Изобретение относится к подаче {радиодеталей, а именно к устройст- для ориентации цилиндрических деталей, например деталей полупро- одашковых приборев
Цепь изобретения - повышение про- 1|13водителькости в работе за счет повышения степени заполнения гнезд трафарета.
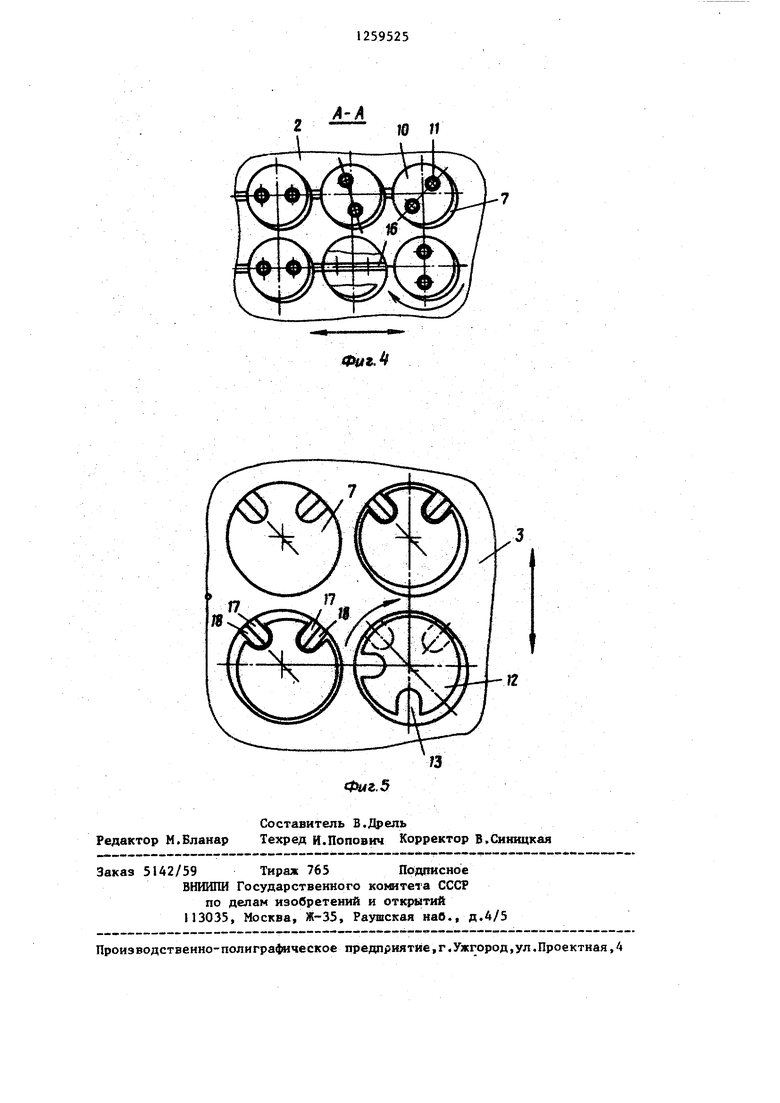
На 4иг.I схематически показано устройство, общий вид; на фиг.2 - гнезда трафарета для ориентации фланцев с радикальным выступом, вид сверху; на фиг.З - трафарет дпя ориентации стеклотаблеток и пристыкованные к нему магазин с выводами в ячейках и кассета, разрез; на фиг.4 разрез А-А на фиг.З; на .5 - гнезда трафарета дпя ориентации держателей, вид сверху,
Устр ойство состоит из вибробункера I, установленного на оси 2 кача- Ю1Я. Вибробункер 1 содержит трафарет 3, закрепленный на его дне, и выполнен с полостями А н 5 дпя ориенти- руеквлс деталей. Вибробункер 1 уравно- относительно оси 2 качания противовесом 6. Вибробункер 1с трафаретом 3 устан(эвлен с возможностью возвратно-поступательных колебаний вдоль оси 2 качания при помощи механизма привода (не показан). Трафарет 3 выполнен с гнездами 7 в виде отвер- для размещения ориентируеьых деталей, которые выполнены продолговатой, например овальной, формл и расположены на трафарете 3 так, что продольные оси гнезд 7 расположены под острым углом к направлению возвратно-поступательных колебаний трафарета.
Устройство обеспечивает ориента- ,цию различных цилиндрических деталей полупроводниковых приборов, например фланцев 8 с радиальшь тле- тупами 9, стеклотаблеток 10 с отверстиями, или держателей 12 с пазами 13. Трафарет 3 выполнен с элементаш для ксации деталей в ориентированном положении. Дпя фпанцев 8 элементы трафарета 3 для фиксации деталей в ориентированном положении выполнены в виде пазов 14 для ра|шальных шлступов 9. Пазы 14 расположены между наклонными выступами 15. Пля стеклотаблеток 10 элементы Дпя фиксации деталей трафарета 3 выполнены в виде прорезей 16 в дне гнезд 7 дпя размещения деталей, а для держателей 12
элементы дпя фиксации деталей выполнены в виде выстуйов 17 для пазов 13 держателей 12. Клступы 17 выполнены со скосами 18. При ориэнтации стекло- таблеток 10 на трафарет 3 устанавливается магазин 19, в ячейках которого размещаются выводы 20.
Устройство работает следующим образом.
В наклонном положении вибробункера в его полость 4 засыпают ориентируемые детали в количестве, в 0- 15 раз превышающем количество гнезд
трафарета. Вибробункеру 1 сообщаются возвратно-поступательные колебания вдоль оси качания и поочередные наклоны дпя перемещения деталей по трафарету 3 из одной полости в другую.
Перемещаясь по трафарету 3, часть деталей западает в гнезда 7 для размещения деталей.
Запавшие в гнезда детали приобретают возвратно-поступательное колебание трафарета и вращательное движение, задаваемое овальной формой гнезд 7 для размещения деталей. Вращение деталей в гнездах 7 трафарета
3 происходит во время возвратно-пос- тупателышх колебаний замечет того, что силами инерции детали перемещаются вдоль продольной оси гнезд 7 во вза1тно-противоположШ|1Х направлениях н при этом прижимаются поочередно к противоположшйм боковым поверхностям гнезд и за счет смп трения приводятся во вращение.
Ориентация фланцев 8 с радиальным
нлступом 9 (фиг.2) происходит следующем образом. При колебаниях трафарета в соответствующем направлении детали поворачиваются по ча:совой стрелке. Радиалышй выступ 9 деталей сначала перемещается по поверхности трафарета 3, затем поднимается по наклонным выступам 15 и западает в паз 14.
50
55
Ориентация стеклотаблеток 10 (фиг.З и 4) происхада1т следующим образом. В отверстия 1 стеклотаблеток 10 западают выводы 20 из ячеек магазина J9 и вращаются вместе со стек лотаблетка1 « 10 до западания хотя бы одного вывода э прорезь 16. Ори- ентирунщая прорезь направляет вывод в отверстие кассеты. Стеклотаб етки 0 еовершают маятниковые колебания
3 J
вскруг запавшего в прорезь вывода до тех пор, пока и второй вывод не западет в прорезь, а затем н в отверстие кассеты.
Ориентация держателей 12 (фиг.5) выполняется сле.ующим образом. Детали вращаются в гнездах 7 для размещения деталей до тех пор, пока оба паза 13 ие совпадают с выступами 17 на дне гнезд 7. Заходные скосы 18 позволяют без заеданий заходить пазам I3 деталей на выступы 17.
После того, как трафарет очищен от избытка деталей, вибрация выключается. Цикл ориентации деталей закончен.
239525
Формула
изобретения
Устройство дпя ориентащш цилиндрических деталей, содержащее установленный с возможностьш колебаний трафарет с гнездами в виде дпя размочения деталей и элемента « дпя фикса1а1и деталей в ориентированном положении, отличающее
е с я тем, что, с целью повышения его производительности, т{ афарет установлен с возножностыо воэвратно- поступателывлх колебашА, а отверстия, гнезд трафарета вшюлнеяы продолговатой формы, при.этом продоль- оси гиезд расположены лод острым УГЛОМ в направлении возвратно- поступательных колебаний трафарета.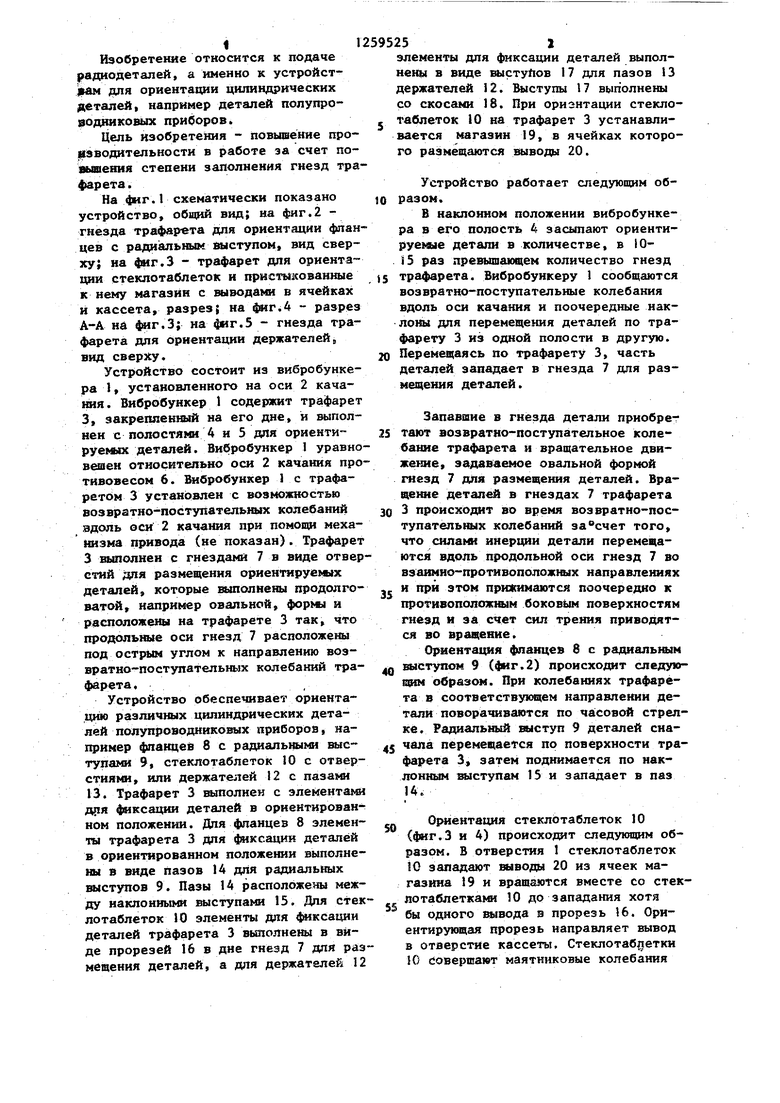

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для групповой сборки деталей преимущественно в виде стержня с фланцем с деталями в виде диска с отверстиями | 1983 |
|
SU1233309A1 |
| Устройство для загрузки деталей,преимущественно в виде стержней,в кассеты | 1983 |
|
SU1162001A1 |
| Устройство для групповой загрузки плоских деталей преимущественно в виде фланцев с буртиком | 1987 |
|
SU1443220A1 |
| Устройство для загрузки стержневых деталей в кассеты | 1974 |
|
SU559302A1 |
| Устройство для групповой сборки деталей | 1983 |
|
SU1190428A1 |
| Устройство загрузки выводов | 1972 |
|
SU469168A1 |
| Устройство для групповой загрузки плоских деталей | 1977 |
|
SU675486A1 |
| Устройство для ориентации цилиндрических деталей с прямоугольными выступами | 1975 |
|
SU587532A1 |
| Устройство для групповой загрузки стержневых деталей | 1977 |
|
SU669429A1 |
1Ьобретение касается устройств ориентации цилиндрических деталей. Цель изобретения - повышение произ- водительиости устройства за счет повышения степени заполнения гнезд 7 трафарета. Вибробункер с трафаретом совершают возвратно-поступательные колебания. Продольные оси овальных гнезд расположены под острым углом в направлении перемещення трафарета. Детали, вращаясь, заполняют гнезда 7. При ориентации фланцев 8 с радиальными выступами 9 последние сначала перемещаются по поверхности трафарета, поднимаются по наклонным выступам 15 и западают в паз 14. Устройство обеспечивает возможность ориентации стеклотаблеток и держателей. 5 ил. Фиг. 2
Фмг.З
А А
Ю It
Фиг. 5
Редактор М.Бланар
Составитель В.Дрель
Техред И.Попович Корректор В.Снницкая
Заказ 5142/59 Тираж 765 Подашсное ВНИИПИ Государствеикого комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская нав., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул,Проектная,4
| Устройство для ориентации цилиндрических деталей с прямоугольными выступами | 1975 |
|
SU587532A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
