Изобретение относится к технологическим процессам и способам ремонта деталей машин, в частности к способам борьбы с трещинами на изделиях, и может быть использовано в машиностроении и ремонтной практике перерабатывающего комплекса.
Цель изобретения - повышение производительности труда и расширение технологических возможностей.
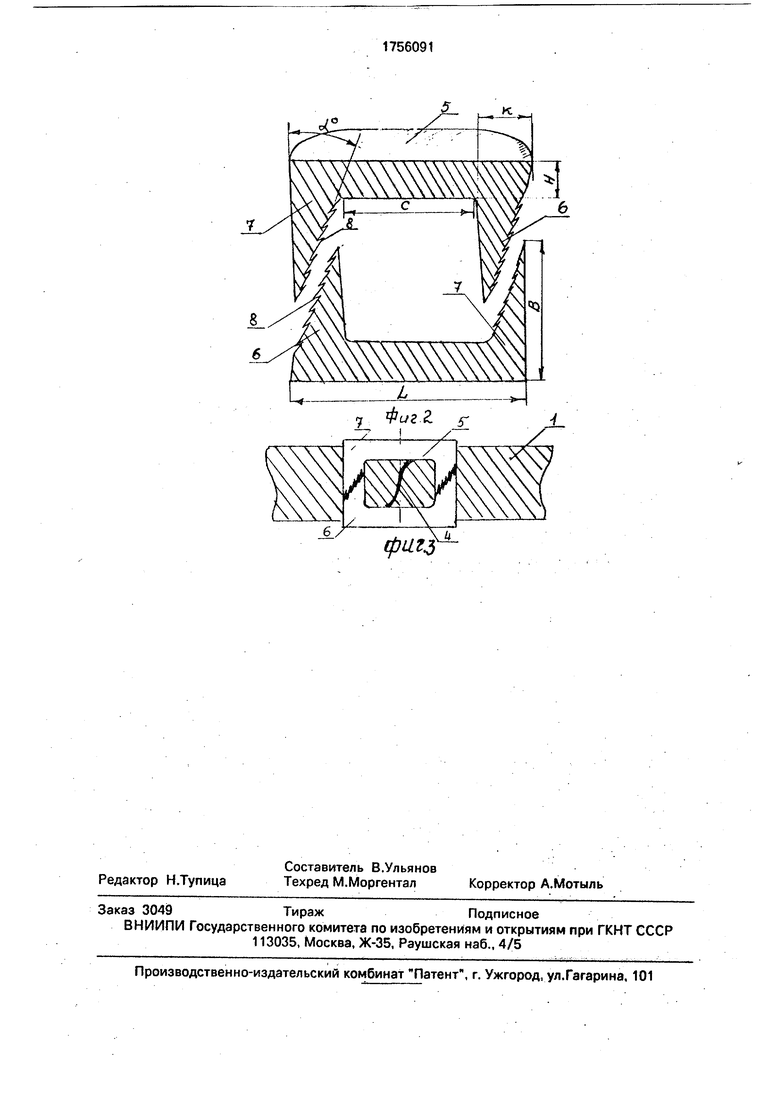
На фиг.1 изображено изделие с разделенными пазами под вставки; на фиг.2 - положение П-образных вставок в разомкнутом состоянии до запрессовки; на фиг.З - сечение изделия в зоне трещины после ремонта.
Способ осуществляют следующим образом.
С обеих сторон изделия 1 выполняют фигурные пазы 2 с сквозными отверстиями 3 в направлении, перпендикулярном направлению развития трещины 4, в которые запрессовывают идентичные П-образные вставки. П-образная вставка имеет перемычку 5, сопрягаемую по краям с коническими шипами 6 и 7. Насечка 8, вершины зубьев которой направлены в сторону перемычки 5, на шипе 6 вставки выполнена на его наружной поверхности, а на шипе 7 этой же вставки - по внутренней конической поверхности. При запрессовке вставок навстречу одна другой с обеих сторон изделия 1 через фигурные пазы 2 и сквозные отверстия 3 в конечной стадии ремонта они сопрягаются по этим коническим поверхностям.
ч сл о о ю
В результате запрессовки вставок за счет действия конических шипов производится раздача отверстий, а надежное скрепление вставок между собой осуществляется в основном за счет переплетения вершин зубцов пилообразной насечки в замок.
Использование идентичных вставок с сопрягаемыми коническими поверхностями расширяет технологические возможности способа ремонта применения более простого одного штампа по сравнению с известным способом без высоких требований по точности размеров, снижает расход материалов до 20%, исключает п ромежуточную операцию подбора вставок на их совместимость перед запрессовкой. Использование идентичных вставок позволяет упростить и частично механизировать технологический процесс ремонта изделий с типовыми дефектами в виде вертикальных или близких к ним трещин, что повышает производительность труда на 17-20%.
П р и м е р. В корпусной детали - коробке передач трактора с краевой вертикальной трещиной длиной 24 мм, шириной раскрытия в вершине д 1 0,15 мм, по середине «32 0,25 мм и на краю 5 з 0,35 мм выполнены два фигурных паза на расстоянии s « 20 мм. Фигурный паз состоит из двух отверстий диаметром 5 мм с межцент- ровым расстоянием I 17,5 мм и выемкой глубиной h « 3 мм. В фигурные пазы запрессовывают с обеих сторон изделия идентичные вставки, имеющие перемычку длиной L - 20 мм и толщиной Н 4 мм с
двумя коническими шипами на концах с высотой В 15 мм, С 10 мм и шириной шипа К - 5 мм с углом « 20-22°.
На наружной поверхности одного шипа вставки выполнена насечка в виде пилообразных зубьев шириной 1,5 мм, вершины которых направлены в сторону перемычки, а на другом шипе этой же вставки - идентичная насечка, но уже с внутренней поверхности.
П-образные вставки, вводимые в выемки, а затем в сквозные отверстия с обеих сторон изделия навстречу одна другой, с усилием сопрягают именно по этим коническим поверхностям.
При работе трактора в течение полевого сезона не наблюдалось раскрытия трещины и ее дальнейшего распространения.
Формула изобретения
Способ ремонта изделий с трещинами, при котором в ослабленной зоне с обеих сторон изделий выполняют фигурные пазы в направлении, перпендикулярном направлению трещины, и запрессовывают в них навстречу одна другой идентичные П-образные вставки, на конических поверхностях которых выполнена пилообразная насечка, вершины которой направлены в сторону перемычки, отличающийся тем, что, с целью повышения производительности труда и расширения технологических возможностей Способа, насечку выполняют на наружной поверхности одного шипа вставки и на внутренней поверхности ее другого шипа, а при запрессовке вставок их сопрягают по коническим поверхностям.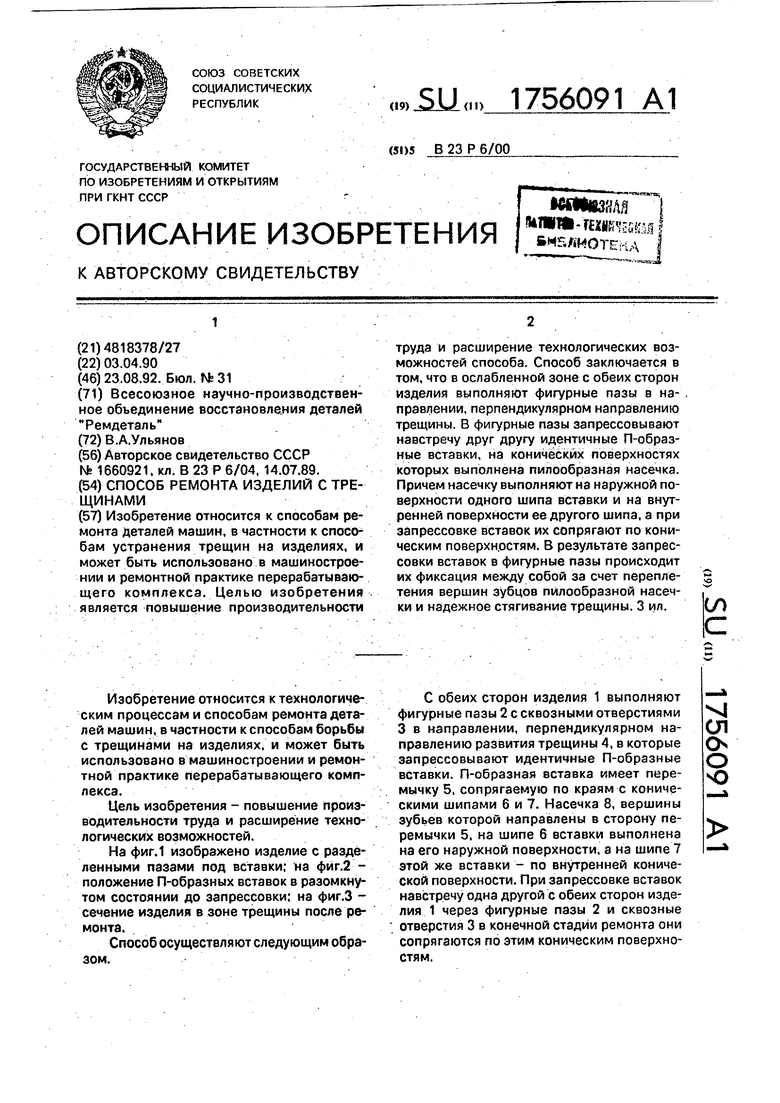

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта изделий с трещинами | 1989 |
|
SU1660921A1 |
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| Способ ремонта деталей с трещинами | 1985 |
|
SU1329940A1 |
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| Способ ремонта литых деталей с трещинами | 1990 |
|
SU1766641A1 |
| Способ восстановления работоспособности деталей с усталостными трещинами | 1986 |
|
SU1368153A1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1989 |
|
SU1660922A1 |
| Способ ремонта изделий с трещинами | 1988 |
|
SU1567348A1 |
| Фигурная вставка для ремонта деталей с трещинами | 1981 |
|
SU1009688A1 |
Изобретение относится к способам ремонта деталей машин, в частности к способам устранения трещин на изделиях, и может быть использовано в машиностроении и ремонтной практике перерабатывающего комплекса. Целью изобретения является повышение производительности труда и расширение технологических возможностей способа. Способ заключается в том, что в ослабленной зоне с обеих сторон изделия выполняют фигурные пазы в направлении, перпендикулярном направлению трещины. В фигурные пазы запрессовывают навстречу друг другу идентичные П-образ- ные вставки, на конических поверхностях которых выполнена пилообразная насечка. Причем насечку выполняют на наружной поверхности одного шипа вставки и на внутренней поверхности ее другого шипа, а при запрессовке вставок их сопрягают по коническим поверхностям. В результате запрессовки вставок в фигурные пазы происходит их фиксация между собой за счет переплетения вершин зубцов пилообразной насечки и надежное стягивание трещины. 3 ил. сл с
«&иг1
А/
| Способ ремонта изделий с трещинами | 1989 |
|
SU1660921A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
