Изобретение относится к электротермии и может быть использовано в конструкциях кожухов самообжигающихся электродов руднотермических электропечей в химическом и металлургических производствах.
Цель - повышение производительности и надежности в работе печи путем повышения равномерности схода шихты.
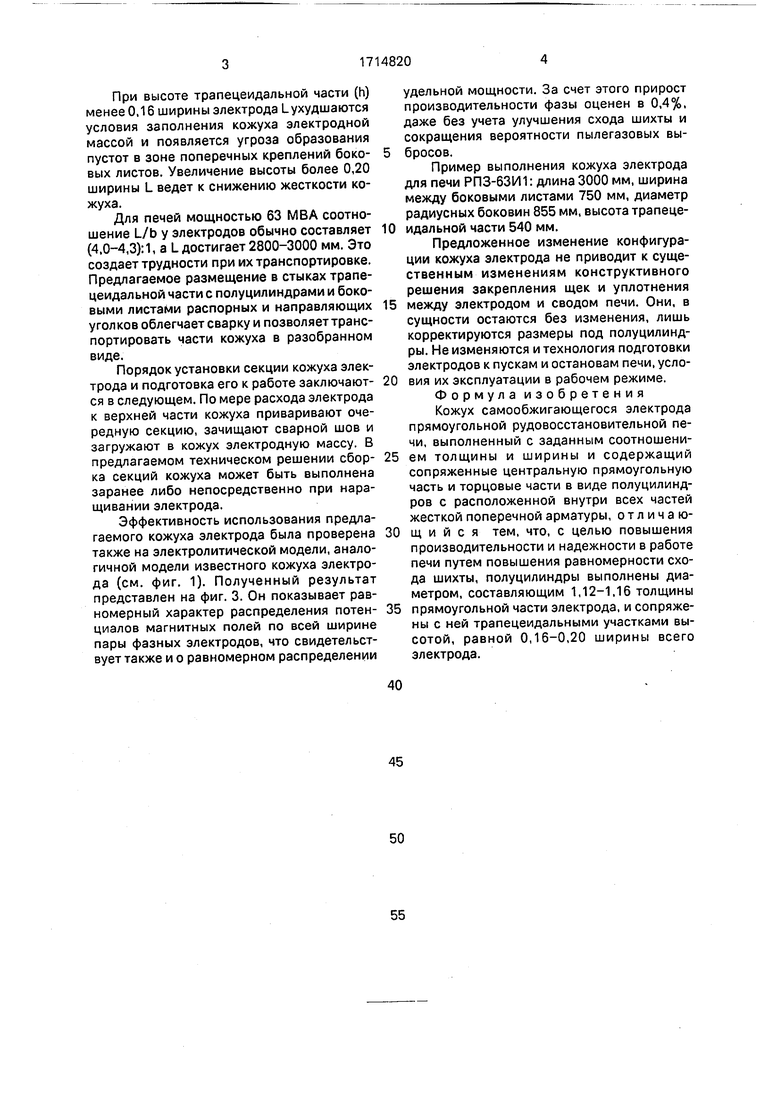
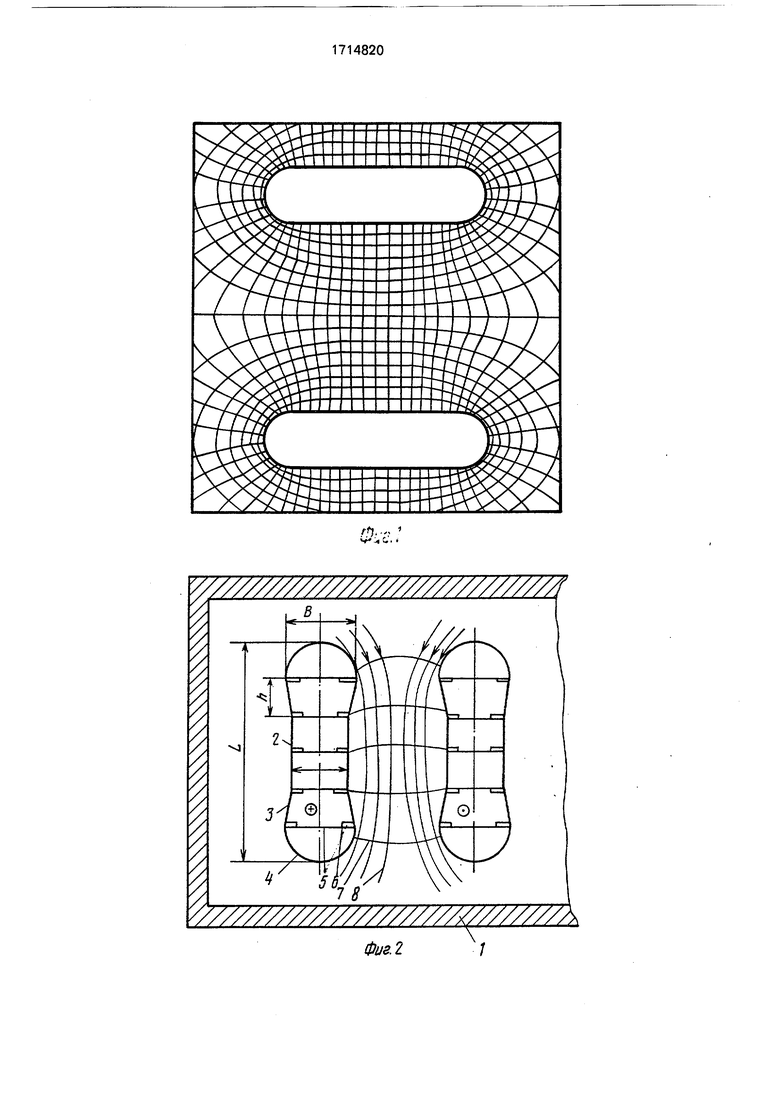
На фиг. 1 показан характер распределения потенциалов магнитных полей и объемной мощности между парами обычных электродов; на фиг 2 - горизонтальное сечение кожуха двух электродов одной фазы, вид сверху: на фиг. 3 - распределение потенциалов магнитных полей и объемной мощности между парами предлагаемых электродов.
Электроды располагаются в ванне 1 печи. Кожух электрода включает прямоугольную часть, образованную боковыми листами 2, трапецеидальную часть 3 и полуцилиндры 4, распорные 5 и направляющие
6 металлические уголки, образующие арматуру кожуха.
Позицией 7 обозначены линии электрического поля, позицией 8-линиимагнитных полей.
Выполнение радиусных боковин увеличенного диаметра В решает две важные задачи: повышение прочности и сохранение формы, даже по мере износа. С учетом расхода электрода при эксплуатации увеличение диаметра полуцилиндров менее чем на 1,12 относительно известной толщины электрода b не обеспечивает достаточного уровня сохранения формы электрода в ходе эксплуатации и постоянства плотности удельной энергии по длине электродов. Увеличение диаметра более 1,16 толщины b не ведет к существенному улучшению этих параметров, но в то же время увеличивает массу электрода и нагрузку на механизмы его удержания.
При высоте трапецеидальной части (h) менее 0,16 ширины электрода Ьухудшаются условия заполнения кожуха электродной массой и появляется угроза образования пустот в зоне поперечных креплений боковых листов. Увеличение высоты более 0,20 ширины L ведет к снижению жесткости кожуха.
Для печей мощностью 63 МВА соотношение L/b у электродов обычно составляет (4.0-4,3):, а L достигает 2800-3000 мм. Это создает трудности при их транспортировке. Предлагаемое размещение в стыках трапецеидальной части с полуцилиндрами и боковыми листами распорных и направляющих уголков облегчает сварку и позволяет транспортировать части кожуха в разобранном виде.
Порядок установки секции кожуха электрода и подготовка его к работе заключаются в следующем. По мере расхода электрода к верхней части кожуха приваривают очередную секцию, зачищают сварной шов и загружают в кожух электродную массу. В предлагаемом техническом решении сборка секций кожуха может быть выполнена заранее либо непосредственно при наращивании электрода.
Эффективность использования предлагаемого кожуха электрода была проверена также на электролитической модели, аналогичной модели известного кожуха электрода (см. фиг. 1). Полученный результат представлен на фиг. 3. Он показывает равномерный характер распределения потенциалов магнитных полей по всей ширине пары фазных электродов, что свидетельствует также и о равномерном распределении
удельной мощности. За счет этого прирост производительности фазы оценен в 0,4%, даже без учета улучшения схода шихты и сокращения вероятности пылегазовых выбросов.
Пример выполнения кожуха электрода для печи РПЗ-63И1: длина 3000 мм, ширина между боковыми листами 750 мм, диаметр радиусных боковин 855 мм, высота трапецеидальной части 540 мм.
Предложенное изменение конфигурации кожуха электрода не приводит к существенным изменениям конструктивного решения закрепления щек и уплотнения между электродом и сводом печи. Они, в сущности остаются без изменения, лишь корректируются размеры под полуцилиндры. Не изменяются и технология подготовки электродов к пускам и остановам печи, условия их эксплуатации в рабочем режиме.
Формула изобретения
Кожух самообжигающегося электрода прямоугольной рудовосстановительной печи, выполненный с заданным соотношением толщины и ширины и содержащий сопряженные центральную прямоугольную часть и торцовые части в виде полуцилиндров с расположенной внутри всех частей жесткой поперечной арматуры, отличающийся тем, что, с целью повышения производительности и надежности в работе печи путем повышения равномерности схода шихты, полуцилиндры выполнены диаметром, составляющим 1,12-1,16 толщины прямоугольной части электрода, и сопряжены с ней трапецеидальными участками высотой, равной 0,16-0,20 ширины всего электрода.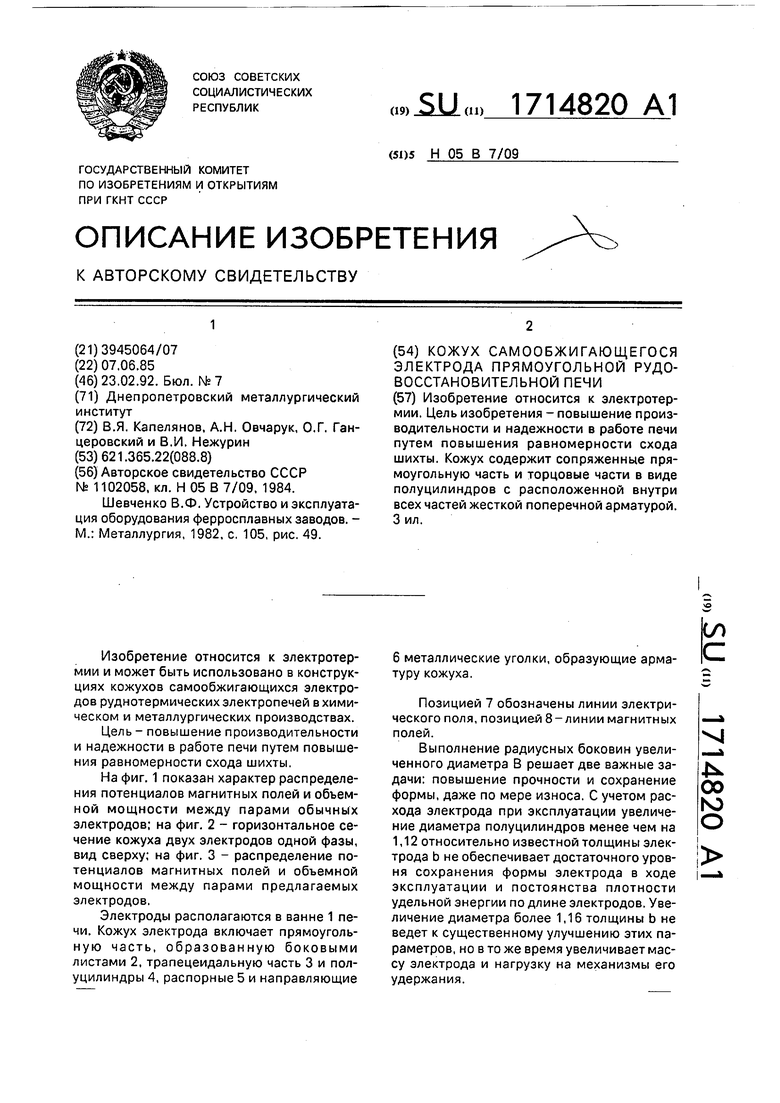
| название | год | авторы | номер документа |
|---|---|---|---|
| Стартовая секция самообжигающегося электрода | 1980 |
|
SU902327A1 |
| Кожух самообжигающегося электрода | 1981 |
|
SU997265A1 |
| Самообжигающийся круглый электрод рудовосстановительной электропечи | 1984 |
|
SU1246421A1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| Секция кожуха самообжигающегося электрода | 1980 |
|
SU951758A1 |
| Кожух самоспекающегося электрода | 1981 |
|
SU984067A1 |
| Многоэлектродная руднотермическая печь постоянного тока | 1977 |
|
SU727951A1 |
| Руднотермическая электропечь | 1979 |
|
SU870895A1 |
| Секция кожуха овального самообжигающегося электрода электропечи | 1982 |
|
SU1102058A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РАЗОГРЕВА РУДНОТЕРМИЧЕСКОЙ ПЕЧИ ПОСЛЕ ПРОСТОЯ | 1992 |
|
RU2009422C1 |
Изобретение относится к электротермии. Цель изобретения - повышение производительности и надежности в работе печи путем повышения равномерности схода шихты. Кожух содержит сопряженные прямоугольную часть и торцовые части в виде полуцилиндров с расположенной внутри всех частей жесткой поперечной арматурой. 3 ил.
У////////////////////////////////
//////////////////////////////////
Фиг. 2J
/a.f
| Секция кожуха овального самообжигающегося электрода электропечи | 1982 |
|
SU1102058A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство и эксплуатация оборудования ферросплавных заводов | |||
| - М.: Металлургия, 1982, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
