Изобретение относится к области машиностроения и может быть использовано в производстве высоконагруженных оболочечных изделий открытого типа, например, пусковых труб, спирально-перекрестной (с изменением направления и знака угла намотки на концах оправки) намоткой лентой полимерных композиционных материалов.
Известна металлическая оправка конечной длины для изготовления оболочечных изделий открытого типа, например, цилиндров, спирально-перекрестной намоткой лентой полимерного композиционного материала на гладкую наружную поверхность обечайки, идентичную внутренней поверхности изготавливаемого изделия, состоящая из центрального вала, с жестко закрепленной па нем цилиндрической обечайкой с формообразующей поверхностью, идентичной внутренней поверхности изготавливаемого изделия, со стороны каждого торца которой установлены специальные приспособления в виде фиксаторов, путем огибания которых обеспечивают устойчивое положение ленты полимерного композиционного материала при изменении направления и знака угла ее намотки. (В.А. Калинчев, М.С. Макаров «Намотанные стеклопластики», стр. 112-115).
Недостатками известной конструкции являются:
- нетехнологичность вследствие длительности и трудоемкости процесса монтажа-демонтажа значительного количества специальных приспособлений в виде фиксаторов; сложность и трудоемкость обслуживания, требующего после изготовления каждого изделия удаления отвержденного связующего путем механической чистки с последующей промывкой каждого фиксатора и резьбовых отверстий для его установки и нанесением на них антиадгезионной смазки;
- ограничение номенклатуры при изготовлении оболочечных изделий открытого типа по длине вследствие необходимости дополнительного технологического удлинения формообразующей поверхности обечайки оправки для размещения специальных приспособлений в виде фиксаторов, что сужает возможности использования нагревательного оборудования.
Известна металлическая оправка конечной длины для изготовления оболочечных изделий открытого типа, например цилиндров, спирально-перекрестной намоткой лентой полимерного композиционного материала на гладкую наружную поверхность обечайки, идентичную внутренней поверхности изготавливаемого изделия, состоящая из центрального вала с полуосями, на котором установлены жестко закрепленная цилиндрическая обечайка с формообразующей поверхностью, идентичной внутренней поверхности изготавливаемого изделия с уклоном в сторону одного из торцов, и запирающие элементы со стороны каждого торца обечайки со сферической наружной поверхностью, образующей единую с наружной поверхностью обечайки гладкую формообразующую поверхность, с возможностью их съема и фиксации от перемещения по оси оправки плоскими клиньями.
В известной конструкции с целью снижения уровня остаточных напряжений в полимерном композиционном материале изделия, возникающих при его термообработке вследствие разнонаправленного действия температурных изменений, происходящих в металлической оправке и полимерном композиционном материале изделия, образующим при спирально-перекрестной намотке замкнутый вокруг оправки контур, и существенно влияющих на качество изделия, проводят раскрепление изделия от оправки путем освобождения одного из запирающих элементов перед термообработкой изделия, отделяя его от обечайки подрезкой находящегося на его поверхности полимерного композиционного материала по месту разъема запирающего элемента с обечайкой и снимая с оправки вместе с не термообработанным полимерным композиционным материалом. После термообработки изделие обрезают по месту разъема обечайки со вторым запирающим элементом и стягивают с оправки. (Патент РФ на изобретение №93013498, В29С 53/82.)
Недостатком известной конструкции являются:
- нетехнологичность в виду сложности и трудоемкости процесса изготовления запирающих элементов сферической формы, требующей использования для изготовления специализированного оборудования и значительных временных затрат, раскрепления изделия от оправки путем освобождения одного из запирающих элементов до термообработки подрезкой полимерного композиционного материала, уложенного на его поверхность, что предполагает использование ручного труда, снижает культуру производства, усиливает влияние вредных факторов на организм исполнителя при работе с нетермообработанным полимерным композиционным материалом;
- ограничение технологических возможностей при изготовлении изделий с повышенными эксплуатационными требования по прочности вследствие нарушения целостности полимерного композиционного материала в результате его подрезки до термообработки, что приводит к снижению уровня технологического натяжения полимерного композиционного материала, существенно влияющего на прочностные характеристики изготавливаемого изделия;
- ограничение номенклатуры изготавливаемых оболочечных изделий открытого типа по длине вследствие исполнения центрального вала и полуосей в виде цельной конструкции, что приводит к удлинению оправки, сужая тем самым возможности использования имеющегося нагревательного оборудования.
Общими признаками заявленного изобретения с признаками прототипа являются:
Металлическая оправка для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки лентой полимерных композиционных материалов, состоящая из центрального вала с полуосями, на котором установлены жестко закрепленная цилиндрическая обечайка с формообразующей поверхностью, идентичной внутренней поверхности изготавливаемого изделия с уклоном в сторону одного из торцов, и запирающие элементы со стороны каждого торца обечайки с возможностью их съема и фиксации от перемещения по оси оправки с наружной поверхностью, образующей единую с наружной поверхностью обечайки формообразующую поверхность, при этом формообразующая поверхность выполнена гладкой. Данная оправка является ближайшей по технической сущности и достигаемому результату к заявленной конструкции оправки.
Задачей изобретения является усовершенствование конструкции оправки с целью повышения технологичности за счет упрощения процесса изготовления элементов оправки и монтажа-демонтажа оправки, расширения номенклатуры изготавливаемых изделий по длине, повышения качественных и эксплуатационных характеристик изготавливаемых изделий.
Достигаемый технический результат при решении поставленной задачи:
- повышение технологичности путем упрощения конструкции элементов (цилиндроконическая форма запирающих элементов) оправки (отсутствие клиновых элементов фиксации запирающих элементов по оси оправки -фиксация намоткой лентой полимерного композиционного материала в процессе изготовления изделия);
- облегчение процесса монтажа-демонтажа оправки за счет раскрепления изделия от оправки установкой упругодеформируемых элементов в образованные при установке запирающих элементов по поверхностям занижений диаметров торцов обечайки с охватом поверхности занижений кольцевые зазоры с одновременным примыканием к обращенным друг к другу поверхностям торцов запирающих элементов и обечайки, фиксации запирающих элементов от перемещения по оси оправки лентой полимерного композиционного материала в процессе намотки изделия без установки дополнительных конструктивных элементов (клиновых элементов фиксации запирающих элементов);
- обеспечение целостности элементов оправки при механическом отделении полимерного композиционного материала, расположенного на запирающих элементах, от полимерного композиционного материала изделия после его термообработки за счет образования зон действия режущего инструмента в кольцевых зазорах с установленными в них упругодеформируемыми элементами с разделением контактных поверхностей полимерного композиционного материала изделия от формующей поверхности оправки в зонах действия режущего инструмента;
- расширение номенклатуры изготавливаемых изделий и технологических возможностей нагревательного оборудования по длине за счет исполнения центрального вала со съемными полуосями;
- повышение качественных и эксплуатационных характеристик изделия вследствие возможности более полной реализации прочностных характеристик используемого полимерного композиционного материала в результате сохранения его целостности без потери уровня технологического натяжения ленты полимерного композиционного материала до термообработки за счет исключения подрезки сырого полимерного композиционного материала.
Технический результат достигается тем, что в металлической оправке для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки полимерных композиционных материалов, состоящей из центрального вала с полуосями, на котором установлены жестко закрепленная цилиндрическая обечайка с формообразующей поверхностью, идентичной внутренней поверхности изготавливаемого изделия с уклоном в сторону одного из торцов, и запирающие элементы со стороны каждого торца обечайки с возможностью их съема и фиксации от перемещения по оси оправки с наружной поверхностью, образующей единую с наружной поверхностью обечайки формообразующую поверхность, при этом формообразующая поверхность выполнена гладкой, согласно изобретению полуоси выполнены съемными, а запирающие элементы имеют плавно сопряженную цилиндроконическую форму с радиусом сопряжения и углом конусности, необходимыми и достаточными для обеспечения устойчивого положения ленты полимерного композиционного материала в процессе ее спирально-перекрестной намотки на формообразующую поверхность оправки, при этом со стороны каждого торца обечайки выполнены занижения диаметра, охваченные соответствующей по геометрии внутренней поверхностью запирающих элементов с образованием кольцевых зазоров с установленными в них с примыканием к обращенным друг к другу поверхностям торцов запирающих элементов и обечайки упругодеформируемыми элементами для раскрепления изделия от оправки при термообработке и образования зоны действия режущего инструмента при отделении полимерного композиционного материала, расположенного на запирающих элементах, от полимерного композиционного материала изделия после термообработки с исключением повреждения поверхностей элементов оправки, причем запирающие элементы от перемещения по оси оправки фиксируются лентой полимерного композиционного материала в процессе намотки изделия.
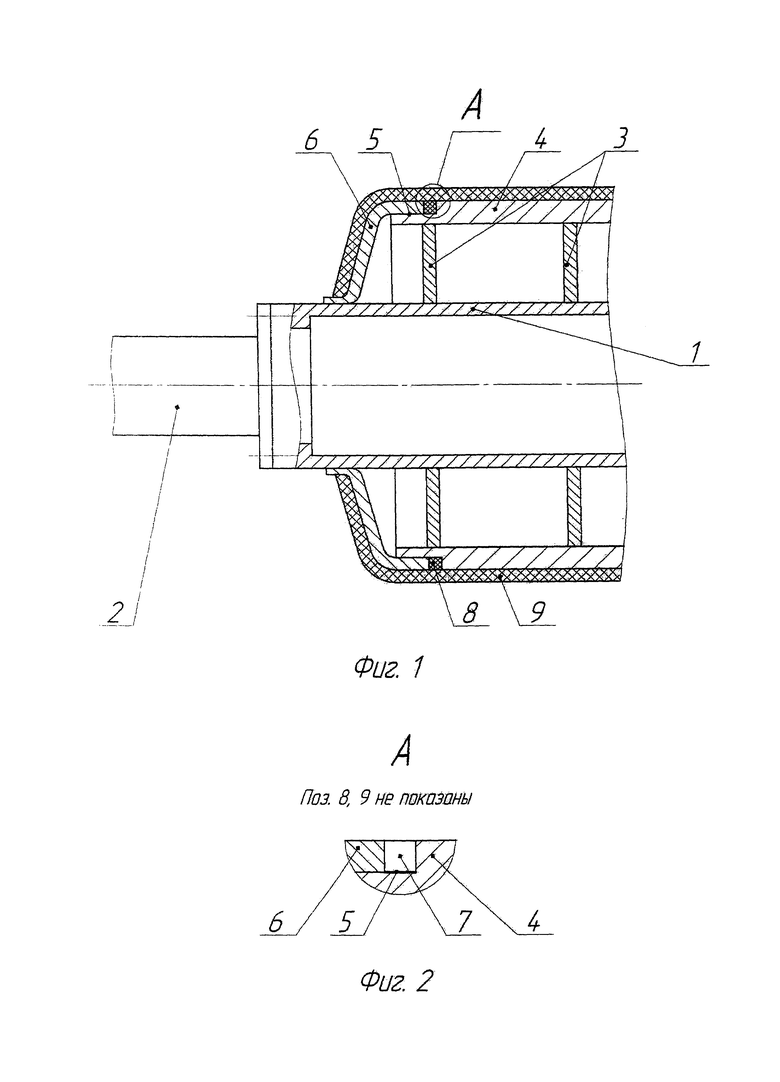
На фиг. 1 представлена металлическая оправка для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки лентой полимерных композиционных материалов, на фиг. 2 - вид А фиг. 1.
Оправка состоит из центрального вала 1 со съемными полуосями 2, на котором жестко закреплена с помощью ребер жесткости 3 цилиндрическая обечайка 4, формообразующая поверхность которой идентична внутренней поверхности изготавливаемого изделия и имеет уклон в сторону одного из торцов. Но диаметру каждого торца цилиндрической обечайки 4 выполнено занижение, в примере - одноступенчатое занижение 5. На центральном валу 1 со стороны каждого торца по одноступенчатым занижениям 5 цилиндрической обечайки 4 установлены запирающие элементы 6 с возможностью их съема с помощью отжимных болтов (на фиг. 1 не показано). Запирающие элементы 6 имеют плавно сопряженную цилиндроконическую форму с радиусом сопряжения и углом конусности, необходимыми и достаточными для обеспечения устойчивого положения ленты полимерного композиционного материала в процессе ее спирально-перекрестной намотки на формообразующую поверхность оправки, и установлены по поверхностям занижениий 5 диаметра каждого торца обечайки 4 с охватом своей внутренней поверхностью, соответствующей по геометрии наружной поверхности занижений 5 обечайки 4, с образованием кольцевых зазоров 7 (фиг. 2), в которых установлены с примыканием к обращенным друг к другу поверхностям торцов запирающих элементов 6 и обечайки 4 упругодеформируемые элементы 8 для раскрепления изделия от оправки при термообработке и образования зоны действия режущего инструмента при отделении полимерного композиционного материала, расположенного на запирающих элементах 6, от полимерного композиционного материала изделия 9 после термообработки с исключением повреждения поверхности обечайки 4. Запирающие элементы 6 от перемещения по оси оправки фиксируются лентой полимерного композиционного материала в процессе намотки изделия 9. Формообразующая поверхность оправки выполнена гладкой, имеет, например, хромовое покрытие и отполирована. Монтаж оправки и принцип ее работы заключаются в следующем. Центральный вал 1, жестко скрепленный с цилиндрической обечайкой 4 ребрами жесткости 3, соединяют с полуосями 2 болтовым соединением (на фиг. 1 не показано). На формообразующие поверхности цилиндрической обечайки 4, поверхности занижений 5, запирающие элементы 6 и их торцевые поверхности наносят антиадгезионную смазку. Со стороны каждого торца цилиндрической обечайки 4 через полуоси 2 по занижениям 5 устанавливают последовательно друг за другом упругодеформируемые кольцевые элементы 8 с примыканием к торцам цилиндрической обечайки 4, затем устанавливают запирающие элементы 6, соответствующие своей внутренней поверхностью наружной поверхности занижений 5 торцов обечайки 4, с примыканием к контактирующим поверхностям упруго/деформируемых кольцевых элементов 8. По окончании монтажа элементов 6, 8 на центральный вал 1 образуется единая с поверхностью обечайки 4 формообразующая поверхность оправки. Далее, оправку устанавливают в намоточное оборудование, закрепляют, и осуществляют спирально-перекрестную намотку лентой полимерного композиционного материала изделия 9, в процессе которой при укладке ленты за прямой и обратный ход раскладывающего устройства намоточного оборудования на единую формообразующую поверхность элементов 4, 6, 8 встык к друг другу с технологическим натяжением образуется замкнутый контур, фиксирующий запирающие элементы 6 от перемещения их по оси оправки.
По окончании намотки оправку с изделием 9 снимают с намоточного оборудования, отсоединяют полуоси 2 от центрального вала 1, проводят термообработку полимерного композиционного материала изделия 9 в нагревательном оборудовании. При нагреве-охлаждении в процессе термообработки изделия 9 под воздействием усадочных процессов, происходящих в полимерном композиционном материале изделия с уменьшением объема, запирающие элементы 6 перемещаются по оси оправки в направлении к друг другу деформируя упругодеформируемые элементы 8 с уменьшением их габаритов в осевом направлении и их увеличением в радиальном направлении, изменяя габариты оправки пропорционально уменьшению габаритов изделия. Уменьшение габаритов упругодеформируемых элементов 8 в осевом направлении позволяет компенсировать возникающие при термообработке внутренние напряжения в полимерном композиционном материале изделия, приводящие к возникновению дефектов. Увеличение габаритов упругодеформируемых элементов 8 в радиальном направлении приводит к их вдавливанию в полимерный композиционный материал изделия 9 в процессе термообработки с отклонением полимерного композиционного материала изделия в зоне расположения упругодеформируемых элементов 8 по линиям их сопряжения с торцами цилиндрической обечайки 4 и запирающих элементов 6, что способствует свободному сходу изделия с формообразующей поверхности обечайки 4 после термообработки и удаления запирающих элементов 6 с оправки без образования торцевых расслоений в изделии 9. По окончании термообработки изделия 9 полимерный композиционный материал, расположенный на запирающих элементах 6, отделяют от полимерного композиционного материала изделия 9 механическим путем, обеспечивая направление действия режущего инструмента в зоне расположения упругодеформируемых кольцевых элементов 8 на толщину полимерного композиционного материала изделия 9 до касания / врезания наружной поверхности упругодеформируемых кольцевых элементов 8, что гарантирует защиту формообразующей поверхности обечайки 4 от повреждения, и удаляют с поверхности запирающих элементов 6. Далее, запирающие элементы 6 отделяют от цилиндрической обечайки 4 с помощью отжимных винтов (на фиг. 1 не показано) и удаляют с центрального вала 1 вместе с упругодеформируемыми кольцевыми элементами 8. Изделие 9 снимают с формообразующей поверхности обечайки 4 путем выдавливания оправки из изделия 9 при помощи съемного устройства.
Таким образом, заявленная оправка может быть использована при изготовлении оболочечных конструкций открытого типа с повышенными эксплуатационными требованиями по прочности, например, пусковых труб, методом спирально-перекрестной намотки лентой полимерного композиционного материала как наиболее универсальным, технологичным и производительным.
Использование запирающих элементов цилиндроконической формы, отсутствие фиксирующих элементов в виде плоских клиньев позволяет снизить трудоемкость изготовления оправки, ее монтажа-демонтажа. Соединение запирающих элементов 6 с обечайкой 4 через упругодеформируемые кольцевые элементы 8, их фиксация от перемещениятся по оси оправки в процессе намотки лентой полимерного композиционного материала упрощает процессы монтажа-демонтажа оправки, позволяет снизить уровень внутренних напряжений в полимерном композиционном материале изделия, возникающих при термообработке изделия вследствие усадочных процессов, без нарушения целостности полимерного композиционного материала и снижения уровня его технологического натяжения, что позволяет наиболее полно реализовать прочностные характеристики полимерного композиционного материала, повысив таким образом качественные и эксплуатационные характеристики изделия. Образование кольцевых зазоров с размещением в них упругодеформируемых элементов в зоне действия режущего инструмента обеспечивает целостность элементов оправки при механическом отделении полимерного композиционного материала, расположенного на запирающих элементах, от полимерного композиционного материала изделия после его термообработки, возможность беспрепятственного съема изделия с оправки. Возможность съема полуосей расширяет номенклатуру изготавливаемых изделий и нагревательного оборудования по длине.
Предлагаемая конструкция металлической оправки по сравнению с прототипом технологична в изготовление, удобна в эксплуатации, имеет расширенные технологические возможности, обеспечивает повышение качественных и эксплуатационных характеристик изделия.
Предлагаемая конструкция используется при изготовлении пусковых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2084343C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2099194C1 |
| Торовый опорный шпангоут | 1979 |
|
SU870634A1 |
| ОПРАВКА ДЛЯ НАМОТКИ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ПРИМЕНЕНИЯ ОПРАВКИ ДЛЯ НАМОТКИ КОНИЧЕСКИХ ОБОЛОЧЕК ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2345890C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2320881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКА | 2002 |
|
RU2217313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| Способ изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг из полимерных композиционных материалов | 2022 |
|
RU2787625C1 |
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2017 |
|
RU2684292C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2107623C1 |
Изобретение относится к области машиностроения и может быть использовано в производстве высоконагруженных оболочечных изделий открытого типа, например пусковых труб, спирально-перекрестной намоткой лентой полимерных композиционных материалов. Металлическая оправка состоит из центрального вала с полуосями, на котором установлены жестко закрепленная цилиндрическая обечайка с формообразующей поверхностью, идентичной внутренней поверхности изготавливаемого изделия с уклоном в сторону одного из торцов, и запирающие элементы со стороны каждого торца обечайки с возможностью их съема и фиксации от перемещения по оси оправки с наружной поверхностью, образующей единую с наружной поверхностью обечайки формообразующую поверхность, при этом формообразующая поверхность выполнена гладкой. Причем полуоси выполнены съемными, а запирающие элементы имеют плавно сопряженную цилиндроконическую форму с радиусом сопряжения и углом конусности, необходимыми и достаточными для обеспечения устойчивого положения ленты полимерного композиционного материала в процессе ее спирально-перекрестной намотки на формообразующую поверхность оправки. При этом со стороны каждого торца обечайки выполнены занижения диаметров, охваченные соответствующей по геометрии внутренней поверхностью запирающих элементов с образованием кольцевых зазоров с установленными в них с примыканием к обращенным друг к другу поверхностям торцов запирающих элементов и обечайки упругодеформируемыми элементами для раскрепления изделия от оправки в процессе термообработки и образования зон действия режущего инструмента при отделении полимерного композиционного материала, расположенного на запирающих элементах, от полимерного композиционного материала изделия после термообработки с исключением повреждения поверхностей элементов оправки. Причем запирающие элементы от перемещения по оси оправки фиксируются лентой полимерного композиционного материала в процессе намотки изделия. Техническим результатом заявленного изобретения является повышение технологичности, облегчение процесса монтажа-демонтажа оправки, обеспечение целостности элементов оправки, расширение номенклатуры изготавливаемых изделий и технологических возможностей нагревательного оборудования по длине и повышение качественных и эксплуатационных характеристик изделия. 2 ил.
Металлическая оправка для изготовления оболочечных изделий открытого типа методом спирально-перекрестной намотки лентой полимерных композиционных материалов, состоящая из центрального вала с полуосями, на котором установлены жестко закрепленная цилиндрическая обечайка с формообразующей поверхностью, идентичной внутренней поверхности изготавливаемого изделия с уклоном в сторону одного из торцов, и запирающие элементы со стороны каждого торца обечайки с возможностью их съема и фиксации от перемещения по оси оправки с наружной поверхностью, образующей единую с наружной поверхностью обечайки формообразующую поверхность, при этом формообразующая поверхность выполнена гладкой, отличающаяся тем, что полуоси выполнены съемными, а запирающие элементы имеют плавно сопряженную цилиндроконическую форму с радиусом сопряжения и углом конусности, необходимыми и достаточными для обеспечения устойчивого положения ленты полимерного композиционного материала в процессе ее спирально-перекрестной намотки на формообразующую поверхность оправки, при этом со стороны каждого торца обечайки выполнены занижения диаметров, охваченные соответствующей по геометрии внутренней поверхностью запирающих элементов с образованием кольцевых зазоров с установленными в них с примыканием к обращенным друг к другу поверхностям торцов запирающих элементов и обечайки упругодеформируемыми элементами для раскрепления изделия от оправки в процессе термообработки и образования зон действия режущего инструмента при отделении полимерного композиционного материала, расположенного на запирающих элементах, от полимерного композиционного материала изделия после термообработки с исключением повреждения поверхностей элементов оправки, причем запирающие элементы от перемещения по оси оправки фиксируются лентой полимерного композиционного материала в процессе намотки изделия.
| RU 2055736 C1, 10.03.1996 | |||
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2319612C2 |
| SU 1054082 A1, 15.11.1983 | |||
| Оправка для намотки оболочек из полимерных композиционных материалов | 2015 |
|
RU2606644C1 |
| Оправка для намотки оболочек из композиционного материала | 2019 |
|
RU2722886C1 |
| CN 209079206 U, 09.07.2019. | |||
