Изобретение относится к области машиностроения, в частности, к устройствам для изготовления деталей из композиционного материала методом намотки, например, из препрега.
Известна оправка для намотки тел вращения, содержащая разрезную обечайку, механизм разжима обечайки с распорными элементами 1.
Однако эта оправка не обеспечивает требуемой точности при изготовлении композиционных деталей большого диаметра за счет того, что металлическая обечайка при нагревании в процессе полимеризации расширяется больше, чем намотанная деталь, что приводит к нарушению точности изготавливаемой детали. К тому же данная оправка сложна и громоздка при производстве крупногабаритных деталей.
Наиболее близкой к изобретению потехнической сущности является оправка для изготовления деталей из композиционного материала методом намотки, включающая обечайку и ограничительные фланцы 2.
Однако такая конструкция оправки при ее разборке при съеме изделия приводит к повреждению внутренней поверхности трубы.
Кроме того, при полимеризации детали в процессе нагревания линейные размеры обечайки за счет разности коэффициентов линейного расширения увеличиваются больше, чем детали, что приводит к нарушепию точности изготавливаемой детали.
Так, например, если обечайка из алюминия диаметром 1500 мм, то она увеличивает внутренний диаметр изготавливаемой композиционной детали на 3 мм. При этом за счет сжатия внутренних слоев композиционного материала обечайки в изделии после отверждения сохраняются большие внутренние напряжения, что приводит к Преждевременному разрушению детали.
Целью изобретения является повышение точности и качества изготавливаемого изделия.
Поставленная цель достигается тем, что оправка, включающая обечайку и ограничительные фланцы, снабжена дополнительной обечайкой из материала с тем же коэффициенто.м линейного расширения, что и изготавливаемое изделие, зафиксированной в радиальном направлении через антиадгезионную прокладку относительно основной обечайки с зазором, равным величине ее температурного расширения.
Кроме того, дополнительная обечайка зафиксирована относительно основной обечайки посредством установленного на последней кольца с равномерно распределенными по его периметру выступами, входящими в пазы, выполненные на внутренней поверхности дополнительной обечайки.
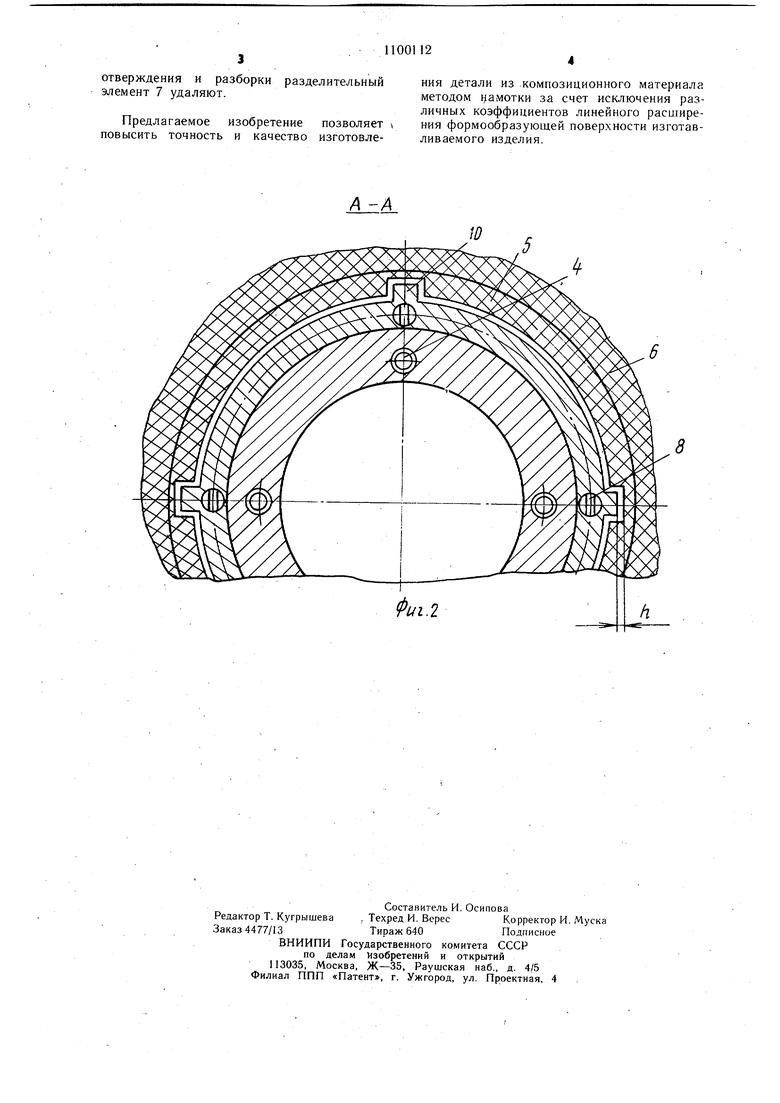
На фиг. 1 показала оправка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Оправка состоит из бсновной обечайки 1 с одним концевым элементом в виде фланца 2, другого концевого элемента-- фланца 3, крепящегося к обечайке 1 с помощью винтов 4, дополнительной обечайки 5, изготовленной из того же материала, что и изготавливаемое изделие 6 или из материала с тем же коэффициенто.м линейного расширения, что и изготавливаемая деталь и разделительного элемента 7, например, пленки из фторопласта, на который уже наматывается композиционная лента, образующая изделие 6.
Для фиксирования дополнительной обечайки 5 в радиальном направлении в процессе намотки и передачи ей вращающего момента к основной обечайке 1 жестко прикреплено винтами 8 фиксирующее кольцо 9 с щина.ми 10, входящими в соответствующие пазы во вспомогательной обечайке 5.
Оправка работает следующим образом.
Для изготовления дополнительной обечайки 5 на основную обечайку 1 с закрепленными винтами 4 концевым элементом 3 без фиксирующего кольца 9 производят намотку композиционной ленты того же состава, что и изготавливаемое изделие 6, до требуемого размера. После отверждения между дополнительной обечайкой 5 и основной 1 образуется за счет разности коэффициентов линейного расширения (обечайка I, изготовлена, например, из алюминия), зазор h.
Затем отвержденную обечайку 5 снимают, выполняют в ней пазы со стороны внутреннего диаметра под щипы 10 фиксирующего кольца 9 и доводят обечайку 5 до требуемого размера по длине и по наружному диаметру. Производят сборку оправки вместе с дополнительной обечайкой 5 и фиксирующим кольцом 9.
При этом выдерживают между шинами 10 кольца 9 и дном пазов дополнительной абечайки 5 зазор, равный температурному зазору между дополнительной обечайкой 5 и основной обечайкой 1. Производят намотку детали 6.
В процессе изготовления детали 6 при отверждении под действием нагрева она и дополнительная обечайка 5 расширяются на одинаковую величину,так как они с одинаковым коэффициентом линейного расширения. А металлическая обечайка 1 выбирает зазор h и обеспечивает жесткость дополнительной обечайки 5, а также ее концентричность.
После отверждения детал,ь 6 и дополнительная обечайка 5 усаживаются на одинаковую величину, в результате чего не происходит искажения размеров детали и возникновения внутренних напряжений. После
отверждения и разборки разделительный элемент 7 удаляют.
Предлагаемое изобретение позволяет повысить точность и качество изготовления детали из композиционного материала методом (амотки за счет исключения различных коэффициентов линейного расширения формообразующей поверхности изготавливаемого изделия.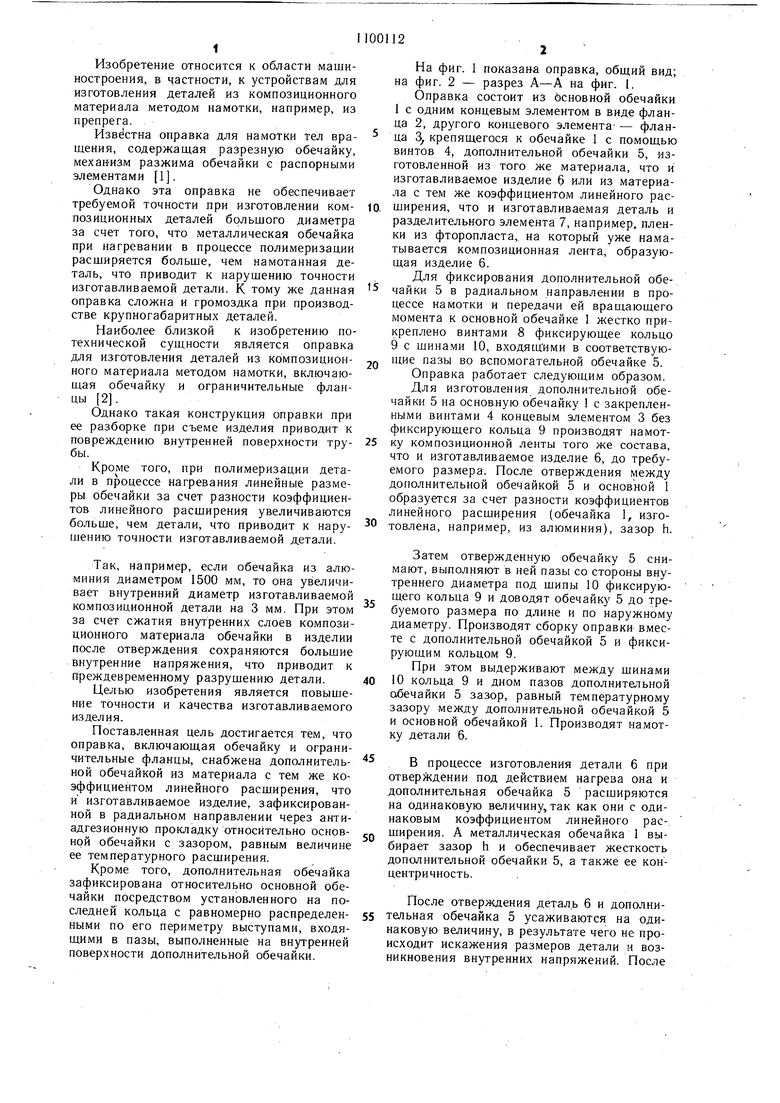
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления полых изделий из композиционного материала | 1989 |
|
SU1712179A1 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Металлическая оправка для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки полимерных композиционных материалов | 2023 |
|
RU2817224C1 |
| Оправка для намотки тел вращения из композиционных материалов | 1987 |
|
SU1523383A1 |
| Оправка для намотки длинномерных композиционных материалов | 1980 |
|
SU922011A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕМЕНТОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ ВНУТРЕННЕЙ ПОВЕРХНОСТИ | 2002 |
|
RU2232681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2750379C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ ПОЛА ПЛАНЕРА САМОЛЕТА СЕТЧАТОЙ СТРУКТУРЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412053C1 |
1. ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕТОДОМ НАМОТКИ, включающая обечайку и ограничительные фланцы, отличающаяся тем, что, с целью повышения точности и качества изготавливаемой детали, она снабжена дополнительной обечайкой из материала с тем же коэффициентом линейного расширения, что и изготавливаемая деталь, зафиксированной в радиальном направлении через антиадгезионную прокладку относительно основной обечайки с зазором, равным величине ее температурного расширения. 2. Оправка по п. 1, отличающаяся тем, что дополнительная обечайка радиально зафиксирована относительно основной обечайки посредством установленного на последней кольца с равномерно распределенными по его периметру выступами, входящими в .пазы, выполненные на внутренней поверхности дополнительной обечайки.
А -А
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оправка для намотки тел вращения | 1979 |
|
SU804493A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оправка для изготовления труб из полимерных материалов методом намотки | 1978 |
|
SU766878A1 |
| Солесос | 1922 |
|
SU29A1 |
