Изобретение относится к оборудованию для переработки заготовки из политетрафторэтилена (ПТЭФ) и высокомолекулярного полиэтилена (ВМПЭ) в изделия методом точения, в частности точения на токарных станках винтовых лент из ПТФЭ.
Известна машина для резания рукава по спирали на ремни с использованием транспортирующих рифленых валиков и плоскости ножа. Для обеспечения равномерной подачи кожи под нож оси транспортирующих валиков располагаются под углом друг к другу. Использовать такую машину для приготовления винтовых лент из ПТФЭ невозможно, так как для резки широких, но тонких ремней из кожи достаточно применения указанного ножа, но для точения широких винтовых лент необходим уже резец, охватывающий- трубу-заготовку по всему периметру и врезающийся на всю толщину заготовки.
Наиболее близким к предлагаемому является устройство для получения лент из трубчатой заготовки, содержащее оправку для установки трубки и смонтированную на раме с возможностью перемещения вдоль ее оси режущую головку с ножом, привод вращения.
Недостаток такого устройства заключается в том, что предназначается только для изготовления нитей ограниченной длины и не может быть применено для промышленности производства винтовых лент из ПТФЭ, предназначенных для коаксиальных кабелей.
Целью изобретения является обеспечение возможности обработки толстостенных жестких трубчатых заготовок из политетрафторэтилена.
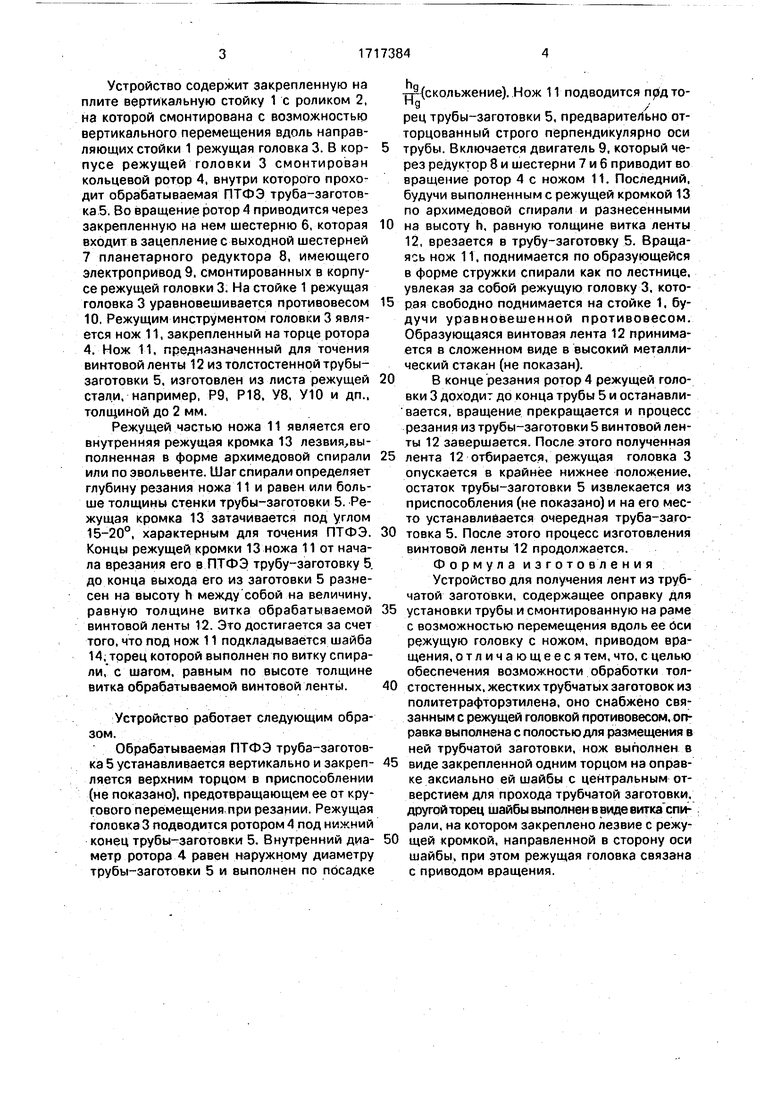
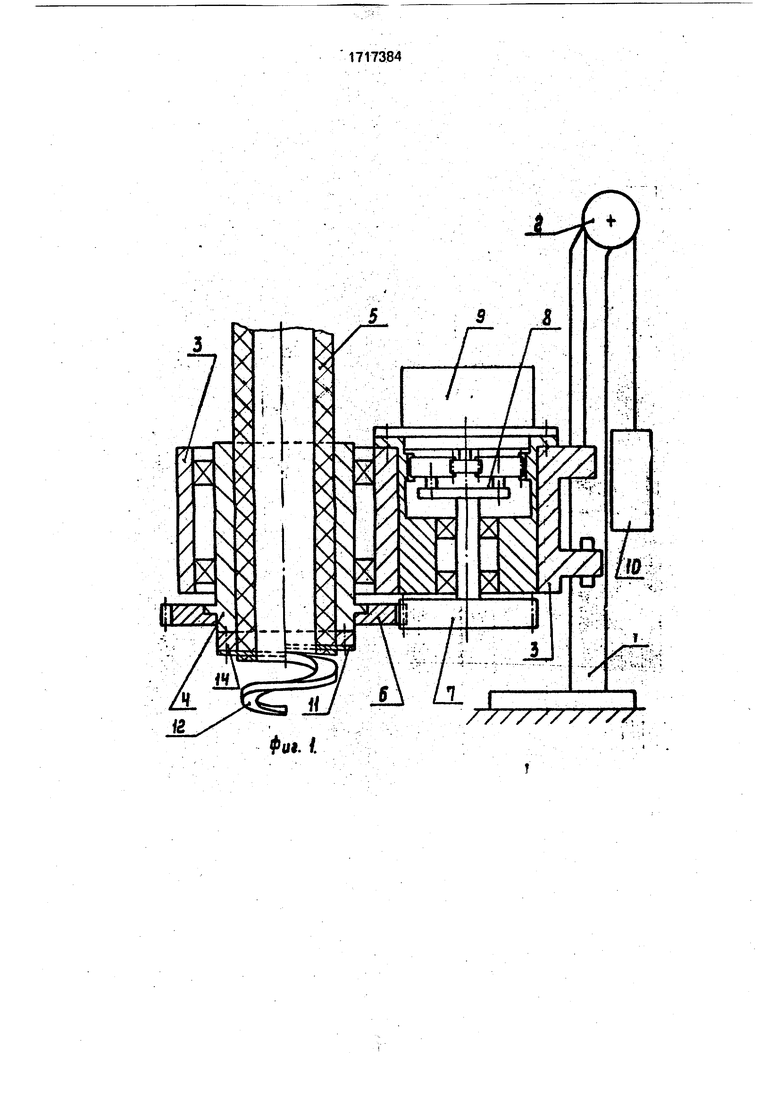
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - резец устройства: на фиг. 3 - вид А на фиг. 2.
Ч СА 00
4
Устройство содержит закрепленную на плите вертикальную стойку 1 с роликом 2, на которой смонтирована с возможностью вертикального перемещения вдоль направляющих стойки 1 режущая головка 3. В корпусе режущей головки 3 смонтирован кольцевой ротор 4, внутри которого проходит обрабатываемая ПТФЭ труба-заготовка 5. Во вращение ротор 4 приводится через закрепленную на нем шестерню 6, которая входит в зацепление с выходной шестерней 7 планетарного редуктора 8, имеющего электропривод 9, смонтированных в корпусе режущей головки 3. На стойке 1 режущая головка 3 уравновешивается противовесом 10, Режущим инструментом головки 3 является нож 11, закрепленный на торце ротора 4. Нож 11, предназначенный для точения винтовой ленты 12 из толстостенной трубы- заготовки 5. изготовлен из листа режущей стали, например, Р9, Р18, У8, У10 и дп., толщиной до 2 мм.
Режущей частью ножа 11 является его внутренняя режущая кромка 13 лезвия,вы- полненная в форме архимедовой спирали или по эвольвенте. Шаг спирали определяет глубину резания ножа 11 и равен или больше толщины стенки трубы-заготовки 5. Режущая кромка 13 затачивается под углом 15-20°, характерным для точения ПТФЭ. Концы режущей кромки 13 ножа 11 от начала врезания его в ПТФЭ трубу-заготовку 5. до конца выхода его из заготовки 5 разнесен на высоту h между собой на величину, равную толщине витка обрабатываемой винтовой ленты 12. Это достигается за счет того, что под нож 11 подкладывается шайба 14, торец которой выполнен по витку спирали, с шагом, равным по высоте толщине витка обрабатываемой винтовой ленты.
Устройство работает следующим образом.
Обрабатываемая ПТФЭ труба-заготовка 5 устанавливается вертикально и закрепляется верхним торцом в приспособлении (не показано), предотвращающем ее от кругового перемещения при резании. Режущая головка 3 подводится ротором 4 под нижний конец трубы-заготовки 5. Внутренний диаметр ротора 4 равен наружному диаметру трубы-заготовки 5 и выполнен по посадке
ттЦскольжение). Нож 11 подводится под то/ рец трубы-заготовки 5, предварительно отторцованный строго перпендикулярно оси
трубы. Включается двигатель 9, который через редуктор 8 и шестерни 7 и б приводит во вращение ротор 4 с ножом 11. Последний, будучи выполненным с режущей кромкой 13 по архимедовой спирали и разнесенными
на высоту h, равную толщине витка ленты 12, врезается в трубу-заготовку 5. Вращаясь нож 11. поднимается по образующейся в форме стружки спирали как по лестнице, увлекая за собой режущую головку 3, которая свободно поднимается на стойке 1. будучи уравновешенной противовесом. Образующаяся винтовая лента 12 принимается в сложенном виде в высокий металлический стакан (не показан).
В конце резания ротор 4 режущей головки 3 доходит до конца трубы 5 и останавливается, вращение прекращается и процесс резания из трубы-заготовки 5 винтовой ленты 12 завершается. После этого полученная
лента 12 отбирается, режущая головка 3 опускается в крайнее нижнее положение, остаток трубы-заготовки 5 извлекается из приспособления (не показано) и на его место устанавливается очередная труба-заготовка 5. После этого процесс изготовления винтовой ленты 12 продолжается. Ф о р м у л а и з г о т о в л е н и я Устройство для получения лент из трубчатой заготовки, содержащее оправку для
установки трубы и смонтированную на раме с возможностью перемещения вдоль ее Оси режущую головку с ножом, приводом вращения, отличающееся тем, что, с целью обеспечения возможности обработки толстостенных, жестких трубчатых заготовок из политетрафторэтилена, оно снабжено связанным с режущей головкой противовесом, оправка выполнена с полостью для размещения в ней трубчатой заготовки, нож выполнен в
виде закрепленной одним торцом на оправке аксиально ей шайбы с центральным отверстием для прохода трубчатой заготовки, другой торец шайбы выполнен в виде витка спирали, на котором закреплено лезвие с режущей кромкой, направленной в сторону оси шайбы, при этом режущая головка связана с приводом вращения.
Ч ЧУЧ X VS
и
///// /л
УУУ ХХ/ х МЛЛГХ чУУ
ХХ/ЧЛ хХ
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ ИЗ ТРУБЧАТЫХ ЗАГОТОВОК | 1994 |
|
RU2060885C1 |
| Устройство для точения цилиндрических деталей | 1991 |
|
SU1813633A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2026788C1 |
| Устройство для резки тонкостенных труб | 1985 |
|
SU1263447A1 |
| Устройство для срезания поверхностного слоя с конца трубчатой полимерной заготовки | 1975 |
|
SU536983A1 |
| Блок инструмента к роторной машине для обрезки полых изделий | 1989 |
|
SU1787710A1 |
| Устройство для резки труб из неметаллических материалов | 1985 |
|
SU1315175A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для оцилиндровки бревен | 1981 |
|
SU1061998A1 |
| Способ изготовления трубчатых изделий | 1984 |
|
SU1325241A1 |

Изобретение относится к оборудованию для переработки заготовки из ПТФЭ и ВМПЭ в изделия методом точения. Цель - обеспечение возможности обработки толстостенных, жестких трубчатых заготовок из политетрафторэтилена. Для этого устройство снабжено связанным с режущей головкой противовесом. Оправка выполнена с полостью для размещения в ней трубчатой заготовки. Нож выполнен в виде закрепленной одним торцем на оправке аксиально ей шайбы с центральным отверстием для прохода трубчатой заготовки. Другой торец шайбы выполнен в виде витка спирали, на котором закреплен нож с режущей кромкой, направленной в сторону оси шайбы. Режущая головка связана с приводом вращения. При работе нож врезается в заготовку и, вращаясь, поднимается вдоль нее. 3 ил. (Л С
Фиг. 3.
| ПРИСПОСОБЛЕНИЕ ДЛЯ РЕЗКИ НИТЕЙ ИЗ РЕЗИНОВЫХ ТРУБОК | 1930 |
|
SU22260A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Русская печь | 1925 |
|
SU1930A1 |
| Приспособление к токарному станку для резки резиновых нитей из трубки с помощью круглого ножа | 1930 |
|
SU21440A1 |
| Солесос | 1922 |
|
SU29A1 |
