(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОГО КИРПИЧА | 2020 |
|
RU2763232C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОГО КИРПИЧА | 1992 |
|
RU2051032C1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Технологическая линия для производства керамических стеновых материалов | 1982 |
|
SU1060479A1 |
1
Изобретение относится к промышленности строительных материалов, а именно к устройствам для изготовления керамических изделий.
Известны поточные линии, содержащие пресс для формования, транспортные устройства, сушильную камеру, укладчик для подачи изделий в сушильную камеру.
Однако такие линии не пригодны для изготовления мелких керамических изделий, требующих формирования пакета садки изделий и обжига в кольцевой печи 1.
Наиболее близким к изобретению техническим рещением является ноточная линия, содержащая соединенные между собой по технологическому процессу узел приготовления сырья, устройство для подачи сырья, пресс для формования изделий, штабелировщик изделий на сушильные вагонетки, сушила и кольцевую обжиговую печь 2.
Недостатки указанных поточных линий заключаются в невозможности обеспечения комплексной механизации садки и выгрузки изделий, что снижает их производительность.
Цель изобретения - повышение производительности поточной линии.
Достигается это тем, что поточная линия, содержащая расположенные но технологическому процессу узел подготовки сырья, устройство для подачи сырья, пресс для формования изделий, штабелировщик изделий на сушильные вагонетки, сушила и кольцевую печь, снабжена автоматом-перекладчиком изделий, установленным между сушилами и кольцевой печью, и механизмом выгрузки изделий из кольцевой печи, смонтированным над ее сводом, нричем кольцевая печь выполнена с плоским сводом из отдельных панелей с приводом их перемещения. Поточная линия может быть выполнена также с механизмом выгрузки изделий из кольцевой нечн в виде крана с захватом.
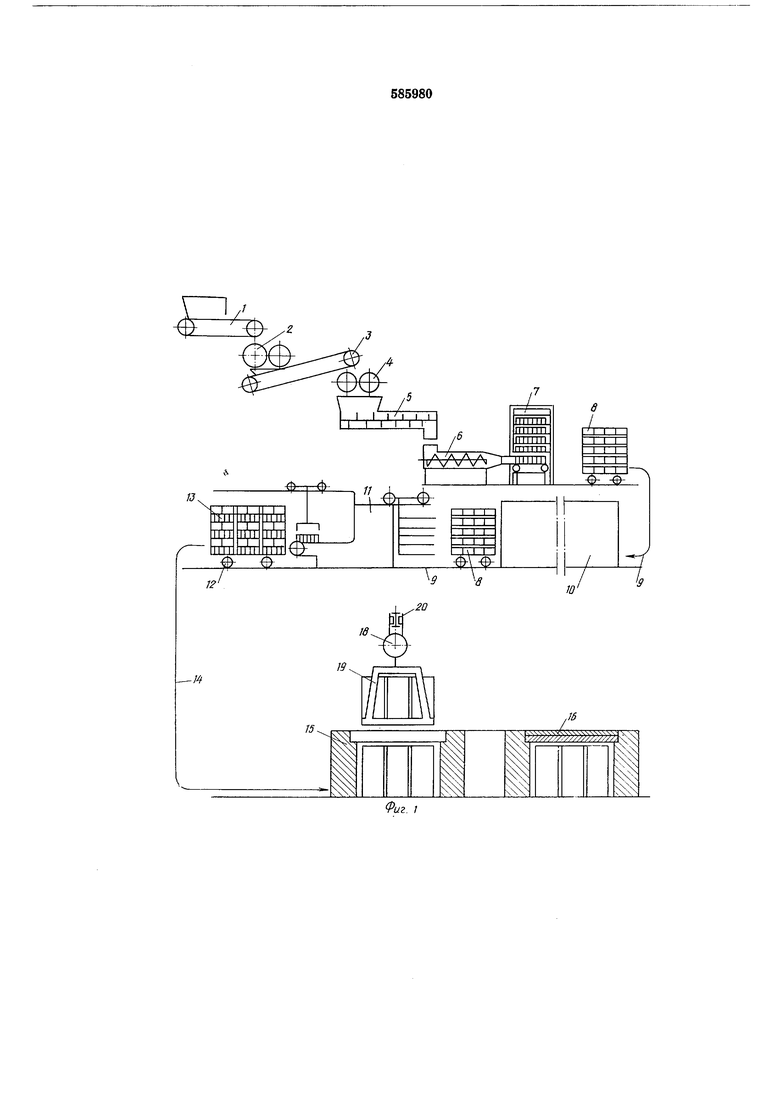
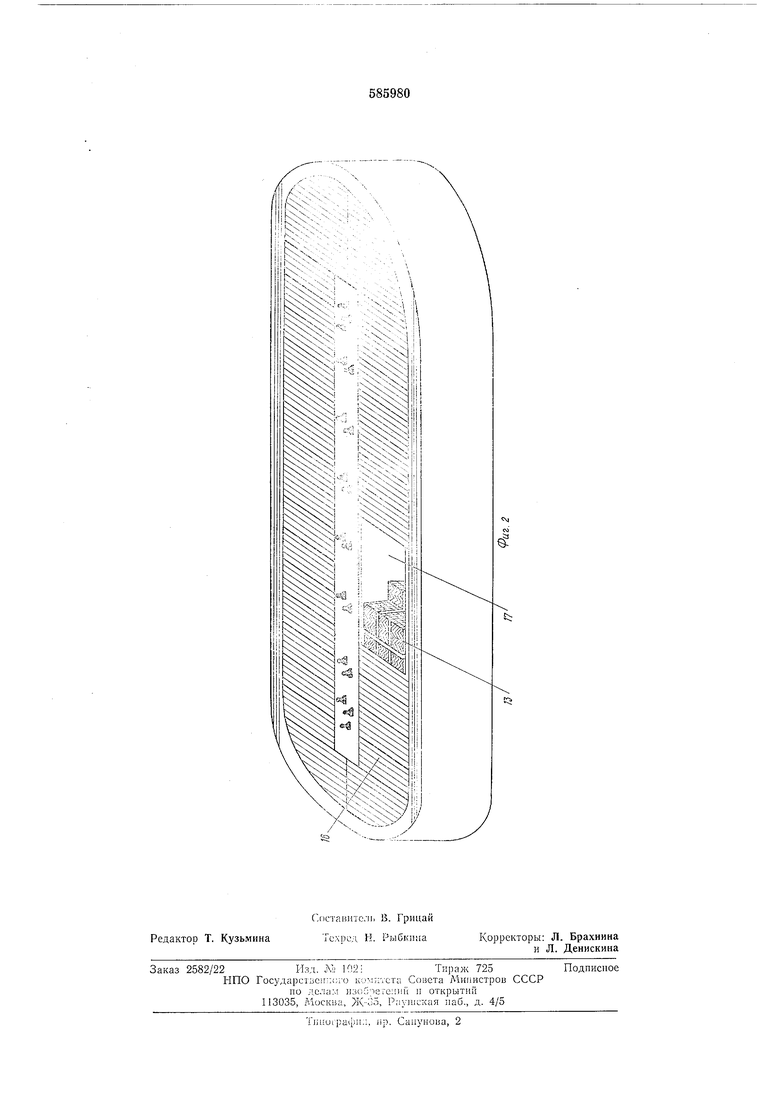
На фиг. 1 изображена предлагаемая поточпаи липия; на фиг. 2 - кольцевая печь, общий вид.
Поточная линия для изготовления керамических изделий включает узел приготовления сырья в виде ящичного питателя 1 с расположенными под ним вальцами 2 грубого помола, связанными ленточным транспортером 3 с вальцами 4 тонкого помола, под которыми установлен смеситель 5, например двухвальный. Смеситель 5 соединен с прессом 6 для формова1Ц-1Я изделий, в качестве которого может быть использован вакуумный пресс известной конструкции. Пресс б связан со штабелировщикоы 7 для перекладки изделий (далее в тексте применительно к кирпичу) на сушильные вагонеткн 8, переменл,ающиеся но рельсовым путям 9 в сушила 10. Пути 9 проходят сквозь сущила 10 до автомата-перекладчика 11, нерекладывающего кирпич с сушильной вагонетки 8 на транспортную вагонетку 12 в пакет 13 садки. Вагонетка 12 перемещается по рельсовым путям 14 до кольцевой печи 15, имеющей плоский свод из отдельных съемных панелей
16,которые образуют в своде печи отверстие
Работает поточная линия следующим образом.
Из карьера глину автосамосвалом подают в ящичный питатель 1, где она механически обрабатывается и затем поступает на вальцы 2 грубого помола, на которых измельчается до фракции 10-15 мм, и по ленточному транспортеру 3 попадает на вальцы 4 тонкого помола. После вальцов 4 измельченная до полной однородности глина идет в смеситель 5, между вальцами которого она еще раз перетирается с двукратным увлажнением. Изготовленная таким образом тестообразная глиняная масса уплотняется в прессе 6 для формования изделий, где ей придаются заданные при изготовлении кирпича плотность и форма. Пресс 6 оснащен резательным приспособлением (на черт, не показано), разделяющим глиняный брус на заготовки нужного размера. Полученный кирпич-сырец щтабелировщиком 7 укладывается на сушильную вагонетку 8, которая после загрузки автоматически по рельсам 9 перемещается в сушила 10, в которых кирпичсырец подвергается предварительной термической обработке (сущке) в заданном режиме. Из сушила 10 вагонетка 8 по тем же рельсам 9 транспортируется к автомату-нерекладчику 11, который снимает высущенный кирпич с сушильной вагонетки 8 и укладывает его на транспортную вагонетку 12 с одновременным формированием пакета 13 садки. В соответствии с заданной автомату-перекладчику 11 программой возможно формирование любого известного типа пакета 13 садки (елочка, пирамнда и т. п.). Вагонетка 12 с уложенным на нее пакетом 13 по рельсам 14 подходит к кольцевой печи 15, где пакет снимается с вагонетки захватом 19 крана 18 и через отверстие 17 в плоском своде печи 15 опускается в ее обжиговое пространство. Отверстие свода печи образуется путем выполнения свода из съемных элементов 16. После загрузки пакета садки отверстие закрывается элементами 16 и происходит окончательная термическая обработка кирпича в заданном режиме. Съемные элементы для открытия и закрытия отверстий можно либо поднимать, либо смещать вдоль свода кольцевой печи. Для обеспечения загрузки печи 15 в любой ее точке кран 18 установлен
с возможностью перемещения вдоль и поперек печи 15 по смонтированным над ней рельсам 20.
После окончания нроцесса обжига съемные элементы смещают и через образовавшееся
отверстие тем же захватом крана выгружают пакет 13 обожженного кирпича в транспортное средство.
Использование такой технологической линии позволяет полностью исключить ручной труд
при выполпении наиболее трудоемких процессов в формировании пакета садки и выгрузки обожженного кирпича, а также резко повышает производительность (в 2-3 раза) и дает возможность перевести кольцевую печь на
работы «в три огня и более.
Формула изобретения
по технологическому процессу узел приготовления сырья, устройство для подачи сырья, пресс для формования изделий, штабелировщик изделий на сушильные вагонетки, сушила
и кольцевую обжиговую печь, отличающаяся тем, что, с целью повышения производительности, линия снабжена автоматом-перекладчиком изделий, установленным между сушилами и кольцевой печью, и механизмом
выгрузки изделий из кольцевой печи, смонтированным над ее сводом, причем кольцевая печь выполпена с плоским сводом из отдельных панелей с приводом их перемещения.
печи выполнен в виде крана с захватом.
Источники информации, нринятые во внимание при экспертизе
9,
.го
-14
,6
