1
(21)4274473/31-08
(22)01.07.87
(46) 30.07.89. Бнш. № 28
(71)Белорусский политехнический институт
(72)И.П.Филонов, В.И.Юринок, Т.С.Трофи чук и Р.Ф.Наумович
(53)621.941 (088.8)
(56)Авторское свидетельство СССР № 1414581, кл. В 24 В 13/00, 1986.
(54)СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
(57)Изобретение относится к технологии обработки сферических поверхностей и может найти применение в оптической промышленности на станках с программным управлением. Цель изобретения - повышение производительности и качества обработки за счет рационального использования алмазного или полировального инструмента и повьш1ения его размерной стойкости. Определяют закон изменения угловой скорости вращения верхнего звена (инструмент) в процессе всего цикла обработки с учетом роста фактической площади контакта во времени и расположения его относительно нижнего (деталь). По сигналу рассогласования действительной частоты вращения инструмента в сравнении с расчетной изменяют силу прижима. Силу прижима увеличивают, если действительная угловая скорость меньше расчетной, и уменьшают, если она больше. 7 ил.
в
(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки сферических поверхностей | 1986 |
|
SU1414581A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ОБРАБОТКОЙ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2009834C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |
| Инструмент для обработки оптических деталей | 1983 |
|
SU1093500A2 |
| Способ абразивной обработки плоских поверхностей | 1988 |
|
SU1549730A1 |
| Способ притирки сферических поверхностей | 1987 |
|
SU1414579A1 |
| Способ обработки сферических поверхностей | 1985 |
|
SU1348148A1 |
| Притир для обработки поршневых колец | 1980 |
|
SU921801A1 |
| Полировальный инструмент | 1990 |
|
SU1717326A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДОВОДКИ | 1991 |
|
RU2014984C1 |
Изобретение относится к технологии обработки сферических поверхностей и может найти применение в оптической промышленности на станках с программным управлением. Цель изобретения - повышение производительности и качества обработки за счет рационального использования алмазного или полировального инструмента и повышения его размерной стойкости. Определяют закон изменения угловой скорости вращения верхнего звена (инструмента) в процессе всего цикла обработки с учетом роста фактической площади контакта во времени и расположения его относительно нижнего (деталь). По сигналу рассогласования действительной частоты вращения инструмента в сравнении с расчетной изменяют силу прижима. Силу прижима увеличивают, если действительная угловая скорость меньше расчетной, и уменьшают, если она больше. 7 ил.
Изобретение относится к обработке сферических поверхностей и может найти применение в оптической промьшшен- ности для обработки линз, а также для обработки сферических поверхностей, связанных со стержнем, в частности сферических кинематических пар манипуляторов и шаров большого диаметра.
Целью изобретения является повьш1е- ние производительности и качества обработки за счет рационального использования гшмазного или полировального инструмента и повьштения его размерной стойкости.
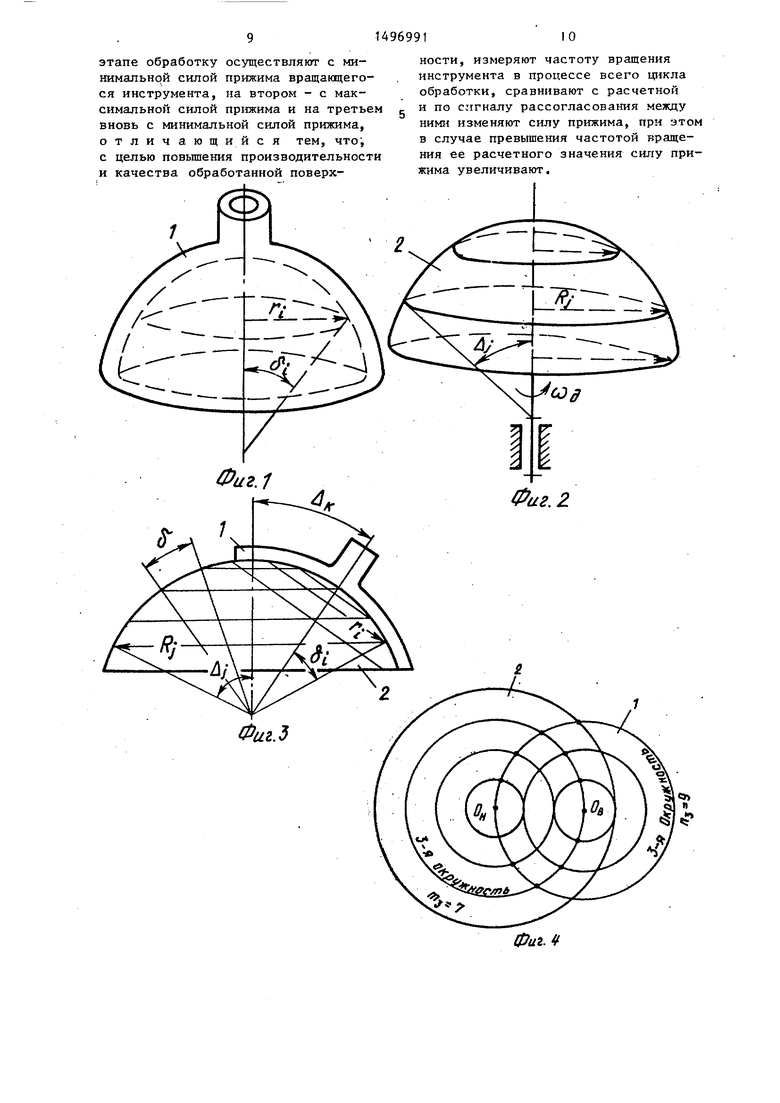
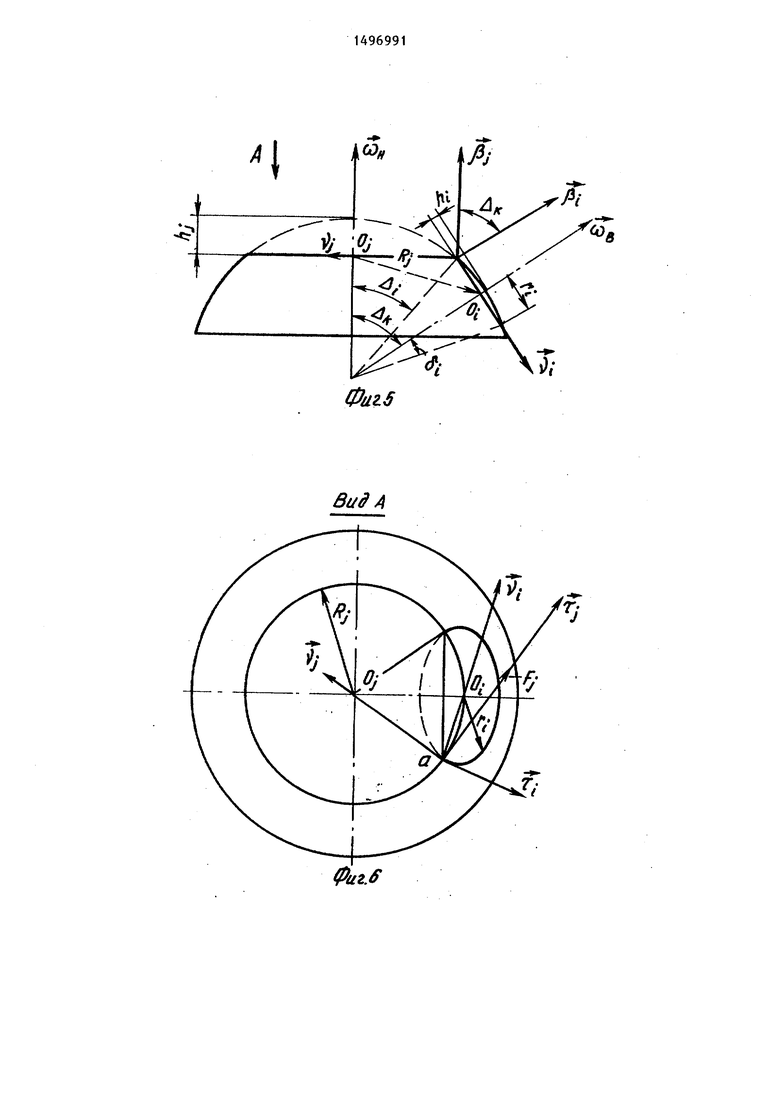
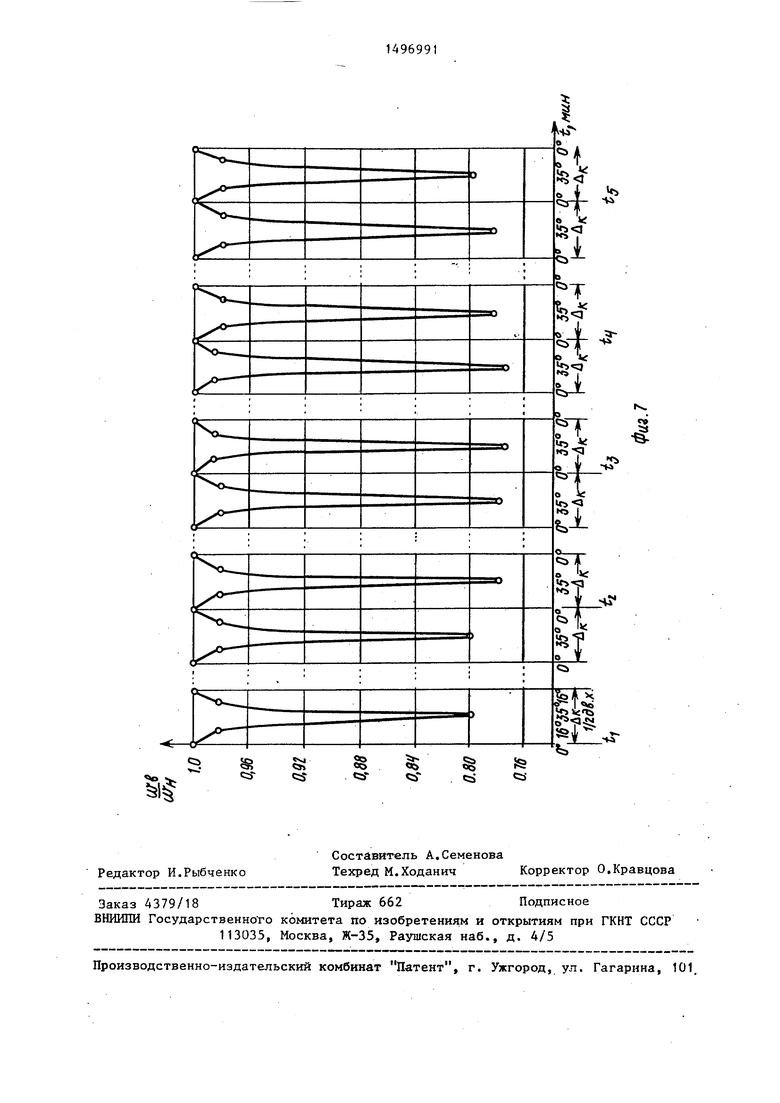
На фиг. 1 изображена схема разбиения поверхности инструмента на сферические пояса окружностями; на фиг. 2- схема разбиения поверхности детали на сферические пояса детали на фиг. 3 - геометрия сопряженных поверхностей; на фиг. 4 - схема, позволянщая определить количество точек пересечения и касания верхнего и нижнего звеньев; на фиг. 5 - схема расположения осей естественных трехгранников Френе; на фиг. 6 - вид А на фиг. 5; на фиг. 7 - расчетная угловая скорость верхнего звена за время обработки. Предлагаемый способ заключается в том, что обрабатьшаемую поверхность детали и рабочую часть инструмента разбивают на окружности с центрами, совпадающими с их осями
4 Ф СО СО
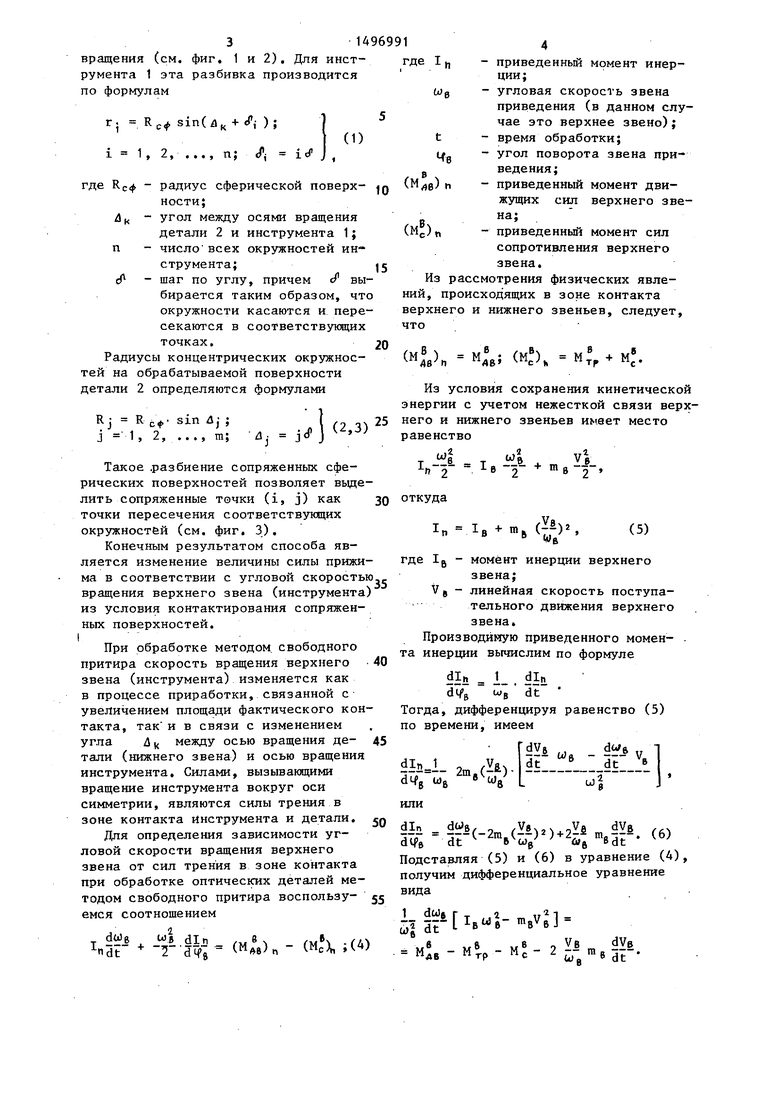
31496991 вращения (см. фиг, 1 и2). Для инструмента 1 эта разбивкапроизводится по формулам
г. RC sin(j + Л ) ;
,2,
сГ(
(1)
п
сЛ
где Rc4 радиус сферической поверхности;
й - угол между осями вращения детали 2 и инструмента 1; число всех окружностей инструмента;
шаг по углу, причем f выбирается таким образом, что окружности касаются и пересекаются в соответствующих точках.
Радиусы концентрических окружностей на обрабатываемой поверхности детали 2 определяются формулами
R si )
J
m;
j
f
(2,3)
Такое .разбиение сопряженных сферических поверхностей позволяет выделить сопряженные точки (i, j) как точки пересечения соответствующих окружностей (см. фиг, 3),
Конечным результатом способа является изменение величины силы прижима в соответствии с угловой скоростью вращения верхнего звена (инструмента) из условия контактирования сопряженных поверхностей.
При обработке методом, свободного притира скорость вращения верхнего звена (инструмента) изменяется как в процессе приработки, связанной с- увеличением площади фактического контакта, так и в связи с изменением угла 4 k между осью вращения де- тали (нижнего звена) и осью вращения инструмента. Силами, вызывающими вращение инструмента вокруг оси симметрии, являются силы трения в зоне контакта инструмента и детали,
Для определения зависимости угловой скорости вращения верхнего звена от сил трения в зоне контакта при обработке оптических деталей методом свободного притира воспользу- емся соотношением
doiB we din ndt
(м в). - (A ;()
0
5
0
5
где I - приведенный момент инерции;WB - угловая скорость звена
приведения (в данном случае это верхнее звено); t - время обработки; Цр - угол поворота звена при- р ведения;
(М,в) и приведенный момент движущих сил верхнего зве- В на; (MJ.)« - приведенный момент сил сопротивления верхнего звена.
Из рассмотрения физических явлений, происходящих в зоне контакта верхнего и нижнего звеньев, следует, что
Ю. Мдв$ «с)ь M,%4Mj.
Из условия сохранения кинетической энергии с учетом нежесткой связи верхнего и нижнего звеньев имеет место равенство
(5)
звена;
Vg - линейная скорость поступательного движения верхнего звена.
Производимую приведенного момента инерции вычислим по формуле
dlh 1 . din
dlfg w dt
Тогда, дифференцируя равенство (5) по времени, имеем
dVjs dt
din
или
din d(ie,
... - f
u;
--.
( -Jm . f(. -7-(-2m.(7-)2) + 2-s ШйЗ-. (6)
$
dt S WB Подставляя (5) и (6) в уравнение (4 получим дифференциальное уравнение вида
1
О)
da)( dt .6
г6
VB
dVe
М -М%-М - 2,-.
W,
Окончательное уравнение для определения угловой скорости верхнего зве на имеет вид
1 И « if
w| dt
loW
1
meV|
причем из условия протекания процесса обработки методом свободного притира удобнее это записать в виде задачи Коши
в
в
м- м- м- о в 1 аа;в Ав-Мтр-Мс-З т,--
Ul du
-
ddt
Ыи
к
0.
(7)
,Цля реализации способа автоматического управления процессом обработки сферических поверхностей рассмотрим определение входящих в (7) вели- чин, которые зависят как от степени
приработки, так и от взаимного расположения.
Пусть верхнее звено имеет диаметр Dg, тогда максимальный угол верхнего звена равен
arcsin ,
ср
Для нижнего звена, соответственно,
,н. De
4мс,кс Arcsin ,
где D н диаметр нижнего звена.
Шаг разбиения окружностей опре- депим из условия, что на нижнем звене m окружностей. Тогда
г н л маис
о
L m
Здесь -квадратные скобки указывают целую часть выражения, В соответствии с этим шагом на верхнем звене п окружностей:
п
макс J
С учетом угла что d ц k сЛ,
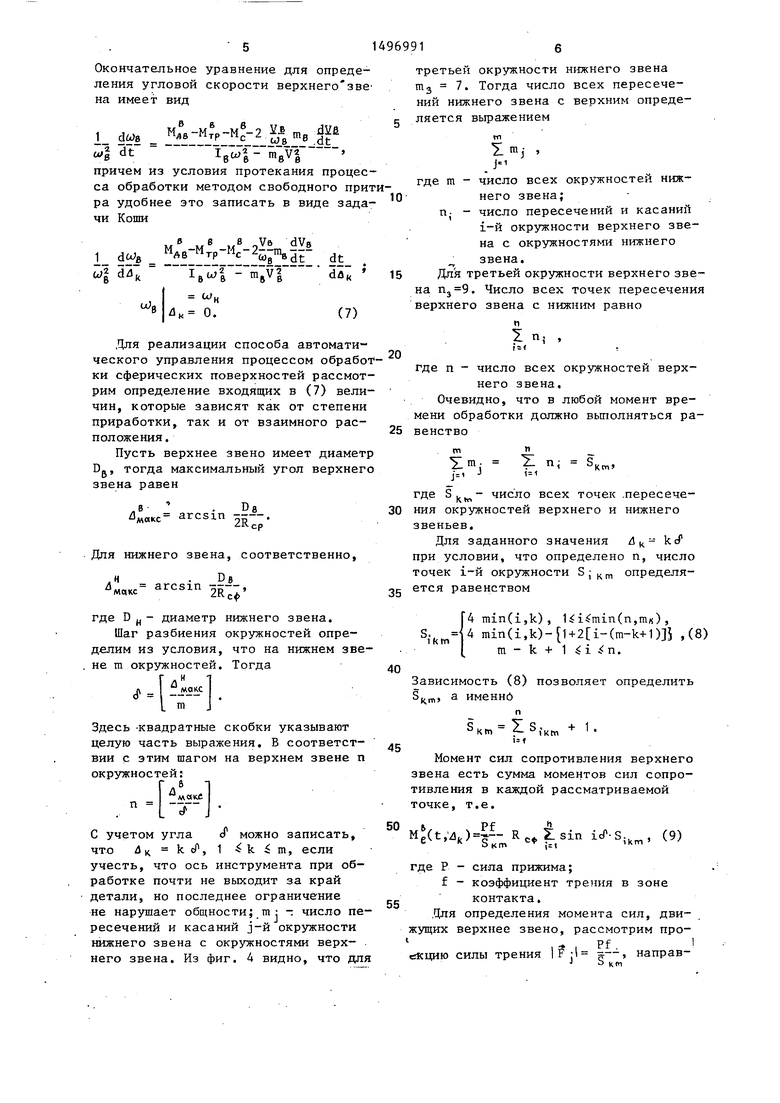
сГ можно записать, 1 - k i т, если учесть, что ось инструмента при обработке почти не выходит за край детали, но последнее ограничение не нарушает общности; m : - число пересечений и касаний j-й окружности нижнего звена с окружностями верхнего звена. Из фиг. 4 видно, что для
третьей окружности нижнего звена тз 7. Тогда число всех пересечений нижнего звена с верхним определяется вьфажением
m
X raj ,
J
где m - число всех окружностей нижнего звена;
п- - число пересечений и касаний i-й окружности верхнего звена с окружностями нижнего звена.
Дли третьей окружности верхнего звена . Число всех точек пересечения верхнего звена с нижним равно (1 X п. ,
fitг
где п - число всех окружностей верхнего звена.
Очевидно, что в любой момент времени обработки должно вьтолняться равенство
0
Km
гп
Хш. Z п S
J-, J
где число всех точек .пересечения окружностей верхнего и нижнего звеньев.
Для заданного значения kcT при условии, что определено п, число
35
точек 1-й окружности ется равенством
; определяtkin
4 min(i,k), (n,m«), 4 min(i,k)(m-k+1)J ,(8) m-k+ 1 i n.
40
Зависимость (8) позволяет определить
«.m
a именнб
Km
Is, + 1.
u«
IKttl
Момент сил сопротивления верхнего звена есть сумма моментов сил сопротивления в каждой рассматриваемой точке, т.е.
50
Me(t,-4j4-- R
Ь кт
1сГ-8,,„, (9)
где P - сила прижима;
f - коэффициент треяия в зоне
контакта.
Для определения момента сил, движущих верхнее звено, рассмотрим проежцию силы трения
f ; Г-.
J3 km
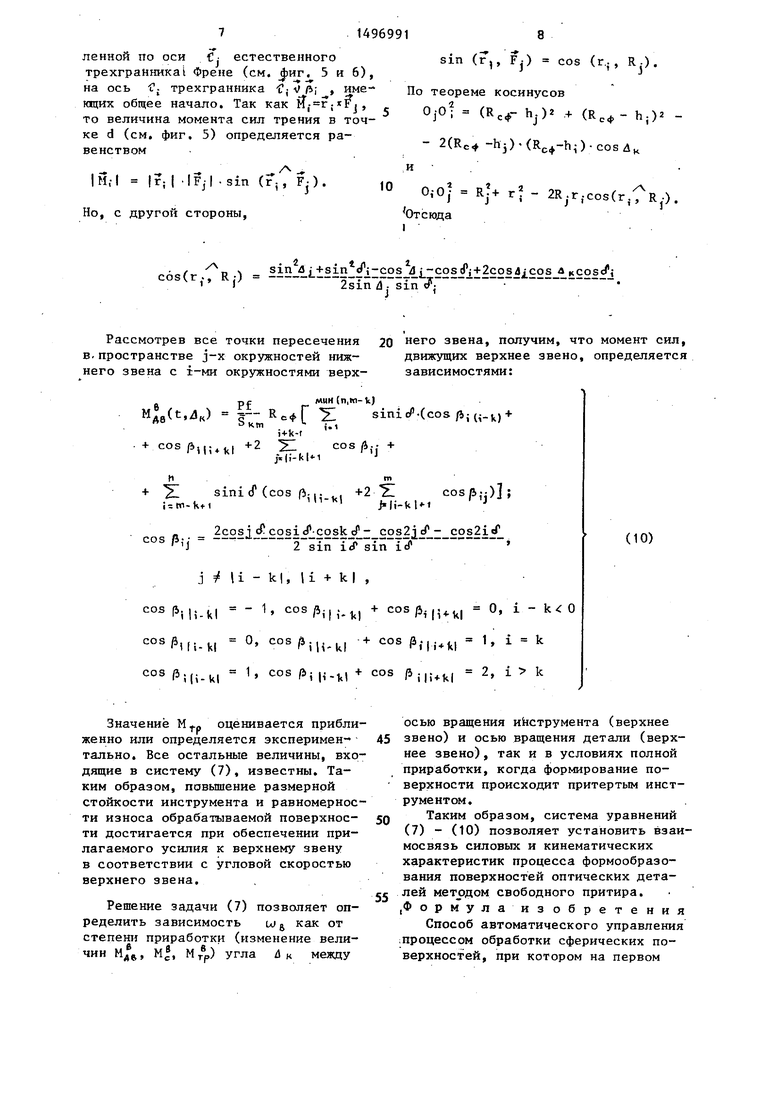
направsin (г,, pp cos (r.j, Rj.).
ленной no оси С: естественного
трехгранника Френе (см. фиг, 5 и 6),
на ось fj трехгранника f,-V ; , име- По теореме косинусов
кщих общее начало. Так как Mf ; fFj, п-О ГР h М
то величина момента сил трения в точ- J сф j (.сф bj)2
ке d (см. фиг. 5) определяется равенством
|М,-1 |г;| .|Fj| -sin (,7р-). Но, с другой стороны,
sin Л ;+sin ri-cos (Г;+2со841С08 л кСоасГ cos (г., R,.) ..л.
Рассмотрев все точки пересечения 20 него звена, получим, что момент сил, в. пространстве j-x окружностей ниж- движущих верхнее звено, определяется него звена с i-ми окружностями верх- зависимостями:
(n,M-k)
Mjg(t,4j -- Ксф X sinic/ .(cos/ii(..t,+
+ °sP4Ukl +2 cos/l,.j. +
hm
+ SI sini(f (cos .,. .. +2 cosfi--); i m-kti li-kl -i
2cosj d|| cosi -cosk cr- cos2j - cos2i«f ч 2 sin ITsin iff
j li - k|, IL + kl ,
f ili-kl - - 0. i - cosp,,.., 0, cos,Jj,.,, + cos p,.,.,, 1, i k
cos p.,j,, 1, cos /5j 1., H- cos Pii.Ki 2, i k
cos
COS
Значение M „ оценивается приближенно или определяется экспериментально. Все остальные величины, входящие в систему (7), известны. Таким образом, повышение размерной стойкости инструмента и равномерности износа обрабатываемой поверхности достигается при обеспечении прилагаемого усилия к верхнему звену в соответствии с угловой скоростью верхнего звена.
Решение задачи (7) позволяет определить зависимость ui как от степеш приработки (изменение величин Мд, М|, ) угла 4к между
14969918
sin (г,, pp cos (r.j, Rj.).
),
- 2(Re4 -ЬЗ)(ЯСФ-Ь)-СОБД,
и
10
O.-OJ . 2R.r,.cos(r.fR.), Отсюда
(10)
осью вращения инструмента (верхнее звено) и осью вращения детали (верхнее звено), так и в условиях полной приработки, когда формирование по- верхности происходит притертым инструментом.
Таким образом, система уравнений (7) - (10) позволяет установить взаимосвязь силовых и кинематических характеристик процесса формообразования поверхностей оптических дета- лей методом свободного притира.
,Формулаизобретения Способ автоматического управления ;Процессом обработки сферических поверхностей, при котором на первом
этапе обработку осуществляют с минимальной силой прижима вращакщего- ся инструмента, на втором - с максимальной силой прижима и на третьем вновь с минимальной силой прижима, отличающийся тем, что с целью повьшения производительности и качества обработанной поверхности, измеряют частоту вращения инструмента в процессе всего цикла обработки, сравнивают с расчетной и по слгналу рассогласования между ними изменяют силу прижима, при этом в случае превышения частотой вращения ее расчетного значения прижима увеличивают.
Фиг.
Фаг.
Bad А
fpuz.ff
