1
Изобретение относится к технологии изготовления компактных теплооб- менных аппаратов.для тепловой, атомной,, нефтехимической и других отраслей промьш1ленности.
Цель изобретения - получение трубы с увеличенной ш верхностью ореб- рения и интенсивны - теплообменом при эксплуатации.
Предлагаемый способ заключается в спи.чальной торцовой навивке и приварке предварительно надрезанной с одного края металлической ленты на вращающуюся вокруг своей оси и продольно перемещающуюся трубу. Перед приваркой ленты производят пространственное разъединение кромок надрезов. Это обеспечивают выполнением надрезов клинообразными либо отгибкой или разворотом участков ленты между надрезами, Затем приваривают ленту к трубе надрезанным краем.
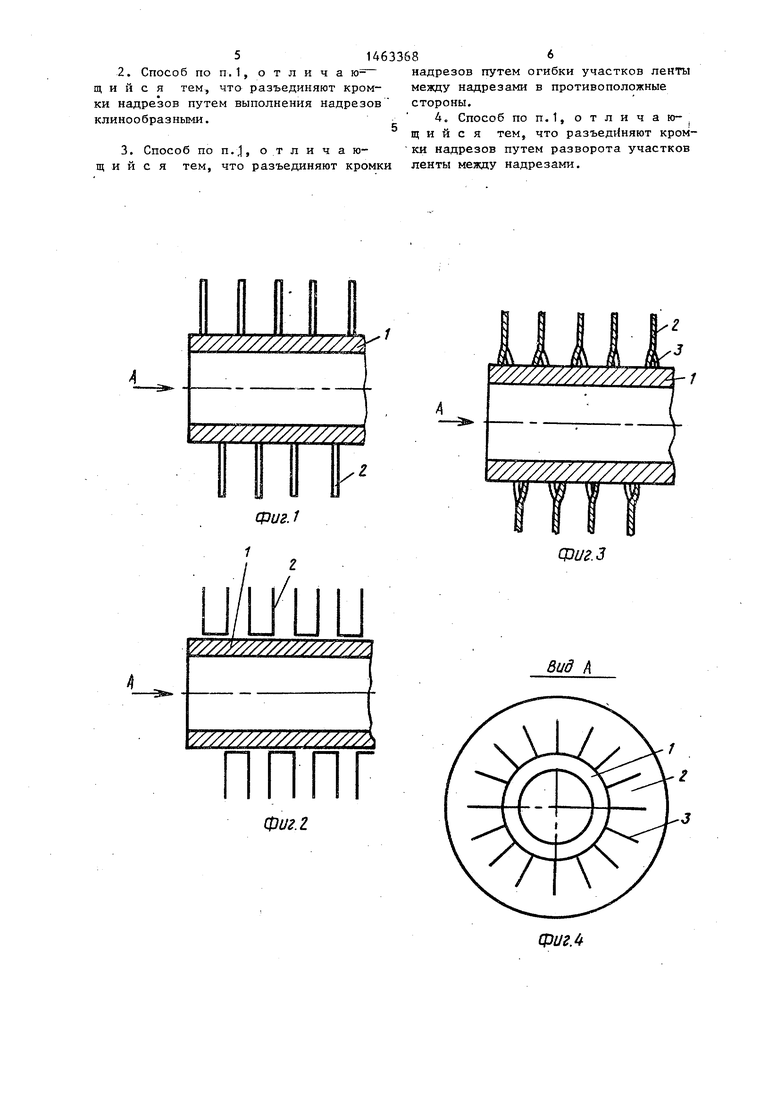
На фиг.1 показана труба с ребрами, выполненными спирашьной намоткой и , приваркой ленты, продольный разрез; на фиг.2 - то же, и с приваркой V- образного желобкового элемента; на фиг.З - то же, и с приваркой отогну31
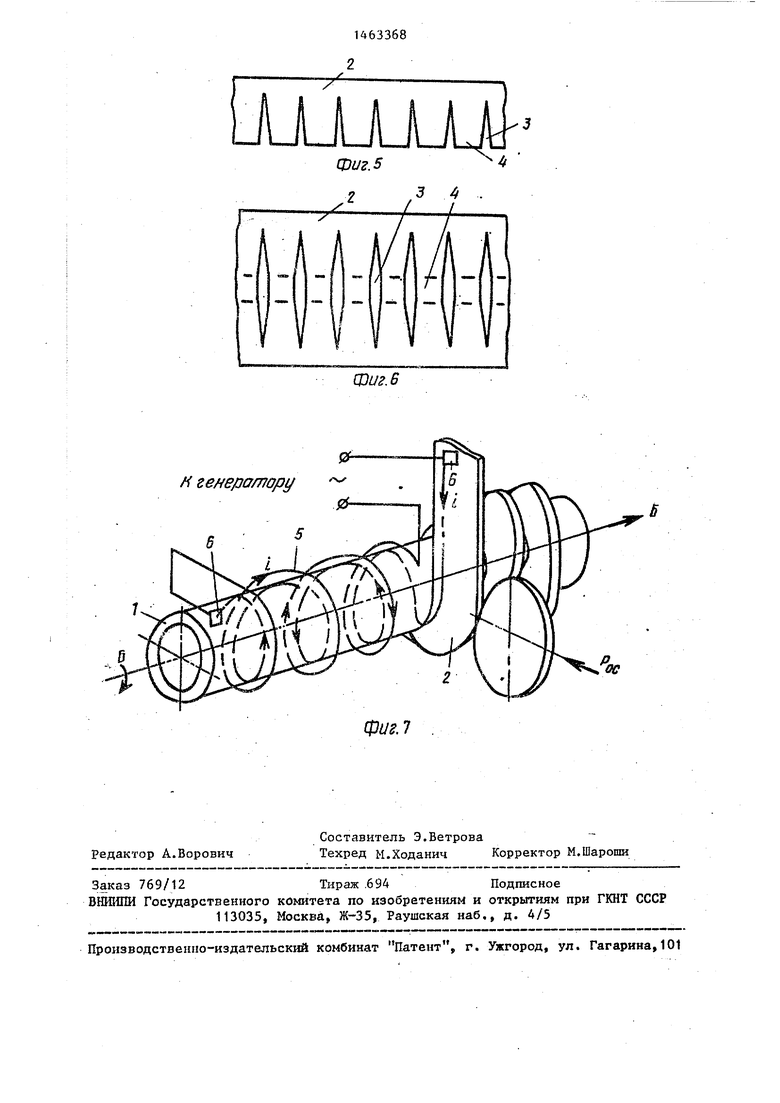
тых в противоположные стороны или ныполнениьк путем разворота участков ленты между надрезами; на фиг.4 - вид А на фиг.1-3J на фиг.5 - лента с надрезами перед сваркой (fpe6pemiovi трубы.по фиг.1 и 3; на фиг.6 - развертка V-образного элемента сребре- ния по фиг.2; на фиг.7 - условная схема осуп;ествления спиральной торцовой навивки и приварки ленты на :цилиндрическую трубу, аксонрметрия. j . Сребренная труба состоит из глад- I кой трубы 1 и спирального ребра (фиг. Т-4) , Ребро может формировать- 1 ся из гладкой ленты 2 (фиг.1 и 3) I или ленты, согну ой в виде желобко- I вого элемента (фиг.2), развертка ко- I торого 5 аедставлена на фиг.6 (пунк- тирными линия ш показаны линии сги- ; ба ленты в V-образный желобковый 1 элемент). При этом лента (фиг.5 и 6) I имеет пространственные разъединения I кромок.надрезов 3, после выполнения I которых.на ленте образовались участ- ; ки 4.
Способ изготовления трубы со спиральным оребрением осуществляют следующим образом.
На ленте 2 просеч1шм автоматом вьштамповывагот клинообразные или прямоугольные надрезы 3. При необходимости производят пространственное разъединение путем разворота, развода, отгибки кромок или самих участков 4 ленты 2 между просечками 3 (фиг,5 и 6). Затем ленту 2 сгибают по. пунктирным линиям (фиг.6) в желобок (фиг.2). Оребряют гладкую трубу t торцовош спиральной навивкой ленты 2 (фиг Л, 3 и 5) или навивкой V-об- разного желобкового элемента (фиг.-2 II 6), например, сваркой токами высокой частоты (фигЛ) следующим образом. Вращая и перемещая гладкую трубу 1 по сборке Б и наматывая лен- ту 2 (юти желобковый элемент) просеченным краем с одновременным пропусканием тока высокой частоты х через проводник 5, скользящие.контакты 6, части неоребренной трубы 1 и ленты 2, расположенной между KOHtaKTaMn 6 осуществляют разогрев и сварку трубы 1 и ребра ленты 2. При этом участки 4 на ленте 2 (фиг.З и 6) всегда находятся в области сжимающихся (знутранних) волокон ребра и в процессе горячей деформащш торцы
3368
участков 4 сходятся в кольцо друг с другом, при необходимости полностью или частично вытесняя пространство между торцами клинообразных
надрезов 3 (фиг.4). Это позволяет существенно увеличить высоту .ребра без гофрировки его основания. При этом не теряется поверхность ребра.
0 Для интенсификации теплообмена кромки надрезов не должны полностью сходиться при деформации ленты 2 в кольцо, но если участки 4 между надрезами 3 будут заранее отогнуты в противо15 положные стороны или развернуты
(фиг.З), то интенсификация Теплообмена будет еще большей за счет перетечек смывающего.потока в основании ребра между участками 4.
JQ Таким образом, достигаются следующие преимущества: может быть увеличена высота ребра при малом Диаметре трубы (.увеличивается коэффициент оребрения)5 интенсифицируется тешто- 25 отдача, сохраняется эффективная тех- нология прив. фки ребра токами высокой частоты.
Зкономический эффект определяется 0 .уменьшением трудозатрат на изготовление поперечно оребренной трубы, поскольку при одинаковом коэффициенте оребрения поверхности требуется приварить ленту меньшей длины, но большей высоты, что раньше было ограничено по условиям гофрировки основания ребра. Использование предлагаемого .способа позволит расширить .границы технологических возможностей существующих и внедряетдихся промыш- ленных установок, приведет к повышению их производительности при равной суммарной поверхности нагрева.
5
45
Формула изобретения
1. Способ изготовления трубы со спиральньм оребрением, при котором подают ленту по касательной к трубе,
на ребро наносят с одного края ленты надрезы, навивают ленту по спирголи на вращающуюся и перемещаюио юся трубу и приваривают ленту к трубе, отличающийся тем, что,
с целью увеличения поверхности оребрения и интенсивности процесса теп- ,, лообмена, перед приваркой к трубе кромки надревов разъединяют, а при- уваривают ленту надрезанным краем.
2.Способ по п.1, о т л и ч а ю щ и и с я тем, что разъединяют кромки надре зов путем выполнения надрезов клинообразными.
3.Способ по n.J, о т л и ч а гонадрезов путем огибки участков ленты между надрезами в противоположные стороны.
4. Способ ПОП.1, отличаю- щ и и с я тем, что разъединяют кромки надрезов путем разворота участков

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ спирального оребрения труб | 1985 |
|
SU1296341A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712110A1 |
| ТЕПЛООБМЕННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1989 |
|
RU2028571C1 |
| Способ высокочастотной сварки | 1983 |
|
SU1139593A1 |
| Способ изготовления теплообменного элемента | 1990 |
|
SU1772574A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1719180A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712111A1 |
| Способ изготовления теплообменной трубы | 1986 |
|
SU1409388A1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| Теплообменник и способ его изготовления | 1986 |
|
SU1744408A1 |
Изобретение относится к технологии изготовления компактных тепло- обменных аппаратов для тепловой, атомной, нефтехимической и других , отраслей промышленности. Цель изобретения - увеличение поверхности ореб- рения и.интенсификация процесЬа теплообмена. Производят спиральную торцовую навивку и приварку предвари-. тельно надрезанной с одного края металлической ленты на вращающуюся вокруг своей оси и продольно перемещающуюся трубу. Перед приваркой ленты производят пространственное разъединение кромок надрезов. Приваривают ленту к трубе стороной с надрезами. Предварительно производят пространственное разъединение кромок на.дрезов путем разворота, отгибки участков ленты между надрезами или выполнения надрезов клинообразными. Этим обеспечивается возможность перетечек омывакщего потока охлаждающей среды в основании ребра. Кроме того, может быть увеличена высота ребра при малом диаметре трубы. 3 з.п.ф-лы, .7 ил. (Л
щ и и с я тем, что разъединяют кромки ленты между надрезами.
///////////////А
V/////////////////.
X
Фиг.1
LJ/L/U и
Y///////////////77//
//////////////7//7Л
пппг
фиг.г
/////////////////A l
7///////////////7.
Фиг.з
Вид А
фиг Л
/у генеро/77ору
т и г. 6
.
фигЛ
| КОМПОЗИЦИЯ ДЛЯ РЕМОНТА АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ | 2007 |
|
RU2352599C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ ПОЛОТНА ВОЛОКНИСТОГО МАТЕРИАЛА | 0 |
|
SU233458A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
