Г1 4
Изобретение отнрсится .к машиностроению, в частности к-техническим средствам изготовления- полых изделий из композиционного материала, преимущественно изделий типа усеченного полого конуса.
Наиболее близкой к изобретению по технической сущности является оправка для изготовления деталей из композиционного материала методом намотки, включающая основную обечайку, концентрично ей расположенную дополнительную об.ечайку из материала с коэффициентом линейною,расщирения, равным коэффициенту линейного расширения изделия, и ограничительные фланцы, один из которых соединен с основной .обечайкой 1юср.едство.м..расположенных на торце винтов.
Однако при намотке.заготовки на оправку и создании давления формования перед нагревом заготовки дополнительная обечайка воспринимает-значительные силовые нагруз-кй. Поскольку основная обечайка имеет зазор С дополнительной обечайкой навеличину теплового расширения материала основной обечайки, изменяющийся до и.уля iipn иягреве до -температурЫ отверждения, то 5огТбЛните 11 ная обечайк-а из комиозициоинбго Материала находится в напряженчо-деформйрованНЬм состоянии, что приводит к появлению деформации и трещин, к нару1:иению точностей размеров изготавливаеной детали и сокращению срока эксплуатации .
Целью изобретения является повышение качества изделий и эксплуатационных свойств.
На чертеже показана оправка для изготовления полых изделий из композиционного материала.
Оправка состоит из основной обечайки 1, прикрсп..1енной к валу 2, . дополнительной обечайки 3 из материала с .тем ;же .коэффициентом линейного расширения, что и изготавливаемое изделие, с закр епленным с ней концевым элементом в.виде фланца 4, ф.танца 5, жестко соединенного с тбраом дополнительной обечайки 3 и имеющего возможность про.аольного перемеш.епия относительно основной обечайки , .тарированных пружин 6, установленнь х на винтах 7, жестко соединенных с основной- обечайкой оправки 1, разделительного антиадгезионного элемента 8, на который -наматывается композиционная лента, образующая изделие 9.
Оправка для изготовления полых изделий из КОМПОЗИЦИОННОГО: материала работает следующим об разом.Перед намоткой на основную обечайку I устанавливаЮ.т дополнательную обе.чайку 3 из композиционного материала с жестко закрепленным к ней фланцем 4. Крепят фланец 5 к торцу дополнительной обечайки 3 и соединяют его винтами 7 с установленньши на них 1ружинами б с торцом основной обечайки 1. Устанав.чивают разделительный элемент 8 из антиадгезионного материала.
например фторопластовой пленки. Производят намотку материала заготовки на обечайку оправки 3, после чего заготовку устанавливают в автоклав, создают давление формования и нагревают ее до температуры отверждения материала.
При нагреве заготовки до температуры отверждения происходит тепловое расширение основной 1 и дополнительной 2 обечаек оправки. Если коэффициент теплового расширения материала основной обечайки 1
больше, чем дополнительной 3, то под действием возникающих сил на границе дополните тьная обечайка - основная обечайка, больших по величине усилия пружин 6, дополнительная обечайка перемещается к меньшему торцу, что уменьшает напряженно-деформируемое состояние дополнительной обечайки. Оптимальное усилие прижатия дополнительной обечайки 3 к основной 1
„ обеспечивается тарированными пружинаМ/
ми о.
Если коэффициент теплового раси ирения материала основной обечайки .меньше, чем дополнительной, то дополнительная обечайка 3 перемещается в сторону большего торца под действием усилия пружин 6. При достижении температуры отверждения материала заготовки производят выдержку несколько .часов. После этого ее охлаждают до температуры окружающей среды. При охлажде НИИ оправка работает аналогично, как и при нагреве, только перемещения дополнительной обечайки 3 относительно основной 1 осуществляются в обратном направлении. Извлекают отвержденную заготовку с автоклава и отсоединяют фланец 5 от дополнительной обечайки 3 и винты 7 с пружинами 6 от основной обечайки 1. После этого производят распрессовку отвержденной заготовки с оправки и направляют ее на последующую технологическую операцию, например на
0 механическую обработку.
Применение данной оправки позволяет повысить качество изготовления изделия за счет увеличения точности изготовления линейнь1х размеров изделий, а также повысить эксплуатационные свойства оправки увеличением срока ее эксплуатации.
Формула изобретения
Оправка для изготовления полых изделий Q из композиционного материала, включающая установленную на валу основную обечайку, концентрично ей расположенную дополнительную обечайку из материала с коэффициентом линейного расширения, равным коэффициенту линейного расширения изде5 ЛИЯ, и ограничительные фланцы, один из которых соединен с основной обечайкой посредством расположенных на торце винтов, отличающаяся тем, что, с целью повышения качества изделий и эксплуатационных свойств, она снабжена тарированными пру56
жинами, установленными на винтах для со-с дополнительной обечайкой с возможностью
единения основной обечайки и одного изпродольного перемещения относите тьно осфланцев, другой из которых жестко соединен новной обечайки.
1712179
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления деталей из композиционного материала методом намотки | 1983 |
|
SU1100112A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2050283C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2445207C1 |
| Металлическая оправка для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки полимерных композиционных материалов | 2023 |
|
RU2817224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ ПОЛА ПЛАНЕРА САМОЛЕТА СЕТЧАТОЙ СТРУКТУРЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412053C1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
Использование: изготовление оболочек типа усеченного полого конуса из композиционного материала методом намотки. Сущность изобретения: конструкция оправки содержит основную 1 и дополнительную 3 обечайки, последняя выполнена с коэффициентом линейного расширения, как у изделия и установлена подвижно относительно основной, Ограничительные фланцы 4 и 5 жестко соединены с торцами дополнительной обечайки, перемещение которой определяется как сумма теплового расщирения дополнительной 3 и основной 1 обечаек в осевом и радиальном направлениях за счет прижатия ограничительного фланца у меньшего торца оправки пружинным элементом 6, установленным на винте 7, жестко соединенным с торцом основной обечайки. 1 ил.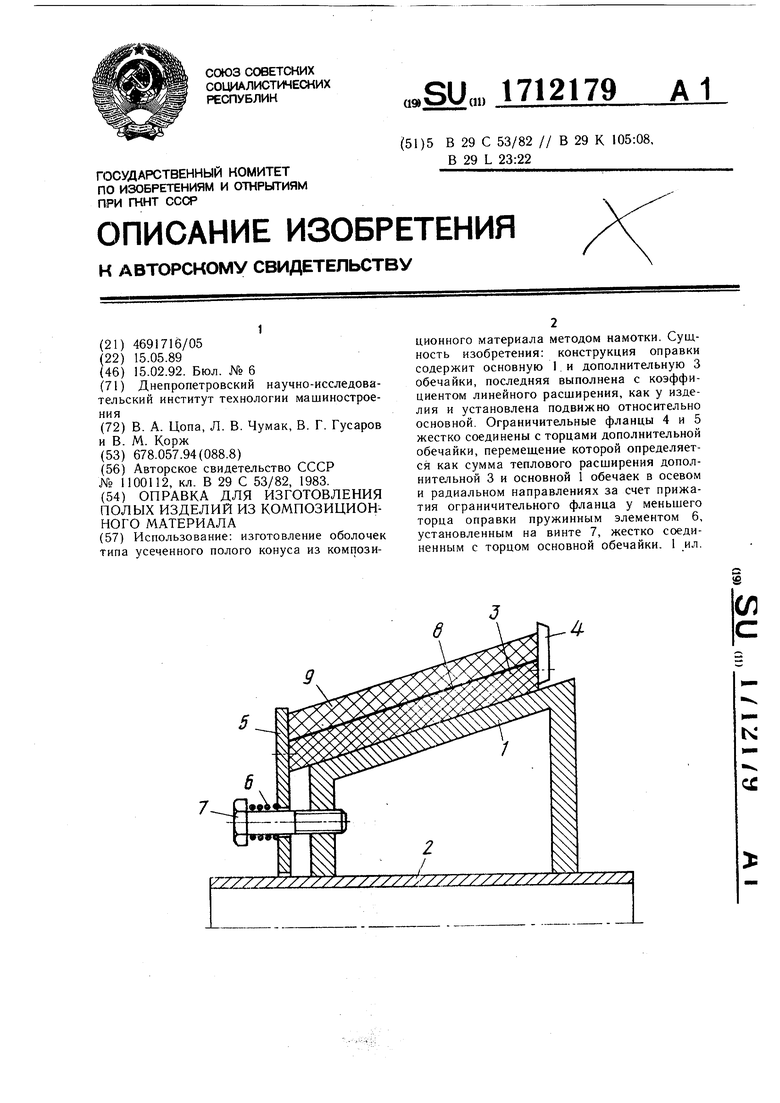
| Оправка для изготовления деталей из композиционного материала методом намотки | 1983 |
|
SU1100112A1 |
| Солесос | 1922 |
|
SU29A1 |
