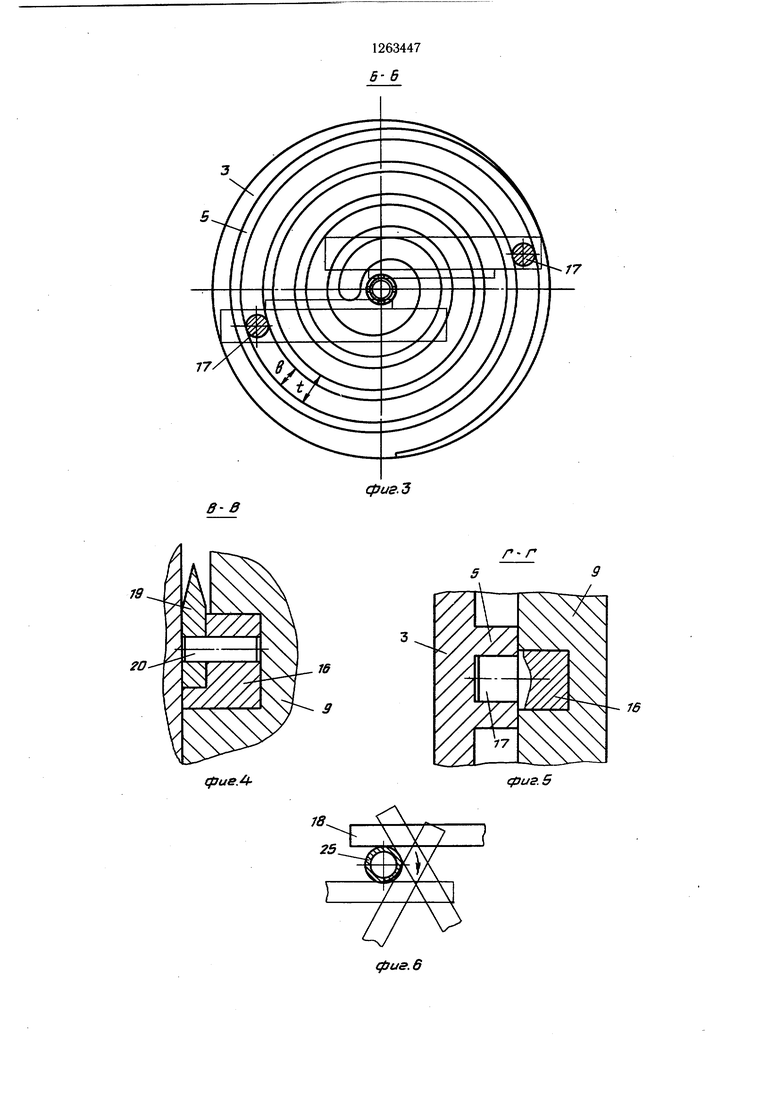
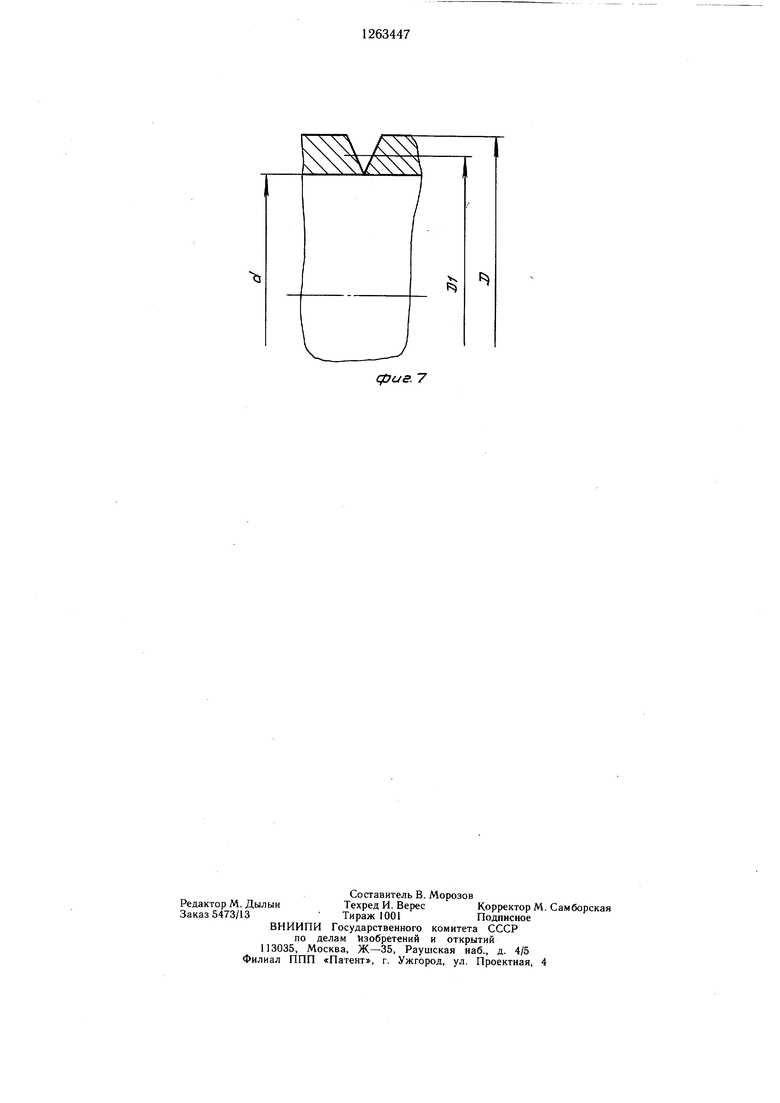
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки тонкостенных труб на мерные заготовки. Цель изобретения - повышение качества резки за счет обеспечения обкатывания ножей по трубе в процессе их внедрения. На фиг. 1 изображено устройство для резки тонкостенных труб, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 2; на фиг. 6 - схема обкатывания ножей по трубе; на фиг. 7 - профиль канавки реза. Устройство для резки тонкостенных труб содержит основание 1 со стойкой 2, на которой смонтирована плита 3, снабженная ступицей 4 и спиральным гребнем 5. Ступица 4 установлена в отверстии стойки 2. Плита 3 зафиксирована от поворота штифтом 6. На основании 1 закреплен корпус 7, в отверстии которого установлен поворотный вал 8 с обоймой 9. На валу 8 выполнены зубцы 10, входящие в зацепление с зубцами 11 рейки 12,смонтированной в поперечном отверстии корпуса 7 и соединенной с приводом перемеш,ения в виде, например, силового цилиндра (привод не показан). На обойме 9 в параллельных пазах 13 и 14 установлены ползуны 15 и 16, снабженные с боковых сторон пальцами 17, входящими в стиральный паз между гребнем 5. На ползунах 15 и 16 установлены ножи 18 и 19, зафиксированные от продольного перемещения щтифтами 20. В отверстии ступицы 4 смонтирован упругий цанговый зажим 21, поджатый в рабочее положение пружиной 22. Головка 23 зажима 21 соединена с приводом перемещения зажима (привод не показан). Зажим 21 зафиксирован от поворота выступом 24, входящим в шпоночный паз в отверстии ступицы 4. Шаг t спирали гребня 5 (соответственно и паза между гребнями 5) равен длине окружности средней глубины реза (диаметра DI). Режущие кромки ножей 18 и 19 на первой половине длины расположены к оси перемещения ножей под углом а, а на второй половине - параллельно оси перемещения. На начальном участке кромки ножей отстоят друг от друга на расстоянии, большем D, т. е. достаточном для свободного ввода трубы 25 между ножами. Расстояние между параллельными участками на второй части ножей не превышает размера d - диаметра полной глубины реза. Профиль сечения режущей части ножей 18 и 19 зависит от выполнения операции (нанесения концентратора напряжений или резки) и может быть как с двухсторонним, так и односторонним уклоном. Плоскость гребня 5 спирали плиты 3 является боковой опорной поверхностью для ползунов 15 и 16. Количество оборотов обоймы 9 в процессе работы (в одну сторону) соответствует количеству полных витков спиральной дорожки между гребнем 5 на плите 3. Устройство работает следующим образом. Трубу 25 подают в отверстие цангового зажима 21 на определенную длину и фиксируют с помощью зажима. Ползуны 15 и 16 находятся в разведенном положении. Включением привода перемещения рейки 12 валу 8 с обоймой 9 сообщают вращение. Пальцы 17, взаимодействуя со спиральным гребнем 5, перемещают ползуны 15 и 16 с ножами 18 и 19 во встречном направлении при одновременном вращении с обоймой 9. Так как шаг перемещения ножей 18 и 19 за один оборот обоймы 9 равен длине окружности диаметра DI, то режущие кромки ножей обкатываются по трубе 25 практически без проскальзывания. В процессе обкатывания ножей по трубе расстояние между режущими кромками ножей 18 и 19 сокращается от размера D до d и режущие кромки внедряются в стенку трубы 25. После окончания процесса резания вал 8 с обоймой 9 поворачиваются в обратном направлении, ползуны 15 и 16 перемещаются в исходное положение и труба 25 перемещается на следующую позицию обработки. Резка трубы в зависимости от толщины ее стенки и материала может производиться как на оправке, так и без оправки (оправка не показана).
77 5-5
фиг.З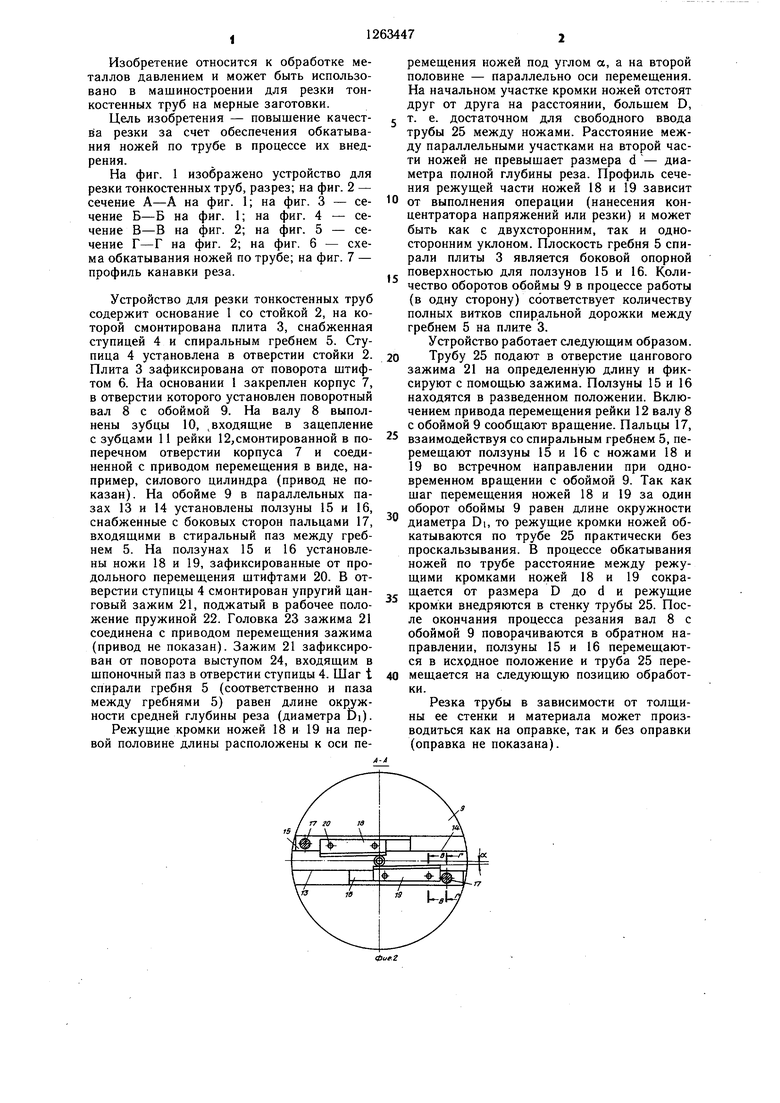
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки тонкостенных труб | 1989 |
|
SU1669650A2 |
| Устройство для резки тонкостенных труб | 1987 |
|
SU1489925A2 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1987 |
|
SU1579657A1 |
| Устройство для разделения тонкостенных труб | 1989 |
|
SU1791078A1 |
| Устройство для резки тонкостенных труб | 1986 |
|
SU1388204A2 |
| Устройство для резки тонкостенных труб | 1986 |
|
SU1388203A2 |
| Автомат для резки труб | 1989 |
|
SU1764862A1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Устройство для резки тонкостенных труб | 1986 |
|
SU1399020A2 |
| Устройство для резки труб | 1987 |
|
SU1472189A1 |
УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ, содержащее корпус, поворотную обойму, в пазах которой смонтированы ползуны с ножами, привод поворота обоймы и механизм перемещения, ножей, отличающееся тем, что, с целью повышения качества резки, механизм перемещения ножей выполнен в виде плиты со спиральным торцовым пазом, закрепленной на корпусе в плоскости, параллельной плоскости поворотной обоймы, и пальцев, закрепленных на ползунах с возможностью взаимодействия со стенками спирального торцового паза плиты.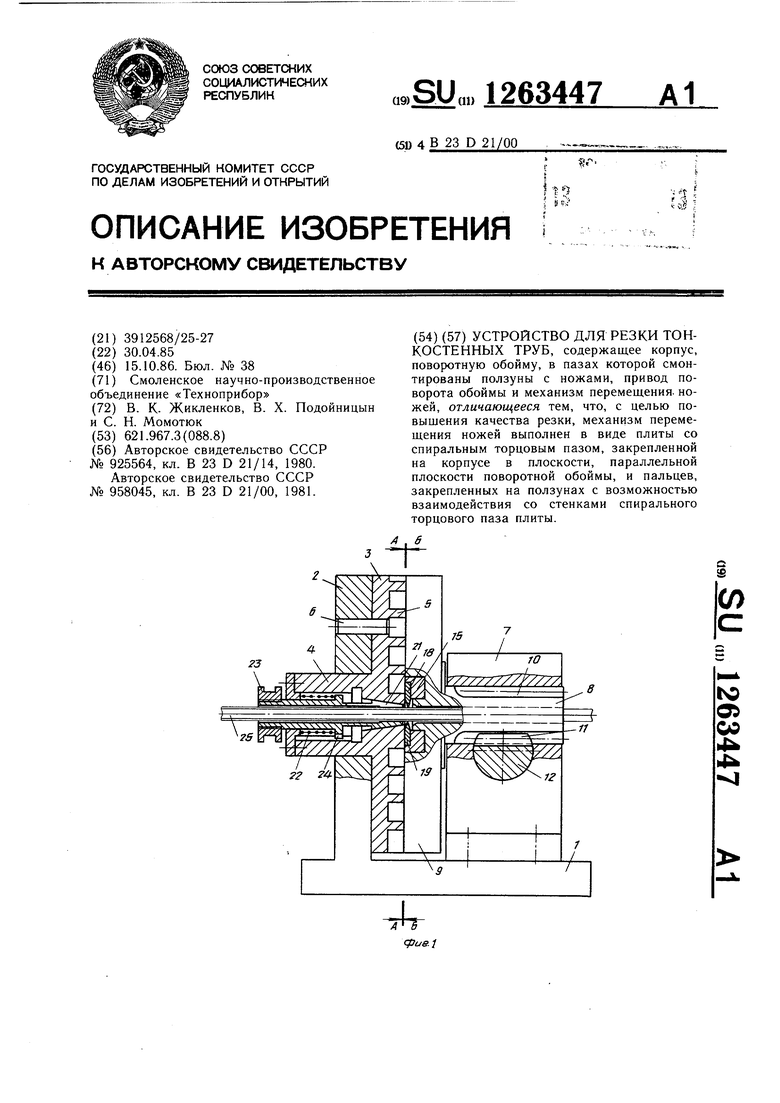
19
г-г
16
F
Р
фие. 7
| Устройство для резки тонкостенных труб | 1980 |
|
SU925564A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для резки тонкостенных труб | 1981 |
|
SU958045A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
