Изобретение относится к машиностроению и приборостроению и может быть использовано для автоматизации загрузки стержневых деталей электронной техники.
Цель изобретения - повышение надеж- ности путем обеспечения фиксации правильно ориентированных деталей.
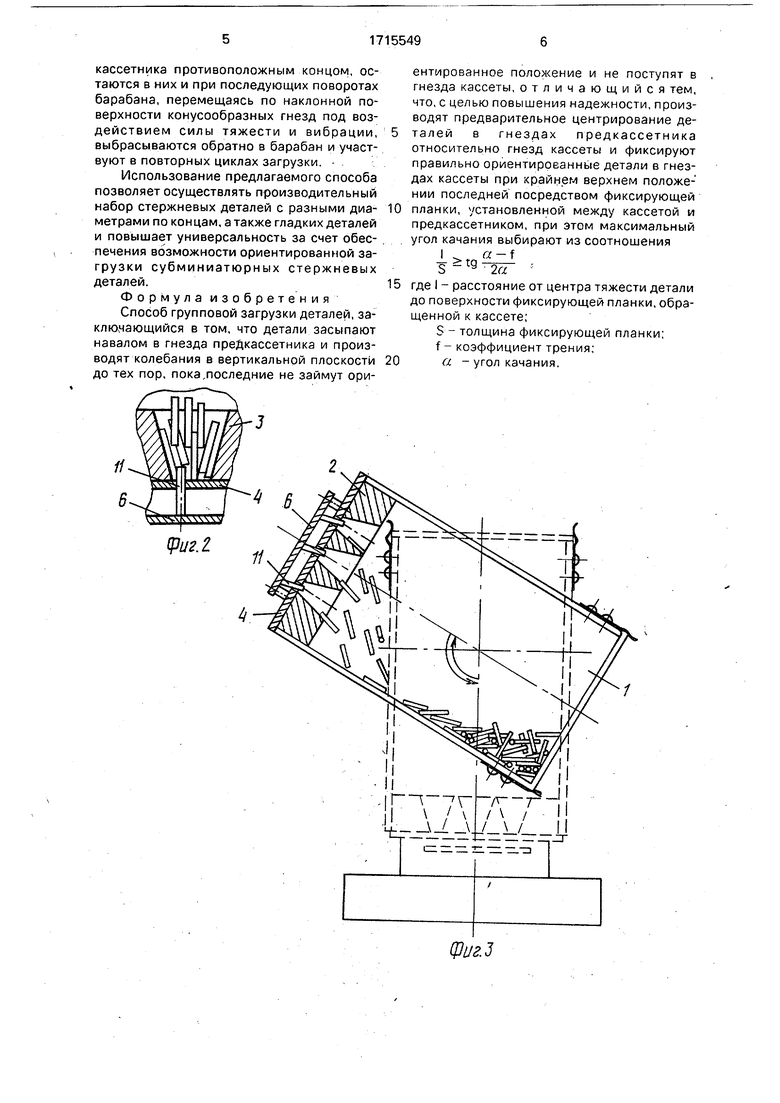
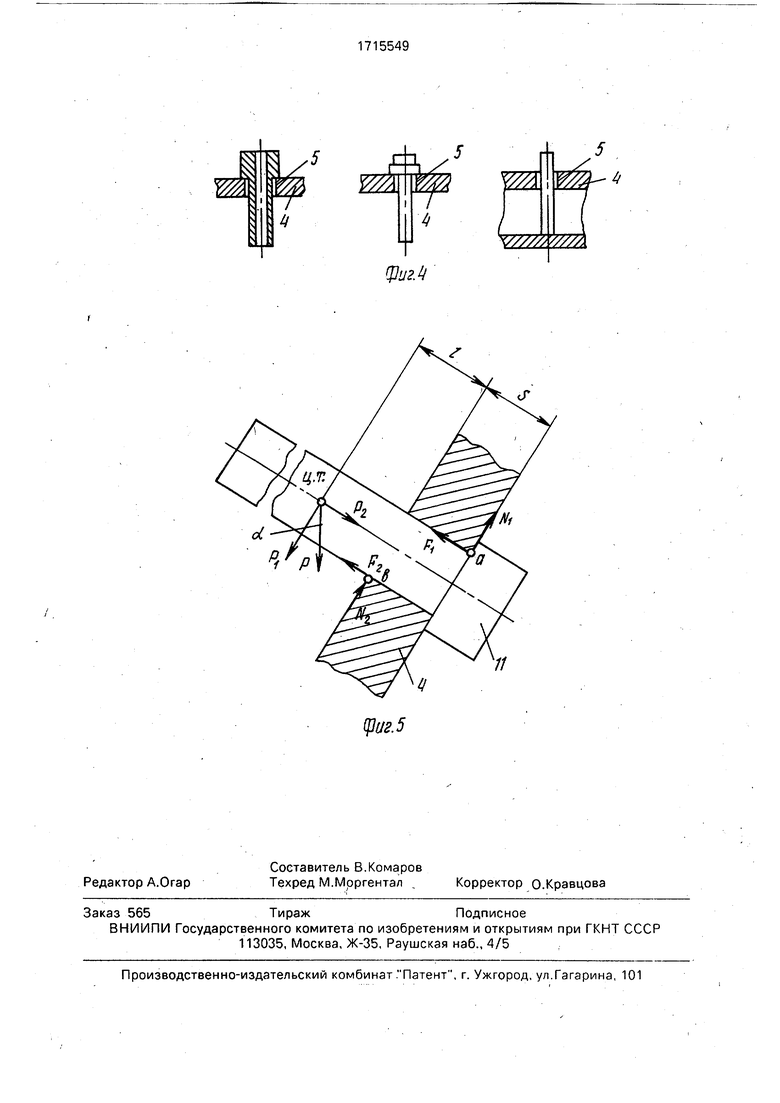
На фиг. 1 показано устройство для осуществления предлагаемого способа, общий вид; на фиг. 2 - расположение деталей в гнезде предкассетника и фиксирующей планки; на фиг. 3 -устройство при повороте барабана на угол а , общий вид; на фиг. 4 - детали различной конфигурации в гнезде фиксирующей планки; на фиг. 5 - деталь в момент ее заклинивания в гнезде фиксирующей планки при повороте барабана на угол а .
Способ групповой загрузки деталей осуществляют следующим образом.
Загружаемые детали засыпают навалом внутрь барабана 1, снабженного предкас- сетником 2 с конусообразными гнездами 3, фиксирующей планкой 4 с цилиндрическими гнездами 5 и кассетой 6, зафиксирован- ных на барабане 1 посредством защелок 7. Барабан закрывают крышкой 8. Включают вибропривод 9 и электродвигатель 10. В нижнем положении кассеты 6 детали 11 под действием собственного веса и вибрации западают в гнезда 3 предкаесетника 2, а затем в гнезда 5 фиксирующей планки 4 и упираются в дно кассеты 6. При этом центр тяжести детали находится ниже фиксирующей планки 4, а направление действия силы веса детали совпадает с продольными осями самой этой детали и гнезда. Если центр тяжести детали расположен в середине гнезда 5 фиксирующей планки 4, то момент реакции опор равен нулю и деталь не фик- сируется в гнезде планки 4. Для сброса лиш- них деталей, запавших в гнезда 3 предкассетника 2, и последующего заполнения гнезд фиксирующей планки 4 бара- бан 1 периодически поворачивают. При повороте барабана 1, например, по часовой стрелке детали, находящиеся в гнездах 5 планки 4, диаметр которых соответствует диаметру детали, а их высота не больше половины этого диаметра, отклоняются в противоположную сторону под действием силы тяжести, которая изменяет свое направление, устанавливаясь под углом к про- дольной оси детали. При изменении направления илы тяжести детали ее центр тяжести смещается относительно продольной оси гнезда 6 фиксирующей планки 5 также в сторону, противоположную повороту барабана 1. При этом возникает заклинивающий момент, фиксирующий деталь в гнезде 6 планки 5. При повороте барабана на угол а. деталь 11 заклинивается в точках а и b фиксирующей планки 4. От действия силы веса детали Р возникают силы реакции опоры NI, N2 и, соответственно, силы трения FI и F2. Сила веса детали Р раскладывается на две составляющие Pi и Р2. Условие, при котором деталь заклинивается, т. е. не выпадает из гнезда 5 фиксирующей планки
4при повороте барабана 1 на угол а., выражается соотношением
Fi+F2 P.nflHNif+N2fi p sin a,(1)
где f- коэффициент трения.
Условие заклинивания детали в гнезде
5фиксирующей планки 4 выражается также условием равенства моментов сил, действующих на деталь при заклинивании, из соотношений:
Pil NiS-(2)
или Pi(l+S)N2S,(3)
где I - расстояние от точки b до центра тяжести детали;
S - толщина фиксирующей планки.
Условие равенства моментов относительно точки а выражается соотношением (3) условие равенства моментов относительно точки b - соотношением (2). Подставляя значения (2) и (3) в уравнение (1), получают
f + Pl(L + s)f Psirv
s 5
Pi Pcos«,
P COS«
f , Pcos«(l т+ sS)
f Psintt,
f(l + I ц- S) Psin«, |(2l+S)tgr/,
2lf +fS
tga,
2lf
„ tg«-f.
Таким образом, определяют условие заклинивания деталей в гнезде 5 фиксирующей планки как
(4)
1 9 а f S 2f
где а - угол поворота барабана;
S - толщина фиксирующей планки;
f - коэффициент трения.
Пользуясь формулой (4) можно для определенной детали подобрать толщину фиксирующей планки 4 и угол поворота барабана 1.
В гнезда планки 4 детали запада.ют тем концом, диаметр которого соответствует диаметру указанного гнезда и меньше диаметра противоположного конца детали. Детали, запавшие в конусообразные гнезда предкассетника противоположным концом, остаются в них и при последующих поворотах барабана, перемещаясь по наклонной поверхности конусообразных гнезд под воздействием силы тяжести и вибрации, выбрасываются обратно в барабан и участвуют в повторных циклах загрузки. Использование предлагаемого способа позволяет осуществлять производительный набор стержневых деталей с разными диаметрами по концам, а также гладких деталей и повышает универсальность за счет обеспечения возможности ориентированной загрузки субминиатюрных стержневых деталей.
Формула изобретения Способ групповой загрузки деталей, заключающийся в том, что детали засыпают навалом в гнезда преДкассетника и производят колебания в вертикальной плоскости до тех пор, пока,последние не займут ориентированное положение и не поступят в гнезда кассеты, отличающийся тем, что, с целью повышения надежности, производят предварительное центрирование деталей в гнездах предкассетника относительно гнезд кассеты и фиксируют правильно ориентированные детали в гнездах кассеты при крайнем верхнем положе- нии последней посредством фиксирующей
планки, установленной между кассетой и предкассетником, при этом максимальный угол качания выбирают из соотношения
1„9 ,
где I - расстояние от центра тяжести детали до поверхности фиксирующей планки, обращенной к кассете;
S- толщина фиксирующей планки; f- коэффициент трения; ft - угол качания.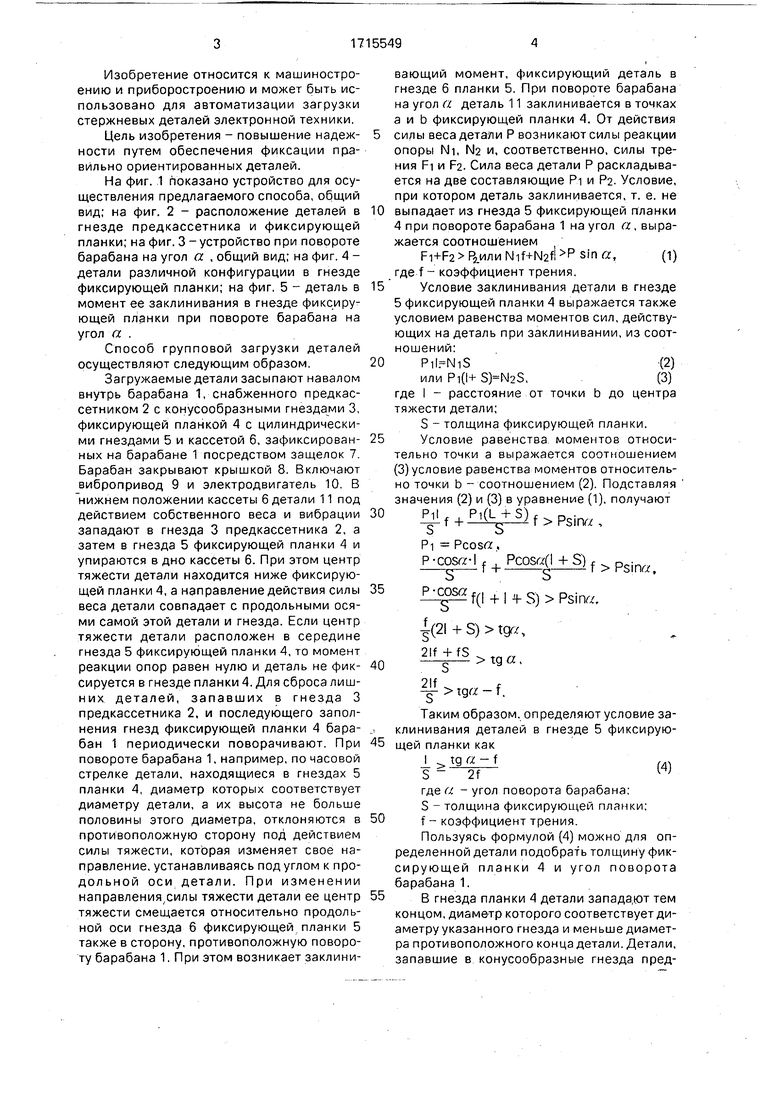
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки деталей | 1973 |
|
SU450698A2 |
| Устройство для групповой загрузки деталей | 1980 |
|
SU897469A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ЗАГРУЗКИ ДЕТАЛЕЙ | 1973 |
|
SU404606A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
| Устройство М.С.Подлюка для групповой ориентированной загрузки цилиндрических деталей в гнезда кассеты | 1990 |
|
SU1787741A1 |
| Ориентирующее устройство | 1984 |
|
SU1214387A1 |
| Устройство для ориентации цилиндрических деталей с профилированными торцами | 1980 |
|
SU889381A1 |
Изобретение относится к машиностроет нию и приборостроению и может быть использовано для автоматизации загрузки стержневых деталей электронной техники. Целью изобретения является повышение надежности путем обеспечения фиксации правильно ориентированных деталей, Способ групповой загрузки деталей заключается в том, что загружаемые детали засыпаются навалом внутрь барабана 1, снабженного .предкассетником 2 с конусообразными гнездами, фиксирующей планкой с цилиндрическими гнёздами и кассетой 6. В нижнем положении кассеты детали попадают под действием веса в указанные гнезда. Для сброса лишних деталей и последующего за-, полнения гнезда кассеты барабан периодически поворачивают. В данном техническом решении используют кассету с цилиндрическими гнездами, диаметр которых соответствует диаметру детали, а их высота не больше половины этого диаметра. Поэтому при поворотах барабана на угол а детали отклоняются, устанавливаясь под углом а к продольной оси гнезда. При этом возникает заклинивающий момент, фиксирующий деталь в гнезде фиксирующей планки. 5 ил. (Л С от (Л О
фиг.3
фиг. Ц
S
11
(риг. 5
| Устройство для ориентации цилиндрических деталей | 1984 |
|
SU1259525A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
