На известных зубозакругляющих стайках закругление торцов зубьев шестерен осуществляется дисковой фасонной фрезой.
Предлагаемый зубозакругляющий станок отличается от известных тем, что для получения криволинейного профиля закругления торца зуба шестерни закругление зубьев производится дисковой фасонной фрезой, профиль которой соответствует поперечному сечению закругляемой части зуба. При этом фреза совершает сложное движение по заданной траектории с помош,ыо механизма качания фрезерной головки станка, выполненного в виде двух подвижных рычагов, приводимых двумя кулачками, кинематически связанными с приводом станка.
На фиг. 1 изображена дисковая фасонная фреза /, обрабатываемое зубчатое колесо 2 и траектория 3 движеиия оси фрезы. На участке а производится врезаиие в торец зубчатого колеса на полную глубину закругления h, на участке b - обработка вдоль высоты зуба колеса по радиусу на участке с - быстрый отвод фрезы от обрабатываемой поверхности зубчатого колеса и на участке d - возврат фрезы в исходное положение с одновременным поворотом изделия на обработку следуюш,его зуба.
жется по направлению от вершииы зуба к его основанию.
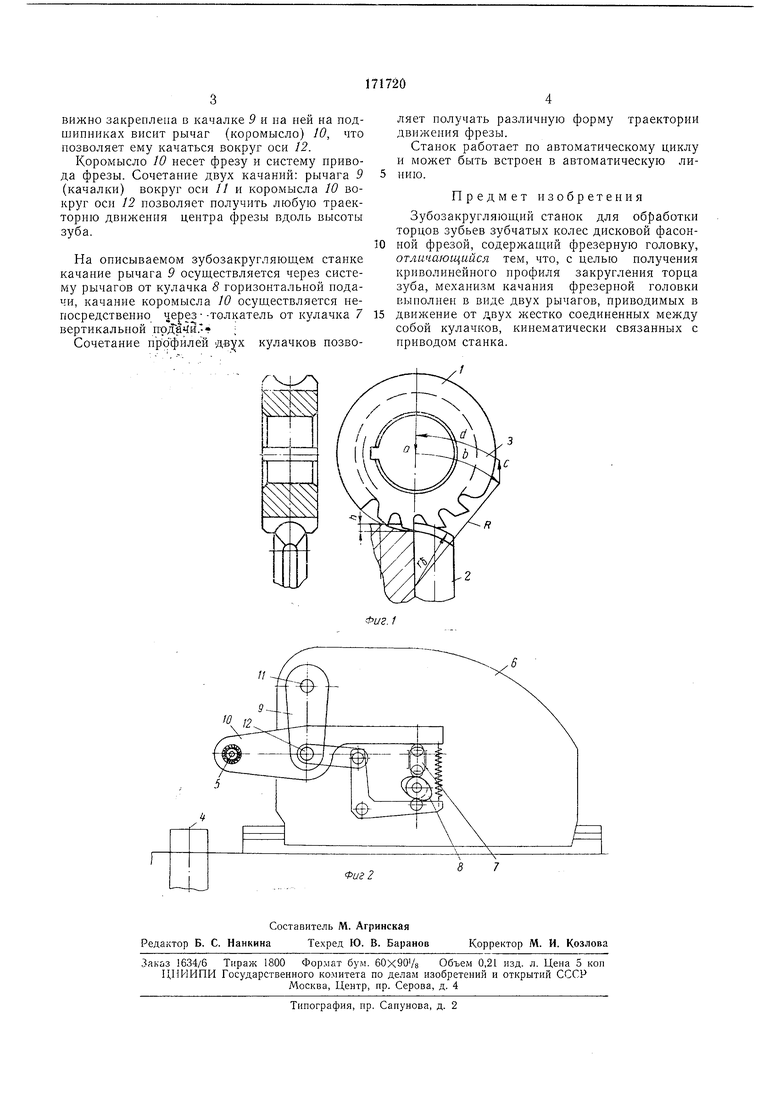
На фиг. 2 дана принципиальная схема описываемого зубозакругляюшего станка. Станок имеет вертикальную компоновку, при которой ось шпинделя 4 изделия расположена вертикально, а ось 5 фрезерного шпинделя - горизонтально.
Станок работает следующим образом. Обрабатываемое зубчатое колесо 2 устанавливается на шпиндель 4 изделия, затем нажатием кнопки включается автоматический цикл. При этом фрезерная головка 6 подводится в рабочее положение и включается движение кулачкового вала, обесиечквающего с помощью кулачков 7 и S и системы рычагов 9 и 10 требуемый цикл обработки зуба, включающий деление на следующий зуб с помощью мальтийского креста.
По окончании обработки всех зубьев обрабатываемого зубчатого колеса фрезерная го ловка отводится, а деталь раскрепляется.
Как выше указано, обработка вдоль высоты зуба осуществляется перемещением центра
фрезы с помощью кулачков и системы качающихся рычагов.
Ось // неподвижно закреплена в рычаге 9 (качалке) и установлена на подшипниках в корпусе фрезерной головки. Это позволяет ры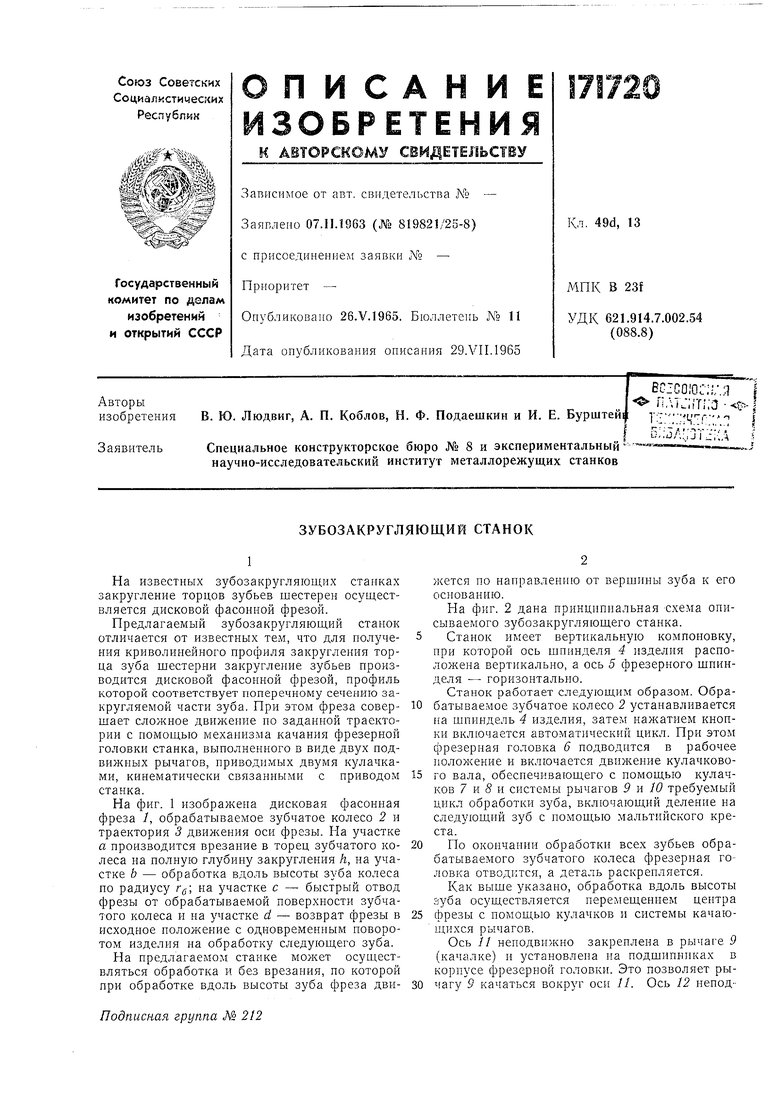
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубозакругляющий станок | 1968 |
|
SU301026A1 |
| Зубозакругляющий станок | 1971 |
|
SU332675A1 |
| ЗУБОЗАКРУГЛЯЮЩИЙ СТАНОК | 1973 |
|
SU383550A1 |
| Зубозакругляющий станок | 1979 |
|
SU870023A1 |
| Способ зубозакругления колес и станок для его осуществления | 1987 |
|
SU1634404A1 |
| Способ зубозакругления и станокдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU831441A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Станок для нарезания зубчатых колес | 1987 |
|
SU1563871A1 |
| Станок для закругления торцев зубьев зубчатых колес | 1991 |
|
SU1794602A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
