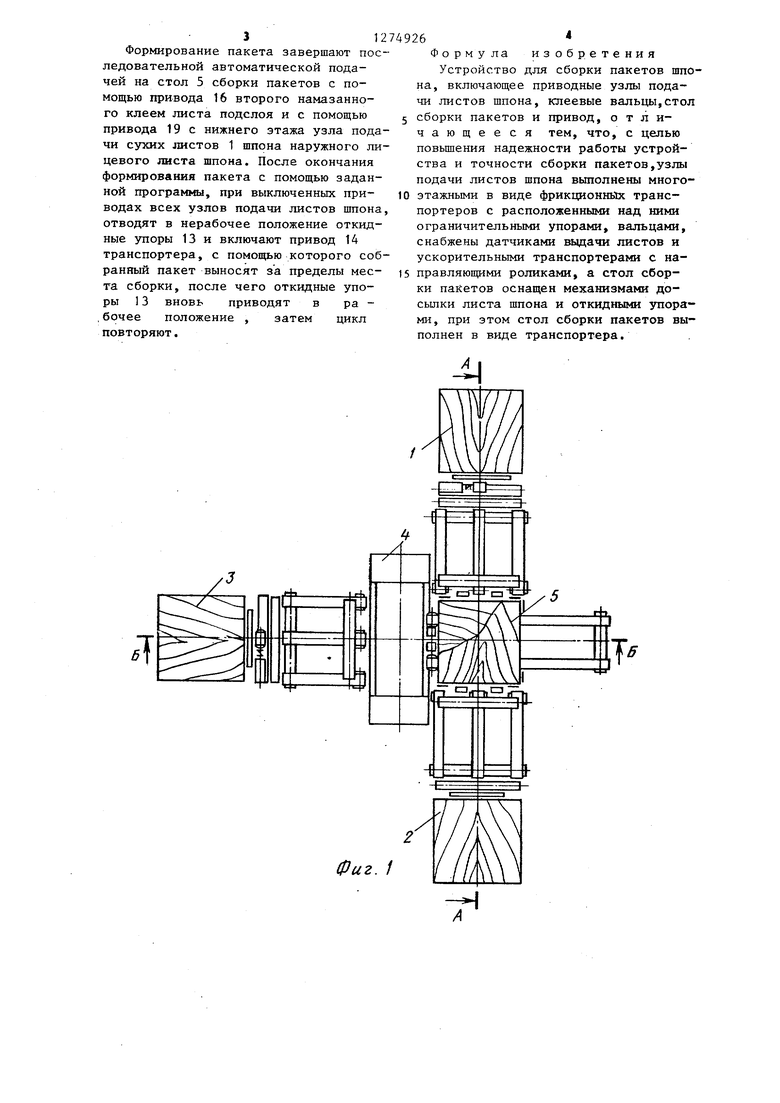
Изобретение относится к деревообрабатывающей промьшшенности, в частности к производству выклейных деталей из шпона. Цель изобретения - повышение надежности работы устройства и точнос ти сборки/пакетов. На фиг.1 изображена схема устрой ства для сборки пакетов шпона; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1. Устройство для сборки пакетов шпона содержит узлы подачи наружных 1, сухих внутренних 2 и намазываемых клеем 3 листов шпона, клеевые вальцы 4 и стол 5 сборки пакетов, причем узлы подачи листов шпона выполнены в виде фрикционных: с индивидуальными приводами транспортеров 6, над которыми с зазором в толщину листа шпона расположены ограничительные вальцы 7 со смонтированными перед ними ограничительными упорами 8 так, что нижняя кромка последних находится ниже оси /вальцов 7, и датчиками 9 выдачи лис тов за ними, при этом узлы подачи листов шпона, выполненные одно- и двухэтажными, снабжены ускорительными транспортерами 10 подачи листов с размещенными на их выходе направляющими роликами 11, а стол 5 сборки пакетов снабжен со стороны подачи листов механизмами 12 досыпки и расположенными против них откидными упорами 13, причем механизмы 12 досьшки, имеющие приводы,закреплены шарнирно на станине стола, в толненного в виде транспортера с приводом 14. Устройство работает следующим об разом. При сборке пятислойного пакета верхнего этажа узла подачи наружных листов 1 шпона с помощью привода 15 подают лист шпона для наружного изнаночного слоя пакета. При этом подача нижнего из стопы листа осуществляется фрикционным транспортером 6, сила трения которого о лист шпона превышает силу трения листов шпо на друг о друга,а одновременная подача нескольких листов из стопы предотвращается ограничительным упо ром 8 и вращающимся навстречу движе нию листа шпона ограничительным вал цом 7. После сигнала датчика 9, установленного на выхбде листа шпона из верхнего этажа узла подачи листов 1 шпона, фиксирзтощего выход листа из узла подачи с помощью заданной на пульте управления программы, выключают привод 15 верхнего этажа узла подачи наружных листов 1 шпона и включают привод 16 верхнего этажа узла подачи намазываемых клеем листов 3, на котором размещены листы шпона для подслоя. Тем временем, выданный с верхнего этажа узла подачи лист 1 шпона для наружного изнаночного слоя пакета попадает на ускорительный транспортер 10, перемещающий его на стол 5 сборки пакетов. При этом перемещение листа ускорительным транспортером 10 с повышенной скоростью сравнительно со скоростью фрикционного транспортера 6 обеспечивает зазор между подаваемыми с одного этажа листами шпона, а направляющий ролик 11 предотвращает преждевременное опрокидывание листа с транспортера. Попавший на стол сборки лист механизм 12 досьшки, совершающий нолебательное движение, досылает до откидного упора 13, что обеспечивает базирование листа на столе 5 сборки. Одновременно с перемещением листа шпона для наружного изнаночного слоя по ускорительному транспортеру )И базированием его на столе 5 сборки с помощью привода 16 и ускорительного транспортера к клеевым вальцам 4 подают лист шпона для подслоя. Пропуская через вальцы, лист намазывают клеем с двух сторон, помещают его на наружный изнаночный лист шпона на столе 5 сборки и, досылая механизмом 12 досыпки, совершающим колебания от привода 17, до откидного упора 13, базируют лист на столе 5 сборки. Датшк 9, установленный на выходе листа шпона из верхнего этажа узла подачи листов 3 шпона, зафиксировавший выход листа, подает команду на пульт управления, откуда с помощью заданной программы выключают привод 16 и включают привод 18, подающий на стол 5 сборки пакетов сухой внутренний слой шпона, который также базируется на столе 5 сборки механизмом 12 досылки и откидным упором 13.
Формирование пакета завершают последовательной автоматической подачей на стол 5 сборки пакетов с помощью привода 16 второго намазанного клеем листа подслоя и с помощью привода 19 с нижнего этажа узла подачи сухих листов 1 шпона наружного лицевого листа шпона. После окончания формирования пакета с помощью заданной программ, при выключенных приводах всех узлов подачи листов шпона, отводят в нерабочее положение откидные упоры 13 и включают привод 14 транспортера, с помощью которого собранный пакет выносят за пределы места сборки, после чего откидные упоры 13 вновь приводят в ра ,бочее положение , затем цикл повторяют.
Формула изобретения
Устройство для сборки пакетов шпона, включающее приводные узлы подачи листов шпона, клеевые вальцы,стол
сборки пакетов и привод, отличающееся тем, что, с целью повьш1ения надежности работы устройства и точности сборки пакетов,узлы подачи листов шпона вьтолнены многоэтажными в виде фрикционных транспортеров с расположенными над ними ограничительными упорами, вальцами, снабжены датчиками выдачи листов и ускорительными транспортерами с направляющими роликами, а стол сборки пакетов оснащен механизмами досылки листа шпона и откидными зшорами, при этом стол сборки пакетов выполнен в виде транспортера.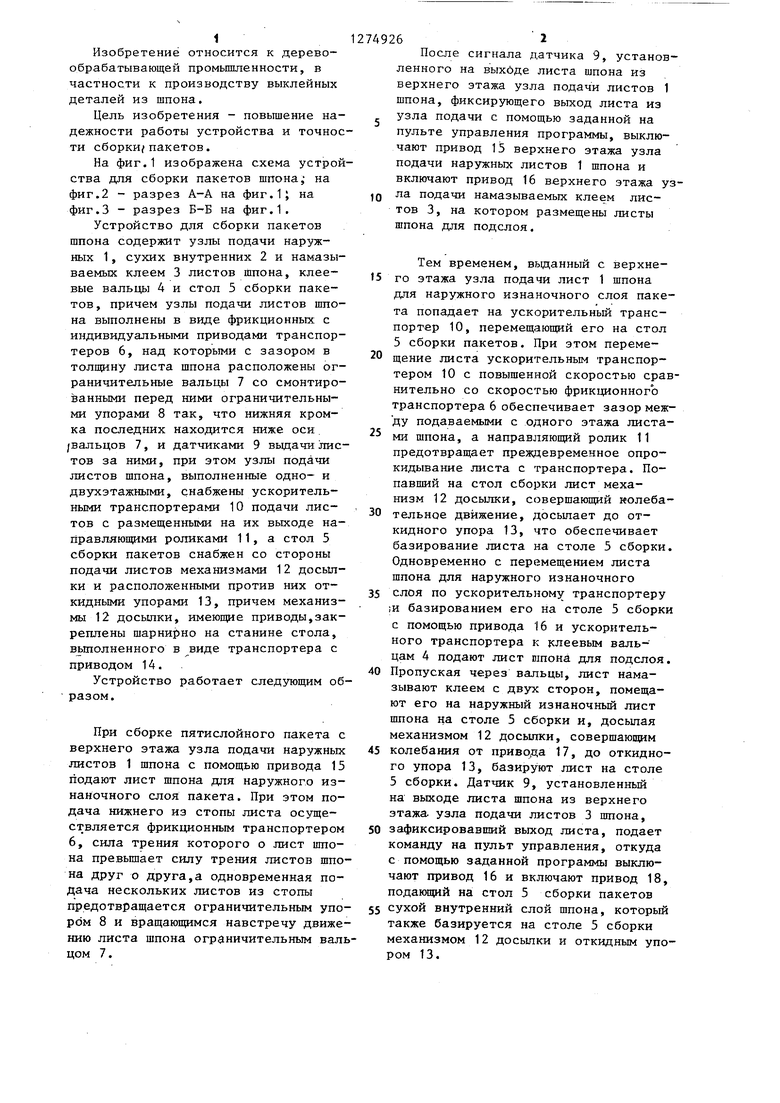
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки пакетов шпона | 1981 |
|
SU971650A1 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| Автоматическая линия для сборки многослойных пакетов | 1974 |
|
SU500979A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ПАКЕТ НАМАЗАННЫХКЛЕЕМ И СУХИХ ЛИСТОВ ШПОНАПРИ ИЗГОТОВЛЕНИИ ФАНЕРЫ | 1974 |
|
SU440253A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU312757A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Устройство для сборки пакетов листовых материалов | 1977 |
|
SU614946A1 |
| ФОРМИРОВАТЕЛЬ ЛИНИИ СБОРКИ ЯЧЕИСТЫХ ПАКЕТОВ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2009 |
|
RU2401193C1 |
Изобретение относится к деревообрабатывающей промьшшенности, в частности к производству выклейньк деталей из шпона. Цель изобре-тения - повышение надежности работы устройства и точности сборки пакетов,. Устройство состоит из подакшрпс многоэтажных фрикционных транспортеров 6 с ограничительныьм вальцами 7 со смонтированными перед ними ограничительными упорами 8 и датчиками 9 выдачи листов.- Узел сборки cotгоит из транспортера с механизмами 12 досьтки листов и откидными упорами 13. Подача шпона с верхнего этажа узла подачи и с I фрикционного транспортера регулируется ограничительным упором 8 и ограничительг ным вальцом 7. По сигналу датчика 9 с верхнего этажа узла подач:и подаются листы шпона для подслоя.3 mi, А-А
| Устройство для сборки пакетов шпона | 1981 |
|
SU971650A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для формирования пакета шпона | 1978 |
|
SU861066A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| : | |||
