ю
о: со
00
1
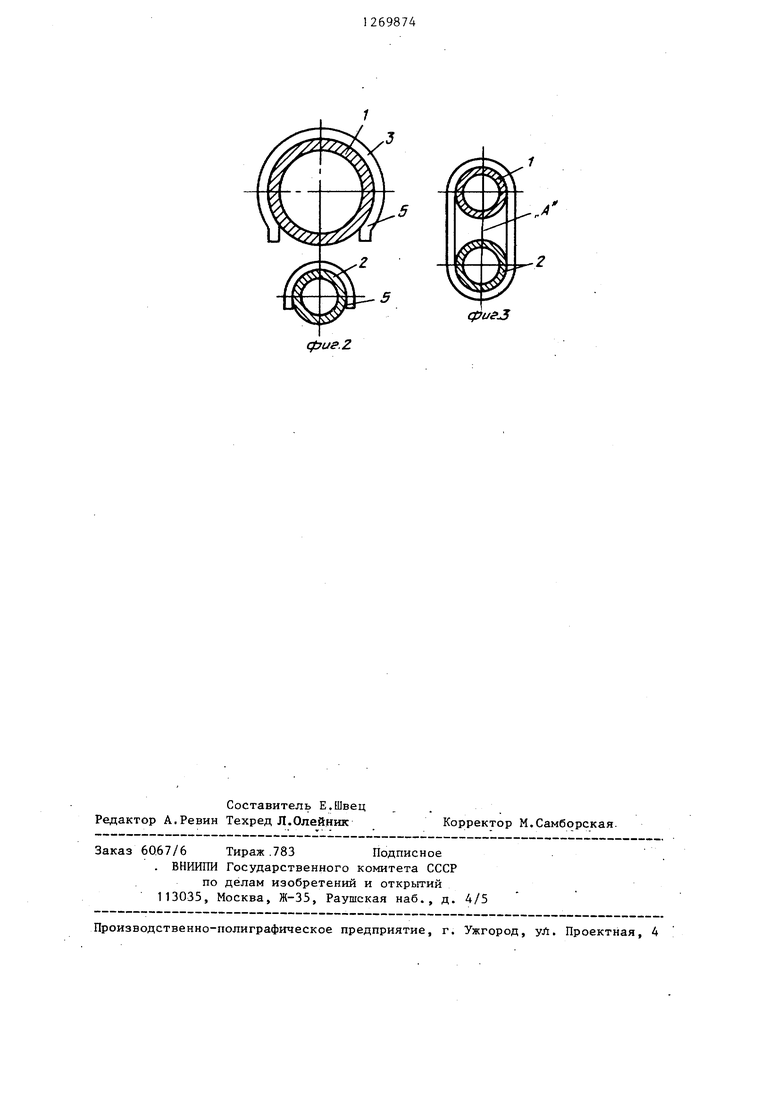
Изобретение относится к производству оребренных труб и может быть использовано, во всех отраслях, изготавливающих.и использующих оребренрше трубы (например, в энергетике, в химическом и нефтяном аппаратостроении в холодильной технике и в технике опреснения морской воды). Цель изобретения - снижение энергозатрат, расхода материалов на оребрение и повышение производительности На фиг. 1 изображены две совместно оребренные трубы, разрез ; на фиг. 2 оребренные трубы с неполным периметром оребрения; на фиг.З - оребряемые теплообменные трубы, установленные между собой с зазором. Способ осуществляют следующим образом.
Способ изготовления оребренных теплообменных труб с неполным по периметру оребрением состоит в том, что две параллельно расположенные трубы 1 и 2 (фиг.1 - 3) вращают вокруг оси симметрии пакета и наматывают при этом по спирали ребра 3. Затем закрепляют ребра на оребряемой поверхности в местах их контакта (А - В) и с гладкой поверхностью трубы (например, контактной или радиочастотной сваркой). Оребренные таким способом трубы разделяют в зазоре между ними, например, абразивным кругом 4 по оребряющей поверхности 3, которая имеет 12
Формула изобретения
Способ изготовления оребренных теплообменных труб прёимуществеНно с частичным оребрением путем навивки и приварки на их наружную поверхность спирального ребра, отличающийся тем, что, с целью,снижения энергозатрат, расхода материала на оребрение и повышения производительности, трубы располагают параллельно друг другу с образованием единого пакета, спиральное ребро набивают на этот пакет, а после приварки производят разделение труб по зазору между ними. 4 свободно свисающие концы 5. Дпина свободно свисающих концов ребер регулируется зазором А между двумя совместно оребряемыми трубами. Предлагаемый способ оребрения наружных поверхностей позволяет получить теплообменные элементы с неполным по длине периметра оребрением, повысить на 50 % и более производительность ореб.ряющих устройств и автоматических сварных линий при одновременном уменьшении (до 50 %)расхода материала на оребрение. Применение теплообменных труб с неполным периметром оребрения интенсифицирует теплообмен (на 20 - 25%) и уменьшает габариты и металлоемкость горизонталь но-трубных коденсаторов.
фиёЗ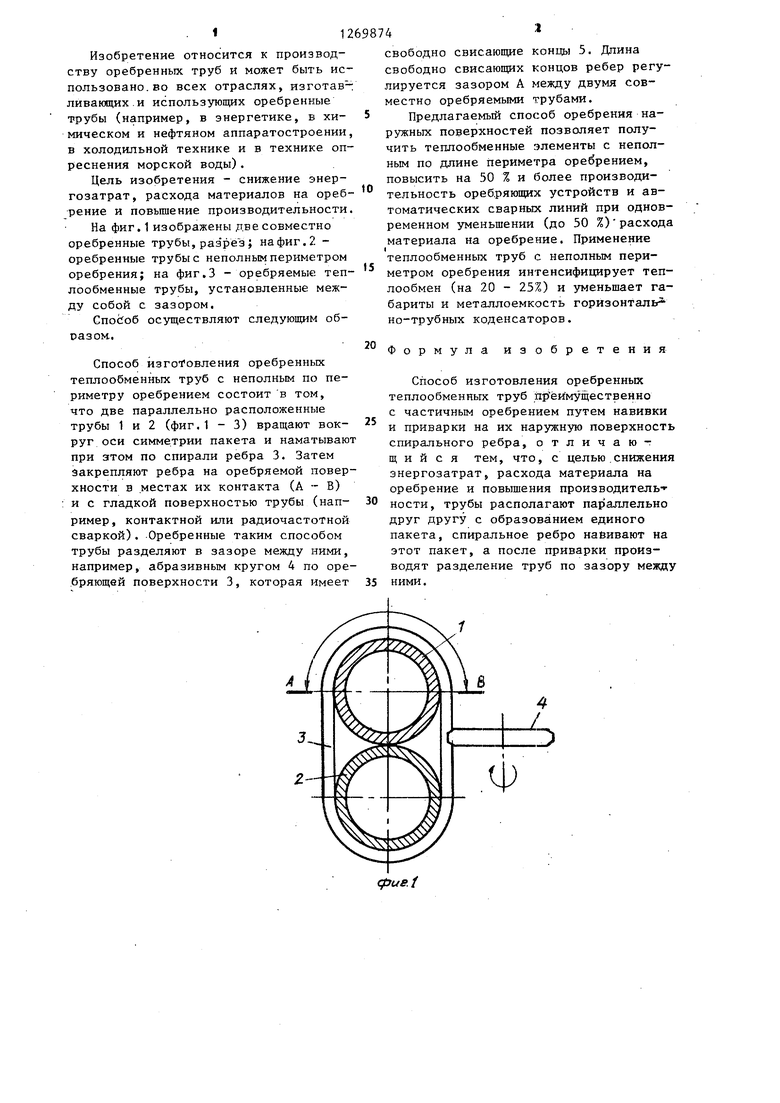
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712110A1 |
| Трубчатый спиральный теплообменник и способ его изготовления | 1986 |
|
SU1334028A1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1712111A1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| Способ изготовления трубы со спиральным оребрением | 1987 |
|
SU1463368A1 |
| Способ изготовления теплообменника | 1990 |
|
SU1765678A1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
| ТРУБЧАТЫЙ ТЕПЛОПЕРЕДАЮЩИЙ МОДУЛЬ | 2006 |
|
RU2314463C2 |
| СПОСОБ СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ | 2003 |
|
RU2243870C1 |
| Способ изготовления теплообменных элементов | 1986 |
|
SU1719180A1 |
Изобретение относится к области обработки металлов давлением, в частности, к способам изготовления оребренных теплообменных труб. Изобретение позволяет изготовить частично оребренные по периметру теплообменныё трубы с уменьшением энергозатрат, расхода материала на оребрение и повьппением производительности. Две трубы располагают параллельно с образованием одного пакета и затем производят навивку и приварку спирального ребра на этот пакет. Оребренные таким образом трубы разделяют в зазоре между ними по оребряющей поверхности 3| которая имеет свободно висающие концы 5. Длина концов 5 регулируется зазором А мезвду двумя совместно оребренными трубами. 3 ил.
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
