Изобретение относится к литейному производству, в частности к изготовлению литьем по выплавляемым моделям отливок с глухими протяженными внутренними по- лостями.
Цель изобретения - упрощение технологического процесса изготовления отливок, повышение их качества за счет снижения равностённости формы.
Сущность изобретения заключается в том, что эфиры, залитые в протяженную глухую полость, вступают в реакцию с находящимися нам парами воды и кислоты (гидролизуются) и одновременно поглощают находящиеся в полости пары органического растворителя. В месте контакта эфира и непросушенного в полости слоя формы происходят те же процессы - гидролиз за
счет воды, содержащейся в непросушенной форме, растворение паров растворителя - в эфирах, благодаря чему форма отверждается.
Заполнение внутренней полости формы эфирами осуществляют после того, как остальные части формы (за исключением внутренней полости) высушены и на них может быть насесен следующий слой. Момент завершения сушки слоя формы на наружной поверхности модели оценивают опытным путем или определением остаточной влажности образца-свидетеля. Эфиры, слитые из внутренней полости, могут быть многократно повторно использованы, так каких их реакционная способность по отношению к воде весьма велика.
Выдержка на воздухе в течение 2-50 мин необходима для завершения процесса
СЛ 4
3
отверждения внутренних слоев формы. Нижний предел времени выдержки - для эфиров с более высокой реакционной способностью (тетраэтоксисилан, кубовые остатки его производства), верхний предел - для более конденсированных эфиров, например этилсиликата-40, ГС-20Э. Уменьшение времени выдержки менее 2 мин может привести к размыву формы при нанесении последующего слоя, к разрушению формы при заливке. Увеличение времени выдержки нецелесообразно.
Вопрос использования собственно эфиров или их растворов в органических растворителях решается исходя из экономических соображений.
Пример 1 (прототип). Изготовление полой тонкостенной отливки с внутренней полостью глубиной 217 мм, выходящей на поверхность отверстием ф 20 мм.
Предварительно изготовили смесь состава: зтилсиликат-40 33 вес.ч,, пылевидный кварц 67 вес.ч., 5%-ный раствор триэтано- ламина 4 вес.ч. Сразу же после смешивания смесь залили во внутреннюю полость модели. Через 3 мин смесь пришла в гелеобраз- ное состояние. После этого нанесли пять слоев суспензии с этилсиликатным связующим. Время сушки каждого слоя в нормальных условиях соответственно: 24; 24; 8; 8; 8 ч. Таким образом, общее время сушки 72 ч, т.е. 3 сут.
После завершения сушки первого слоя на внешней поверхности обнаружены трещины, образовавшиеся в результате излишней продолжительности сушки для этой части формы.
После завершения процесса изготовления формы из нее удалили выплавлением модельный состав. Форму прокалили и залили сталью по общепринятой технологии. Наружную поверхность формы очистили от остатков керамики дробеструйной обработкой. Для удаления остатков керамической смеси из внутренней полости потребовалось выщелачивание в 50%-ном растворе КОН при 142°С в течение 27 ч с периодическим извлечением отливки из ванны и промывкой внутренней полости.
Осмотр полученной отливки показал, что на ее наружной поверхности имеются гребешки, свидетельствующие о растрескивании формы. Во внутренней полости отливки - залив, полученный из-за размывания стержня, сформированного керамической смесью.
Пример 2. Изготовление такой же отливки. На модель нанесли слой суспензии с этилсиликатным связующим того же состава, что по примеру 1. После высушивания
слоя формы на наружной стороне модели (время сушки 4 ч, окончание сушки определено по остаточной влажности) во внутреннюю полость залили этилсиликат-40, тотчас слили его, форму выдержали на воздухе 25
мин, затем нанесли следующий слой суспензии. Все операции повторили 5 раз. Время сушки слоев 4, 6,7, 7, 7 ч. Таким образом, общее время сушки 31 ч. После высушивания 5 слоя, заполнения внутренней полости
этилсиликатом, его слива, выдержки на воздухе в течение 25 мин из формы выплавлением в воде удалили модельный состав. Обжиг формы, очистку отливки от остатков керамики выполняли аналогично примеру 1.
Время очистки 12 ч. Таким образом, время изготовления отливки по изобретению сократилось по сравнению с прототипом на 50 ч.
Полученная отливка не имела дефектов.
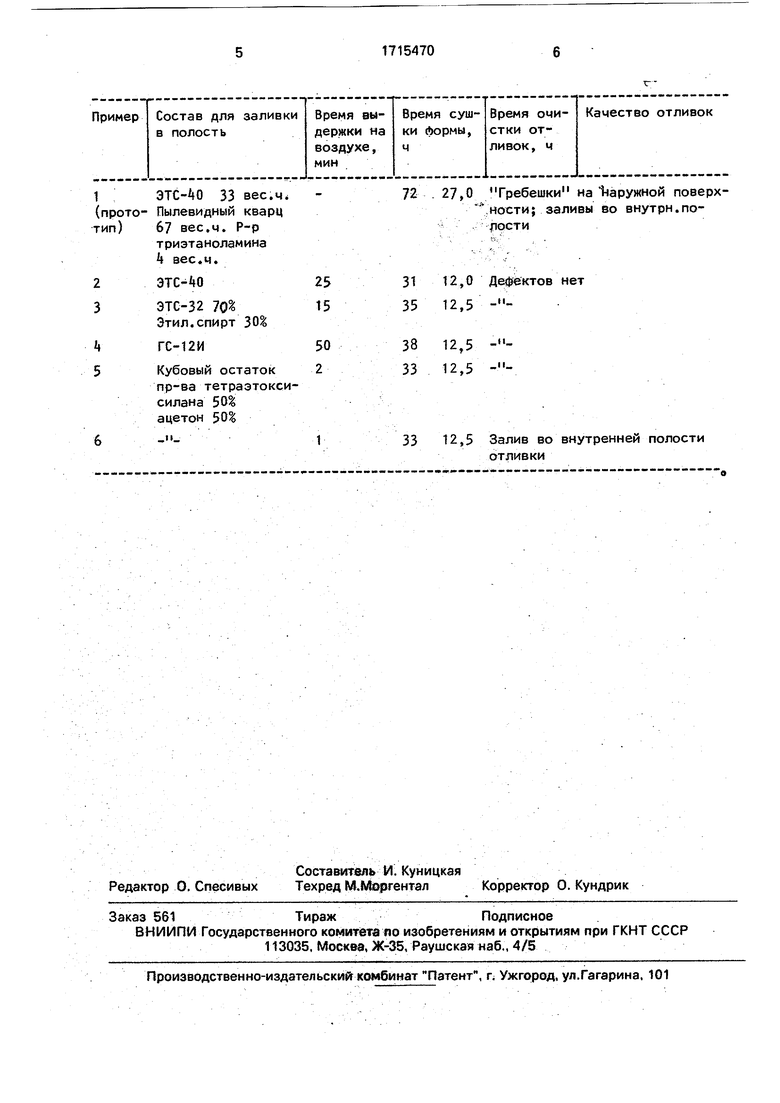
Аналогичные результаты получены и в других вариантах выполнения способа, приведенных в таблице.
Реализация изобретения позволит значительно упростить процесс изготовления сложных отливок с глухими, протяженными, внутренними полостями, сократить время их изготовления, снизить количество брака отливок.
Ф о р м у л а и з о б р ет е н и я
Способ изготовления форм по выплавляемым моделям для получения отливок с
протяженными внутренними полостями, включающий нанесение слоев суспензии на модель, обсыпку каждого слоя огнеупорным материалом и сушку, заполнение протяженных полостей составом, отличающийся
тем, что, с целью упрощения технологического процесса изготовления отливок, повышения их качества за счет достижения равностенности формы, заполнение протяженных полостей составом осуществляют
после высушивания каждого слоя суспензии на наружных поверхностях моделей, при этом в качестве состава используют эфиры ортокремниевой кислоты или их растворы, которые затем сразу выливают, а перед нанесением последующих слоев суспензии производят выдержку форм на воздухе в течение 2-50 мин.
1ЭТС-40 33 вес.ч (прото- Пылевидный кварц тип) 67 вес.ч. Р-р
триэтаноламина k вес.ч.
2ЭТС-40
3ЭТС-32 70% Этил.спирт 30%
ГС-12И
5 Кубовый остаток
пр-ва тетраэтокс силана 50% ацетон 50
72 . 27,0 Гребешки на Наружной поверх л ности; заливы во внутри.по- лости
3112,0Дефектов нет
3512,5- 3812,5- 3312,.
33 12,5 Залив во внутренней полости отливки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1992 |
|
RU2043825C1 |
| Способ изготовления легкоочищаемых литейных керамических форм, получаемых по выплавляемым моделям | 2017 |
|
RU2673872C1 |
| Способ изготовления многослойных оболочковых форм по выплавляемым моделям | 1982 |
|
SU1082546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
| Способ изготовления форм по выплавляемым моделям | 1987 |
|
SU1496904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям для отливок с протяженными внутренними полостями. Цель изобретения - упрощение технологического процесса, сокращение цикла изготовления отливок, повышение их качества за счет достижения равностенно- сти формы. Сущность технического решения заключается в том, что форму изготавливают путем нанесения слоев суспензии на модель, из обсыпки огнеупорным материалом с последующей сушкой, а после высушивания каждого слоя формы на наружной поверхности модели внутреннюю полость заполняют эфирами ортокремние- вой кислоты или их растворами, затем эфи- ры сливают, а перед нанесением следующего слоя форму выдерживают на воздухе 2-50 мин. 1 табл. сл С
| Литье по выплавляемым моделям | |||
| /Под ред | |||
| Я | |||
| И | |||
| Шкленника и В | |||
| А | |||
| Озерова | |||
| М.: Машиностроение | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
| 0 |
|
SU233314A1 | |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Авторское свидетельство СССР Мг 1192245 , кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления керамическихфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU839654A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
