сл
с
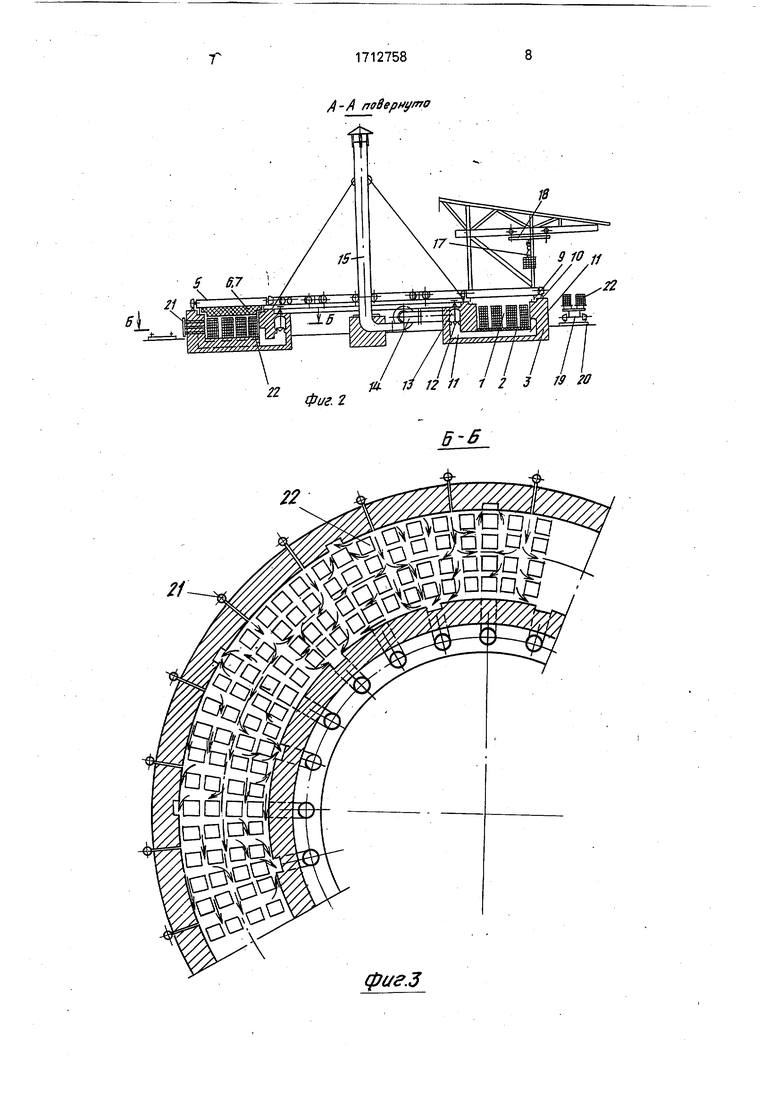
вые направляющие 10. Во внутренней и наружной стенах 3, образующих канал 1 печи, предусмотрены дымовые каналы 11, в которых смонтированы конусные затворы 12. Дымовые каналы 11 стен переходят в горизонтальный дымовой канал 13 борова, который связан дымососом 14 с трубкой 15. С внешней стороны камеры предусмотрен приводной механизм 16, служащий для перемещения свода 5 печи. Механизмы загрузки и выгрузки печи установлены на своде. Конструкция кольцевой печи предусматривает захват 17, смонтированный на кранбалке 18 для пакетной садки и выгрузки печи и вагонетки 19 для перевозки пакетов керамических изделий, подвергаемых термообработке. Вагонетки 19 выполнены с возможностью перемещения по направляющим 20.
В наружных неподвижных стенах 3 по всей высоте по периметру канала 1 печи расположены газовые горелки 21.
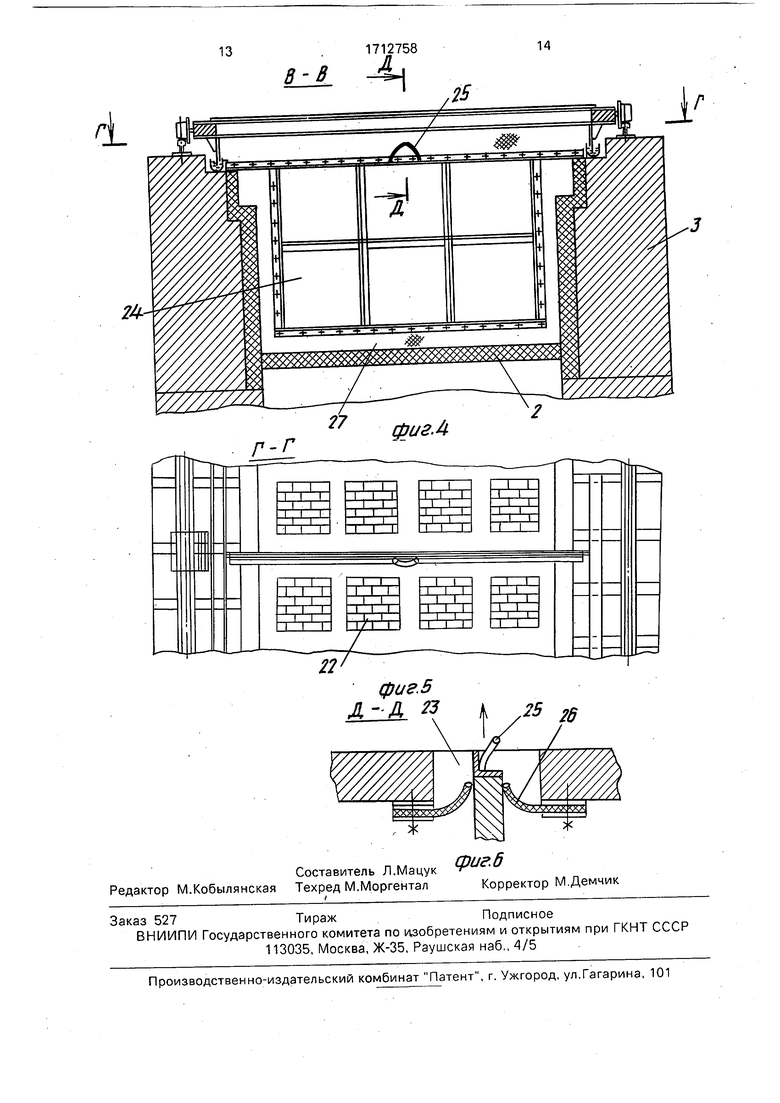
В канале печи с помощью механизма загрузки установлены пакеты 22 изделий, подвергаемых термообработке. А пакеты 22, прошедшие термообработку, с помощью механизма выгрузки установлены на вагонетки 19.
Начальная сегментная крышка 6 (на фиг.1 находится над камерой II) свода 5 выполнена с двумя направляющими пазами 23 на всю ее ширину. В направляющих пазах 23 установлены перегородки 24, выполненные в виде воздухонепроницаемых каркасных рамок со скобой 25 в верхней ее части.
Скоба 25 служит для возможности захвата перегородок крюком кранбалки.
Пазы 23 начальной сегментной крышки 6 обрамлены эластичным воздухонепроницаемым материалом в виде языков 26. Контур перегородок также обрамлен эластичным воздухонепроницаемым материалом в виде полос 27..
Кольцевая печь работает следующим образом.
С помощью вагонеток 19 изделия, подлежащие термической обработке, например кирпич, керамические камни и т.п., уложенные в пакет 22, подвозят к печи. Захватом 17 кранбалки 18 пакет изделий через постоянно открытое отверстие в своде печи над местом загрузки устанавливают на неподвижный под.
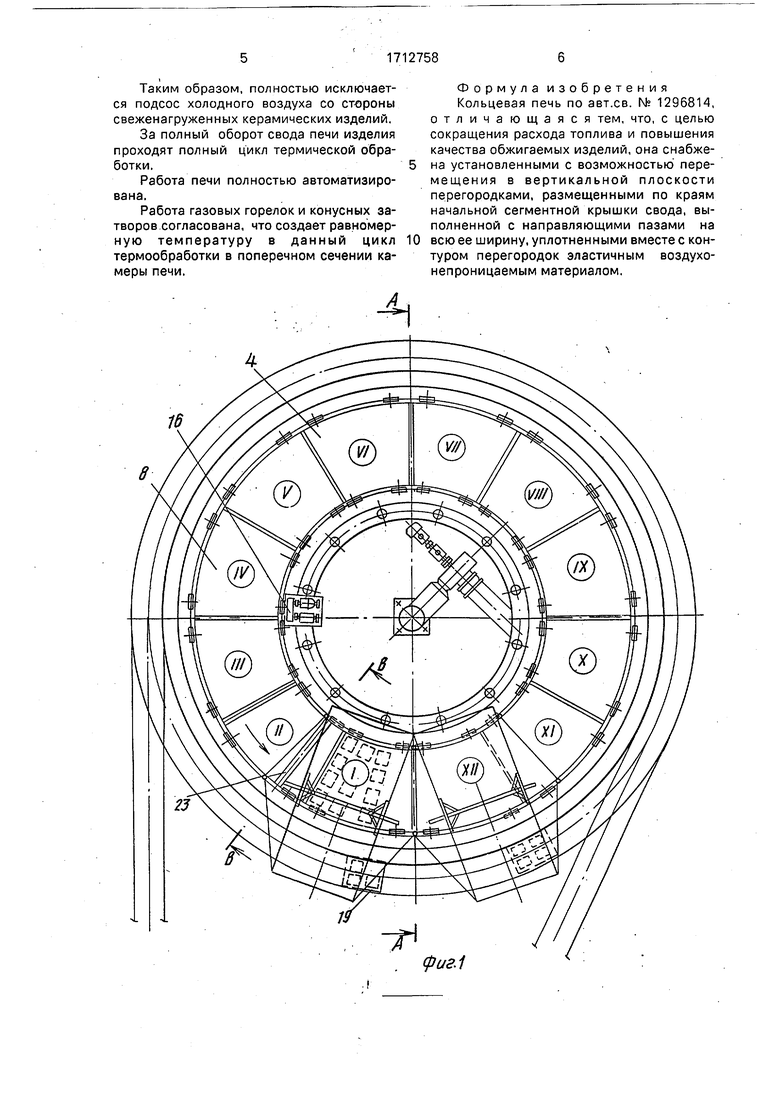
Например, сборный из секций свод находится в таком положении, что камеры I и XII открыты. В этом случае в камере 1 производят пакетную садку изделий сырца, причем перегородки 24 начальной сегментной крышки 6 в этом случае опущены и находятся в крайнем нижнем положении так, что холодный воздух из окружающего пространства не может проникнуть в камеру Пи далее по каналу печи по ходу часовой стрелки. Из камеры XII в этот момент производят выгрузку пакетов готовых изделий, прошедших термообработку. Остальные операции термической обработки изделий в этот момент распределяются следующим образом. В камерах II - V происходит подсушка и подогрев сырца, в камерах VI и VII - обжиг, в камерах VIII и XI - остывание.
Холодный воздух из окружающего пространства имеет возможность засоса только через камеру ХПв XI и далее по каналу печи против хода часовой стрелки. Таким образом, холодный воздух из окружающего пространства в момент, изображенный на фи,г.1, проходит через камеры XI - VIII, охлаждая пакеты с обожженными керамическими изделиями, предназначенными по технологическому процессу к остыванию. В камерах XI - VIII воздух нагревается и затем, проходя по каналу печи (камеры VII - III), участвует в горении, а затем в виде продуктов сгорания проходит в зону подготовки, отдавая свое тепло свежезагруженным пакетам керамических изделий (камеры V-II).
Необходимо подчеркнуть следующее в технологическом процессе термической обработки керамических изделий.
В момент, изображенный на фиг.1, начальная сегментная крышка свода находится над камерой II, а перегородки 24 - в ее пазах между камерами 111-11и11-1.
Из открытой камеры XII производят выгрузку пакетов керамических изделий, прошедших термообработку, одновременно в открытую камеру 1 производят садку пакетов керамических изделий, подлежащих термообработке. После описания операций поднимают перегородку 24 между камерами III - II, а свод перемещают против часовой стрелки. После перемещения свода устанавливают поднятую перегородку в свободный паз начальной сегментной крышки между камерами I - XII. При перемещении свода печи его начальная сегментная крышка с пазами занимает такое положение, что паз, находившийся в положении между камерами III - II, становится между камерами II - I так, что ранее установленная перегородка оказывается под пазом и с возможностью перемещения этой перегородки в вертикальном направлении по этому пазу. Затем цикл повторяется.
Таким образом, полностью исключается подсос холодного воздуха со стороны свеженагруженных керамических изделий.
За полный оборот свода печи изделия проходят полный цикл термической обработки.
Работа печи полностью автоматизирована.
Работа газовых горелок и конусных затворов согласована, что создает равномерную температуру в данный цикл термообработки в поперечном сечении камеры печи.
Формула изобретения Кольцевая печь по авт.св. Ns 1296814, отличающаяся тем, что, с целью сокращения расхода топлива и повышения качества обжигаемых изделий, она снабжена установленными с возможностью перемещения в вертикальной плоскости перегородками, размещенными по краям начальной сегментной крышки свода, выполненной с направляющими пазами на
0 всю ее ширину, уплотненными вместе с контуром перегородок эластичным воздухонепроницаемым материалом.
(риг.1
г naSepi i/mo
1712758
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевая печь | 1985 |
|
SU1296814A1 |
| Кольцевая кирпичеобжигательная печь | 1932 |
|
SU33446A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111933C1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1998 |
|
RU2157959C2 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2023965C1 |
| Туннельная печь | 1983 |
|
SU1314215A1 |
| Поточная линия для изготовления керамических изделий | 1976 |
|
SU585980A1 |
| КАМЕРНАЯ ПЕЧЬ ДЛЯ СКОРОСТНОГО ОБЖИГА | 2012 |
|
RU2495345C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045725C1 |
Изобретение относится к нагревательным устройствам для термообработки кирпича, строительных, керамических и других изделий и позволяет сократить расход топлива и повысить качество обжигаемых изделий. В кольцевой печи начальная сегментная крышка свода выполнена с направляющими пазами на всю ширину, в которых установлены перегородки с возможностью их перемещения в вертикальной плоскости. Пазы сегментной крышки и контур перегородок обрамлены эластичным воздухонепроницаемы!^ материалом. 6 ил.
| Кольцевая печь | 1985 |
|
SU1296814A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
