Изобретение относится к деревообрабатывающей промышленности и, в частности, к фанерному и мебельному производствам при изготовлении деталей мебели, например стульев, из отходов древесного шпона.
Цель изобретения - повышение производительности за счет снижения трудоемкости процесса.
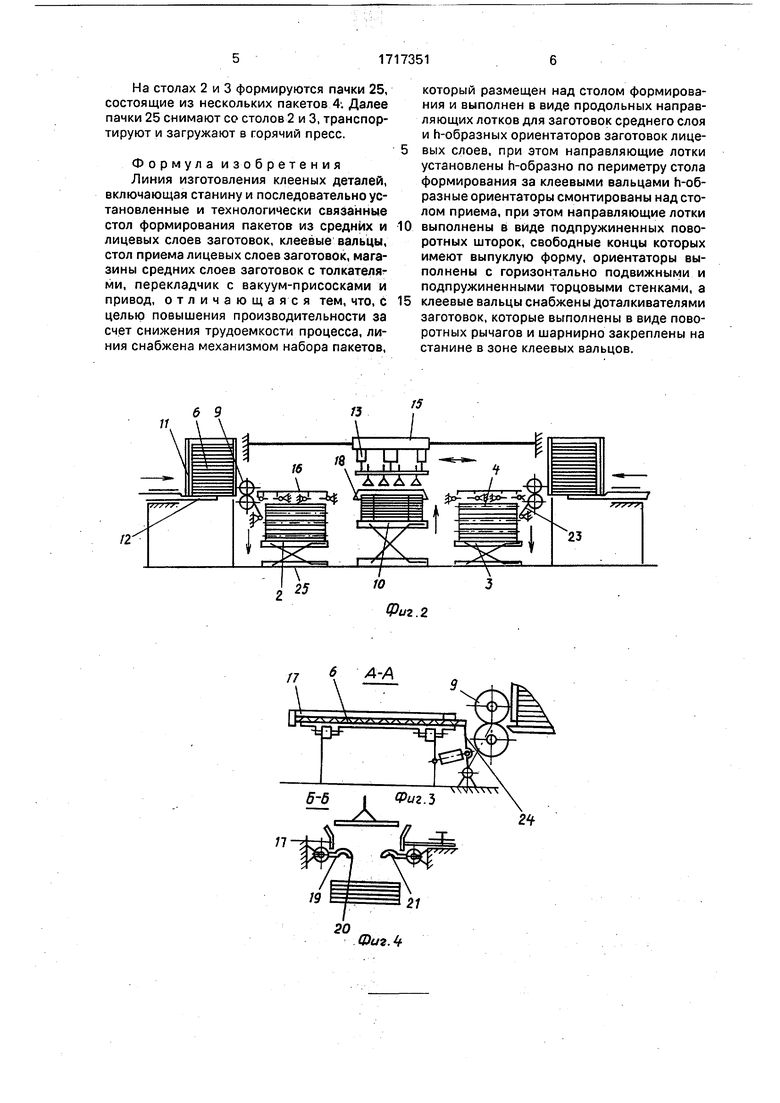
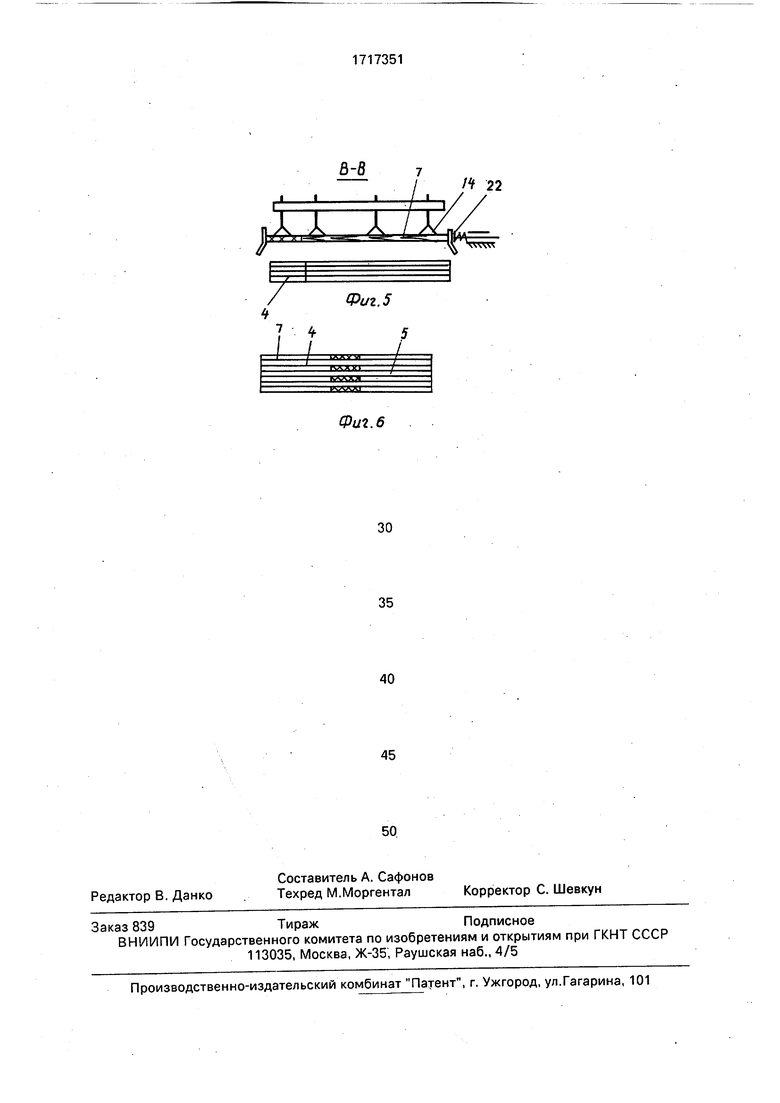
На фиг, 1 изображена линия, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-8 на фиг. 1; на фиг. 6 - схема пакетов, вид спереди.
Линия включает станину 1 и последовательно установленные и технологически связанные столы 2 и 3 формирования многослойных пакетов 4, состоящих из средних слоев 5, составленных из заготовок 6, и лицевых слоев 7 из заготовок 8, клеевые вальцы 9, стол 10 приема для лицевых слоев 7 заготовок 8, магазины 11 для средних слоев 5 заготовок 6 с толкателями 12, перекладчик 13 с вакуум-присосками 14 и привод 15. Линия снабжена размещенным над столами 2 и 3 формирования механизмом 16 набора многослойных пакетов 4, выполненным в виде установленных h-образно по периметру столов 2 и 3 формирования за клеевыми вальцами 9 продольных направляющих лотков 17, для заготовок 6 средних слоев 5 и смонтированных над столом 10 приема верхних h-образных ориентиров 18 для заготовок 8 лицевых слоев 7, причем каждый направляющий лоток 17 выполнен в виде подпружиненных поворотных шторок 19, свободные концы 20 которых имеют выпуклую форму 21, торцовые стенки 22 ориентиров 18 выполнены горизонтально подвижными и подпружинены, а клеевые вальцы 9 снабжены додавателями 23 заготовок 6 среднего слоя 5, которые выполнены в виде поворотных рычагов 24, шарнирно закрепленных на станине 1 в зоне клеевых вальцов 9, На столе 2 и 3 формирования производят из отдельных пакетов 4 набор
пачек 25, которые затем транспортируют в горячий пресс.
Линия работает следующим образом. Перед работой линии в магазины 11
вручную загружают заготовки 6 для средних слоев 5, а на приемный стол 10 заготовки 8 для лицевых слоев 7 пакетов 4. Включают привод 15. Перекладчик 13с помощью вакуум-присосок 14 берет со стола 10 три немазанные клеем заготовки 8 и поднимают их вверх через ориентатор 18, вертикальные и подпружиненные стенки 22 которого легко сдвигают заготовки 8 по присоскам 14 к горизонтальной плоскости, ориентируя hобразно их друг относительно друга и формируя лицевой слой 7 пакета 4. Затем перекладчик 13 транспортирует и опускает нижний лицевой слой через направляющие лотки 17 вниз на поверхность стола 2. После
этого перекладчик 13 транспортирует следующий нижний лицевой слой 7 и также укладывает его на другой приемный стол 3. Толкатели 12, смонтированные на станине 1, выдают из четырех магазинов 11 заготовки б к клеевым вальцам 9, которые наносят клей на поверхность заготовок 6 и передают их через направляющие лотки 17 механизма 16.
С целью уменьшения сцепления со
шторками 19 заготовки 6 перемещают по опорным поверхностям подпружиненных поворотных шторок 19, свободные концы 20 которых имеют выпуклую форму 21, а рычаги 24 додавателей 23 доталкивают намазанные клеем заготовки 6 до соприкосновения друг с другом, беззазорно формируя средний слой 5 пакета 4. Далее перекладчик 13 подаете приемного стола 10 на намазанную клеем заготовку 8 лицевой слой 7, и накладывает его на расположенный в лотках намазанный клеем средний слой 5, и опускает вниз, поворачивая подпружиненные шторки 19, два слоя и кладет их на лицевой слой, последовательно формируя пакет 4 клееного изделия.
Для окончательного формирования пакета 4 перекладчик 13 кладет верхний облицовочный слой 7.
На столах 2 и 3 формируются пачки 25, состоящие из нескольких пакетов 4. Далее пачки 25 снимают со столов 2 и 3, транспортируют и загружают в горячий пресс.
Формула изобретения Линия изготовления клееных деталей, включающая станину и последовательно установленные и технологически связанные стол формирования пакетов из средних и лицевых слоев заготовок, клеевые вальцы, стол приема лицевых слоев заготовок, магазины средних слоев заготовок с толкателями, перекладчик с вакуум-присосками и привод, отличающаяся тем, что, с целью повышения производительности за счет снижения трудоемкости процесса, линия снабжена механизмом набора пакетов,
который размещен над столом формирования и выполнен в виде продольных направляющих лотков для заготовок среднего слоя и h-образных ориентаторов заготовок лицевых слоев, при этом направляющие лотки установлены h-образно по периметру стола формирования за клеевыми вальцами h-об- разные ориентаторы смонтированы над столом приема, при этом направляющие лотки
выполнены в виде подпружиненных поворотных шторок, свободные концы которых имеют выпуклую форму, ориентаторы выполнены с горизонтально подвижными и подпружиненными торцовыми стенками, а
клеевые вальцы снабжены доталкивателями заготовок, которые выполнены в виде поворотных рычагов и шарнирно закреплены на станине в зоне клеевых вальцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакетов шпона | 1981 |
|
SU971650A1 |
| Автоматическая линия для склеиваниядЕРЕВяННыХ СТРОиТЕльНыХ КОНСТРуКций | 1980 |
|
SU852562A1 |
| Автоматическая линия для сборки многослойных пакетов | 1974 |
|
SU500979A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Устройство для укладки листов шпона | 1979 |
|
SU791528A1 |
| Способ изготовления пакетов и устройство для его осуществления | 1988 |
|
SU1567384A1 |
| Устройство для сборки пакетов шпона | 1984 |
|
SU1274926A1 |
| Автомат для вклеивания сукна в отверстия клавиатурных капсюлей | 1960 |
|
SU131610A1 |
| Устройство для сборки пакета магнитопровода | 1991 |
|
SU1801229A3 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к фанерному и мебельному производствам, и может быть использовано при изготовлении деталей мебели, например стульев, из отходов древесного шпона. Цель изобретения - повышение производительности линии за счет снижения трудоемкости процесса. Линия снабжена размещенным над столами 2 и 3 формирования механизмом 16 набора пакета, выполненным в виде установленных h-образно по периметру стола 2 и 3 формирования за клеевыми вальцами 9 продольных направляющих лотков 17 заготовок среднего слоя и смонтированных над столом приема верхних п-образныхори- ентаторов 18 заготовок лицевых слоев. При
б А-А
Фиг. 2
21
Фиг. 4
/
Фиг. 6
Фиг. 5
| Куликов В.А | |||
| Производство фанеры | |||
| М.: Лесная промышленность, 1976, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Морозов НА, Арсеньев К.К | |||
| Изготовление гнуто-клееных блоков для деталей мебели | |||
| ЦИТИЭИ, 1962, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
