изделие снимают с вращателя.
Использование устройства позволяет расширить технологические возможности процесса наплавки за счет улучшения условий наблюдения и контроля за ходом процесса наплавки, а также обеспечить возможность восстановления электроконтактной наплавкой крупногабаритных изделий, работающих в условиях высоких статических и динамических нагрузок.
Формула изобретения Устройство для злектроконтактной наплавки изделий в контролируемой атмосфере, содержащее станину с размещенной на ней защитной камерой с патрубками для ввода контролируемой атмосферы и удаления атмосферного воздуха, наплавочные головки с механизмами давления и вращатель наплавляемого изделия, отличающеес я тем, что, с целью расширения технологических возможностей путем обеспечения наплавки длинномерных изделий, защитная камера выполнена в виде двух разъемных дисков и четырех корытообразных цилиндрических секций, на двух из которых выполнены патрубки для ввода контролируемой атмосферы и для удаления атмосферного воздуха, а на двух других, расположенных противоположно, смонтированы наплавочные головки с механизмами давления, при зтом диски размещены внутри цилиндрических секций с возможностью перемещения совместно с вращателем наплавляемого изделия, а цилиндрические секции установлены на дисках с взаимным перекрытием и возможностью вращения относительно дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ АРГОНОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2380205C1 |
Изобретение касается сварки и может бь1ть использовано при восстановлении изношенных деталей злектроконтактной наплавкой. Вблизи зоны наплавки жестко крепят на детали 3 разъемные диски 2. Секции 6 вместе с наплавочными головками 7 подводят к детали 3. Вводят под один из наплавочных роликов присадочную проволоку. Герметизируют защитную камеру, заполняют защитную камеру аргоном. Затем с помощью механизмов 8 давления наплавочные ролики головок 7 к детали 3, включают привод вращения и осуществляют наплавку. 2 ил.,
ф
Фие.2.
| Установка для сварки длинномерных труб в контролируемой атмосфере | 1984 |
|
SU1238928A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| и др | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Сварочное производство, Мг 4, 1980, с.'37-38. | |||
