Изобретение относится к защитным пот крытиям расплава в кристаллизаторе Нри полунепрерывном или непрерывном литьем а именно к составам, флюсам, улучшающим скольжение слитка, теплоизолирующим.пО v верхность расплава в кристаллизаторе, ч
Цель изобретения - повышение качества слитков никеля иулу шение условий Труг
да... , , ; .... .,: --л
Флюс для полунепрерывного и непре рыаного литья никеля, кроме сажи, содер жит порошок сплава октабората натрия и фтористого лития при соотношении компонентов, мас.%:, Сажа 30-80 Сплав 20-70 причем сплав имеет состав, мас.%:
Na2B80i3
92 - 99,2 0.8 - 8,0 LiF
Использование сажим сплава в пределах 30 - 80 и 20 - 70 соответственно связано с тем, что сажа теплоизолирует поверхность жидкого металла, предотвращая образование заворотов на поверхности слитка, т.е. улучшается качество поверхности слитка. Сплав служит эффективной смазкой между слитком и гильзой кристаллизатора, уменьшает трение, предотвращает появление поперечных трещин. Содержание сажи более 80% и сплава менее 20% приводит к ухудшению смазки в системе слиток - кристаллизатор и образованию поперечных трещин, приводя к браку слитка никеля.
Содержание сажи менее 30% сплава более 70% приводит к увеличению теплоотдачи с поверхности жидкого никеля в кристаллизаторе и возникновению поперечной полосчатости на поверхности слитка никеля, приводя также к браку слитка.
При содержании фтористого лития более 8,0 мас.% увеличивается температура размягчения {с 440°С (при концентрации L1F 8,0%) до 500°С) и температура плавления (с 550 до ), в результате повышается твердость гарниссажного слоя сплава в кристаллизаторе и возникает продольная полосчатость на поверхности слитка никеля. При содержании фтористого лития менее 0,8% также увеличивается температура размягчения от 440°С (при LIF 0,8) до 510°С и температура плавления от 550°С до . При использовании сплава состава с запредельными значениями содержаний при полунепрерывной разливке никеля в слитки диаметром 0,1 м появляются поверхностные дефекты типа продольная полосчатость, поперечные наплывы, шлаковые поверхностные включения.
П р и м е р 1. Применяют флюс, состава мас.%:
Сажа50
Сплав50
Химический состав сплава, мас.%: NazBaOia,98
LiF2
Никель марки НП2 подготавливают к полунепрерывной разливке. Наклоняют печь и через разливочную коробку и стопорную систему дозирования подают никель в кристаллизатор. Одновременно в кристаллизатор присаживают флюс. Флюс нагревается, расплавляется и распределяется по стенкам кристаллизатора, образуя гарнисаж,и покрывает поверхность расплава. Часть флюса, замешанного в расплав, плавится в его объеме и всплывает на поверхность. Визуальный осмотр слитка показал, что поверхность его - гладкая, без дефектов. При исследовании макроструктуры слитка экзогенных шлаковых включений не обнаружено. Анализ воздуха в зоне разливки показал, что содержание фтора находится ниже ПДК.
П р и м е р 2. Состав флюса, мдс.%: Сажа80
Сплав20
Химический состав сплава, мас.%: Na2B80i398
LIF2
Никель марки НП2 подготавливают к полунепрерывной разливке. Расплав подают в кристаллизатор. Одновременно в кристаллизатор присаживают флюс. Флюс прогревается, расплавляется и распределяется по стенкам кристаллизатора, образуя гарнисаж и покрывает поверхность расплава.
Часть флюса, замешанного в расплав, плавится в объеме и всплывает на поверхность. Визуальный осмотр слитка показал, что поверхность его - гладкая, но окисленная. Это говорит о предельном минимальном содержании сплава во флюсе. При исследовании макроструктуры слитка зкзогенных шлаковых включений не обнаружено. Анализ воздуха в зоне разливки показал, что содержание фтора находится ниже ПДК.
5 П р им е р 3. Состав флюса, мас.%:
Сажа30
Сп(1ав70
Химический состав сплава, мае. %: NaaBsOia98
0 LiF2
Никель марки НП2 подготавливают к полунепрерывной разливке. Расплав подают в кристаллизатор. Одновременно в кристаллизатор присаживают флюс. Флюс
5 прогревается, расплавляется и распределяется по стенкам кристаллизатора, образуя гарнисаж, и покрывает поверхность расплава. Часть флюса, замешанного в расплав, плавится в его объеме и всплывает на поверхность. Визуальный осмотр слитка показал, что его поверхность - неокисленная, но с небольшой поперечной полосчатостью. Высота волн равна 1,5 - 0,5 мм. Теплопередача на поверхности никеля в кристаллизаторе
5 увеличилась, что послужило причиной появления полосчатости на слитке. При исследовании макроструктуры слитка зкзогенных шлаковых включений не обнаружено. Анализ воздуха в зоне разливки показал, что
0 содержание фтора находится в пределах ПДК.
П р и м е р 4. Состав флюса, мас.%: Сажа25
Сплав75
5 Химический состав сплава, мас.%:
Na2B80i398
Никель марки НП2 подготавливают к полунепрерывной разливке. Расплав под-.
0 ают в кристаллизатор. Одновременно в кристаллизатор присаживают флюс. Флюс прогревается, расплавляется и распределяв ется по стенкам кристаллизатора, образуя , и покрывает поверхность расплава. Часть флюсэ, замешанного в расплав, плавится в его объеме и всплывает на поверхностъ. Визуальный осмотр слитка показал, что его поверхность - неокисленная, но с поперечной волнистостью. Высота волн 2,0 -2,7. Браковочным признаком являются неровности поверхности более 2 мм, Данный слиток разлит с браком. Анализ воздуха в зоне разливки показал, что содержание фтора находится несколько выше ПДК, При исследовании макроструктуры слитка обнаружены экзогенные шлаковые включения. П р и м е р 5. Состав флюса, мас.%: Сажа87
Сплав16
Химический состав соли, мас.%: Na2B80i398
UF2
Никель марки ПН2. подготавливают к полунепрерывной разливке. Расплав подают в кристаллизатор. Одновременно в кристаллизатор присаживают флюс. Флюс прогревается, расплавляется и распределяется по стенкам кристаллизатора, образуя гарнисаж, и покрывает поверхность расплава. Часть флюса, замешанного в расплав, плавится в его объеме и вспль1вает на поверхность. Визуальный осмотр отлитого слитка показал, что он весь в поперечных трещинах глубиной 1 - 3 мм из-за увеличения трения между гильзой кристаллизатора и слитком. Такой слиток не подлежит дальнейшему прокатному переделу.
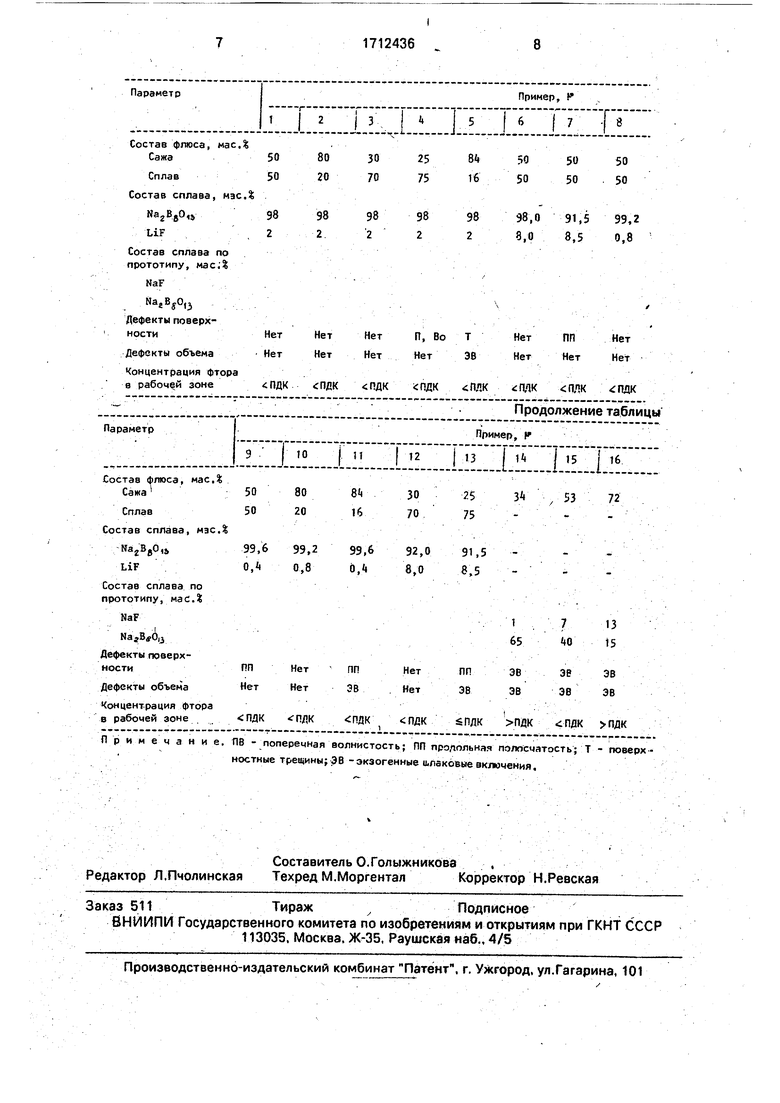
Данные для сравнения приведены в таблице.
Из данных таблицы следует, что при разливке никеля марки НП2 под флюсом предложенного состава получаются слитки без дефектов.
Повышение качества слитка и улучшения условий труда достигается за счет использования вместе с сажей порошка сплава октабората натрия и фтористого лития. является наполнителем. Порошок сплава октабората натрия и фтористого лития имеет температурный интервал размягчения 440 - и температуру плавления 550°С. Механическая смесь октабората натрия и фтористого натрия не имеет температурного интервала размягчения и плавится при нагреве до 900°С. Поэтому при подйче в кристаллизатор трехкомпонентного флю-. са: сажа - октаборат натрия - фтористый натрий, он в начальный период литья не успевает расплавиться,замешивается в жидкий никель и образует поверхностные и объемные дефекты. Предлагаемый флюс, состоящий из сажи и порошка сплава октабората натрия и фтористого лития, имеет низкую температуру размягчения и плавления, за счет чего он успевает расплавиться без замешивания в расплав никеля и не образует объемных и поверхностных дефектов. Предлагаемый флюс имеет пониженное содержание фтористого лития до 8%, тогда как содержание фтористого натрия в прототипе 13%. Сплав октабората натрия и фтористого лития имеет пониженную летучесть, благодаря чему содержание фтора в пределах зоны разливки меньше ПДК.
Использование порошка сплава октабората натрия и фторида лития в качестве составляющего компонента флюса вызвано тем, что данный сплав при содержании UF 0,8 - 8,0% имеет температуру размягчения 440°С и температуру плавления 550°С. При зтих температурах сплав октабората натрия с фтористым литием эффективно проявляет смазывающие и защитные свойства по отношению к получаемому слитку. В начальный период-литья при заполнении расплавом кристаллизатора порошок сплава, достигая температур;,, 440°С, размягчается, плавится, не образуя поверхностных и объемных дефектов. Порошок сплава октабората натрия с фтористым литием имеет пониженную летучесть, поэтому при разлиаке никеля под флюсом концентрация фтора в рабочей зоне находится ниже ПДК. Значит, условия труда улучшаются.
Формула изобретения Флюс для полунепрерывного и непрерывного литья слитков никеля, содержащий сажу, борсодержащее соединение и фторид щелочного металла, отличающийся тем, что, с целью повышения качества слитков и улучшения условий труда, в качестве борсодержащего соединения и фторида щелочного металла флюс содержит сплав состава, мас.%; октаборат натрия 92,0-99,2 и фторид лития 0,8 -: 8,0 при следующем соотношении ингредиентов, мас.%: Сплав октабората натрия с фторидом лития. 20 - 70
Сажа30-80 П р и и е ч а н и е, ЯВ - поперечная волнистость; ПП продольная полосчатость; Т - поверх костные трещины; ЭВ-экзогенные и.яак6вые включения.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ полунепрерывного литья никеля | 1989 |
|
SU1632618A1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2010 |
|
RU2440868C1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2018 |
|
RU2684132C1 |
| ФЛЮС ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ РАСПЛАВА ЛАТУНИ | 2007 |
|
RU2356967C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| Состав для защиты расплавленных медных сплавов от окисления | 1983 |
|
SU1167226A1 |
| ФЛЮС БЕЗ ФТОРА КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОЙ РАЗЛИВКИ СВЕРХНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2632367C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2143959C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2018 |
|
RU2699484C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ ДЕФОРМИРУЕМЫХ МАГНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479376C1 |
Изобретение относится к защитным по- :крытиям расплава металла в кристаллизаторе при непрерывной или полунепрерывнойразливке, а именно к флюсам, уменьшающим тренИе слитка, теплоизолирующим поверхность'расплава в кристаллизаторе. Цель изобретения - повышение качества слитков и улучшение условий труда. Для получения слитков из никеля полунепрерывным способом применяется флюс состава, мас.%: сажа 30 - 80, соль 20 - 70. Соль имеет следующий химический состав, мас.%: Ма2Вз013 92 - 99,2, LiF 0,8 - 8,0. Данный флюс имеет температуру плавления 550°С. При этой температуре эффективны защитные и смазывающие свойства флюса, обеспечивающие качество слитков. Порошок сплава октабората натрия и фторида лития имеет пониженную летучесть, что снижает концентрацию фтора и улучшает условия труда. 1 табл.СО
| Способ полунепрерывного литья никеля | 1989 |
|
SU1632618A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
