Известны гсловки для суперфиниширования внутренней цилиндрической поверхности, выполненные в виде несундей абразивный брусок борштанги, получаюидей от привода возвратно-постунательное движение вдоль образующей вращающегося цИоТиндрического изделия. Для сообщения колебательного двнжения бруску вокруг его центральной оси нрименяется рейка, сценленная с шестерней державки абразивного бруска.
Предлагаемая головка отличается от известны.х те.м, что на шпинделе механизма поворота бруска укреплеи эксцентрично расположенный груз, обеспечивающий доиолнительный поворот бруска относительно борштанги, шарнирно связанной с приводом головки.
Такое выполнение позволяет улучшить качество обрабатываемой поверхности.
На чертеже изображена описываемая головка.
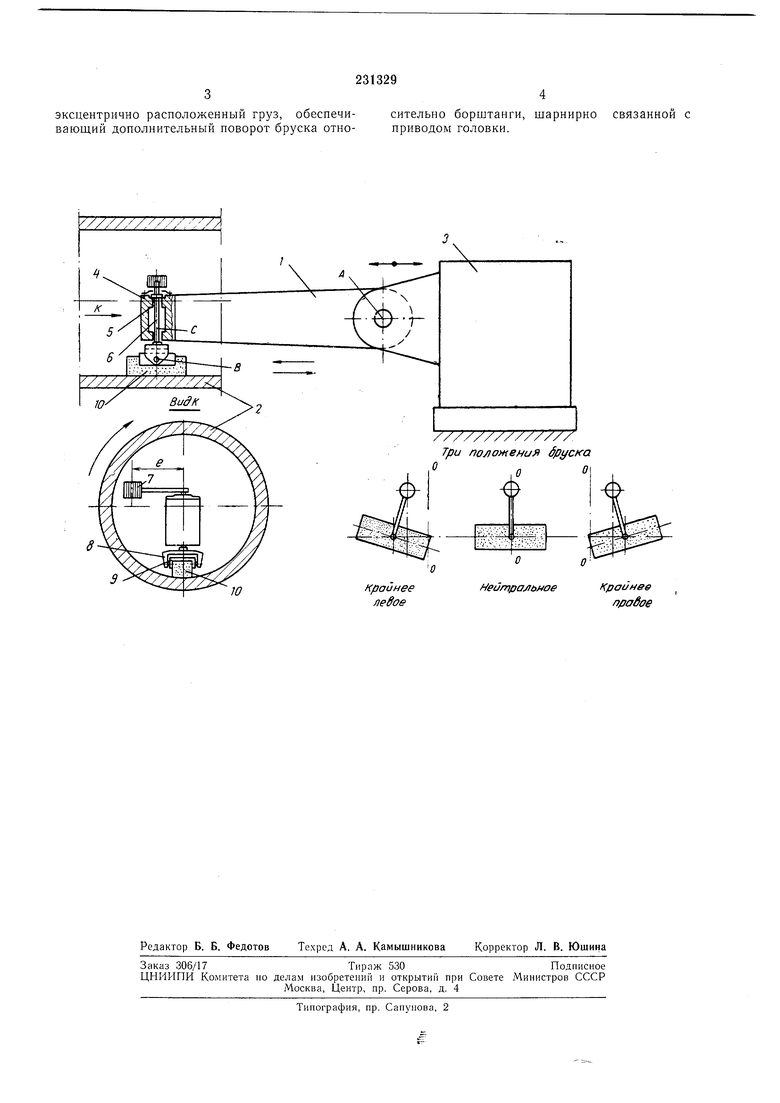
Она представляет собой борщтангу 1, колеблющуюся вдоль образующей вращающейся детали 2 от привода 3 колебательного движения. На конце бори таиги устаиовлеи инерционный механизм иоворота бруска, который состоит из корпуса 4, опор 5 и шпинделя 6. На одно.м конце шпинделя 6 закреплен эксцентрично расположенный груз 7, на другом- вилка 8 с осью В, вокруг которой качается держатель 9 бруска 10. Борштанга имеет
возможность качаться вокруг оси А, а держатель 9 бруека 10-относительно параллельной ей оси В.
При колебательном движении борштанги / вдоль образующей детали 2 эксцентрично расположенный груз 7 стремится сохранить состояние покоя и поэтому имеет амплитуду колебания, меньшую амплитуды, с которой колеблется борштанга /. В результате этого абразивный брусок 10 нолучает дополнительное колебательное движение вокруг своей центральной оси С. Меняя эксцентриситет е и массу груза 7, можно добиться разной величины углового поворота бруска 10 при одинаковом осево.м колебательном движении борштанги /.
Онисываемая головка позволяет без кинематической передачи осуществлять колебательное движение бруска вокруг его центральной оси с заданной амплитудой.
Предмет изобретения
Головка для суперфиниширования внутренней цилиндрической поверхности, выполненная в виде несущей абразивный брусок борштанги, получающей от иривода возвратно-поступательное движение вдоль образующей вращающегося цилиндрического изделия, оглнчающаяся тем, что, с целью улучщения качества обрабатываемой поверхности, на шпинделе механизма поворота бруска укреплен
эксцентрично расположенный груз, обеспечивающий дополнительный поворот бруска относительно борштанги, шарнирно связанной с приводом головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1965 |
|
SU171756A1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2004 |
|
RU2282527C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2006 |
|
RU2325259C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ | 1994 |
|
RU2069141C1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
Три друска О.о Нейтральное крайнее ледое Крайнев пробое
