Изобретение относится к обработке металлов давлением, в частности к гибке профильного проката.
Известна конструкция устройства для гибки полос, содержащая механизм гибки в виде поворотного основания.
Недостатком этой конструкции является то, что на ней гибка профильного проката большого радиуса затруднена или вовсе ее выполнить не удается.
Прототипом предлагаемого изобретения является устройство для гибки лирообразных компенсаторов из труб, состоящее из поворотных рычагов с гибочными роликами и привода с червячной передачей.
Недостатком прототипа является сложность кинематической схемы конструкции, дороговизна и ограниченные возможности устройства, что делает нецелесообразным
использование такой технологии в условиях мелкосерийного, индивидуального и экспериментального производства для гибки проката на большие радиусы.
Цель изобретения - расширение технологических возможностей устройства.
Устройство снабжено опорой с отверстиями, смонтированной на оси поворотных рычагов, гайками-ползунами с левой и правой резьбой, вилками с пазами, пальцами- толкателями, размещенными в пазах вилок и закрепленными на гайках-ползунах, поворотные рычаги выполнены Х-образной формы с отверстиями на одних концах, а на других концах закреплены вилки, приводной вал выполнен с левой и правой резьбой на концах, при этом гайки-ползуны установлены на концах приводного вала, гибочные ролики установлены в отверстиях поворот
ных рычагов, а неподвижный ролик - в одном из отверстий опоры с возможностью переустановки.
Такая схема значительно проще, обеспечивает гибку прутков и других профилей 5 проката на большой радиус, имеет значиельно более широкие технологические возможности.
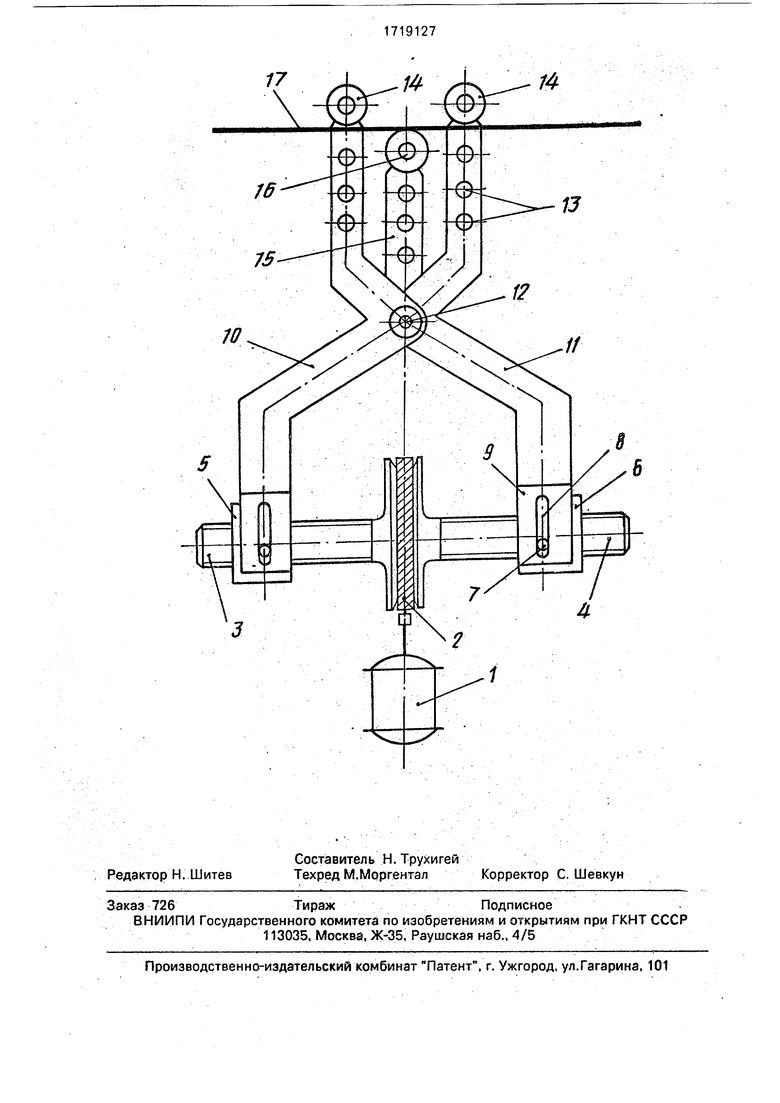
На чертеже приведена схема устройства для гибки.10
Устройство содержит электропривод 1 реверсивный, соединенный с червячной передачей, червячное колесо 2 которой насажено и закреплено на приводном валу, левый 3 и правый 4 концы которого вы пол- 15 нены. соответственно, с левой и правой резьбой. На концах вала 3 и 4 навернуты гайки-ползуны: левая 5 и правая 6, на которых с обеих сторон закреплены пальцы-тол- катели 7. входящие в пазы 8 вилок 9 20 поворотных рычагов 10 и 11, Рычаги 10 и 11 соединены между собой осью 12 и имеют отверстия 13 для установки сменных гибочных роликов 14. Между поворотными рычагами 10 и 11 на оси 12 закреплена опора 15 25 с, отверстиями, в одном из которых размещен неподвижный сменный ролик 16.
Устройство работает следующим образом.- Заготовка устанавливается между ги- 30 бочными роликами 14 и неподвижным роли- .: ком 16. Включается электропривод 1, который, вращаясь через червяк и червячное колесо 2, заставляет вращаться приводной вал, на концах 3 и 4 которого 35 сближаются гайки-ползуны 5 и 6. Ползуны увлекают за собой поворотные рычаги 10 и 11, передавая вращение через ось 12 гибочным роликам 14, которые изгибают заготовку 17 вокруг неподвижного ролика 16. В 40 результате изгибается часть заготовки, после чего включается электропривод 1 на обратное вращение и устройство принимает исходное состояние. Заготовка продвигается дальше и готова для изгиба следующего 45 элемента. Такие переходы выполняются столько раз, пока заготовка не примет нуж- ую форму (кольцо, полукольцо, часть кольца). В случае н-еобх.одимости гибки заготовки на другой радиус ролики 14 и 16 50 заменяют или переустанавливают на соответствующие отверстия рычагов 10-и 11 опо-° ры 15.
Предлагаемая схема упрощает устройство, расширяет его технологические воз- 55 можнрсти, делает его экономически целесообразным для условий как индивидуального, так и мелкосерийного производства.
Пример. При изготовлении в Экспе- риметальном производстве ПКБЭ установки 36414 необходимо было изготовить два кольца радиусом 1740 и 2695 мм из рельсов Р24 ГОСТ 6368-82, каждое из которых собиралось из четырех соответственно изогнутых частей по чертежам 36414.06.102, 36414.05.0.01, 36414.06.103, 36414.05.002. Рельсы изгибались вручную клещами в виде рычагов с домкратом, радиус гибки проверялся по шаблону, и бригада из двух рабочих при норме в 100 н/ч на каждое кольцо еле в нее укладывалась с жалобой на очень тяжелый ручной труд.
Предлагаемое устройство позволяет механизировать операции гибки, исключить тяжелый ручной, труд, работу может выполнить один рабочий вместо двух, а времени на гибку одного кольца достаточно 12-16 ч. Производительность повышается в 6-8 раз, на одном устройстве удается согнуть кольца разных размеров, сэкономленных средств за три года хватает, чтобы окупить затраты на проектирование и изготовление устройства. Если его использовать не только для гибки колец установки 36414, но и для других аналогичных деталей, затраты на устройство окупятся значительно раньше.
Формула изобретения
Устройство для гибки преимущественно профильного проката, содержащее поворотные рычаги с гибочными роликами, соединенные общей осью и связанные с приводом/выполненным в виде электродвигателя, червячной передачи и приводного вала, неподвижный ролик, установленный между поворотными рычагами, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено опорой .с отверстиями, смонтированной на оси поворотных рычагов, гайками-ползунами с левой и правой резьбой, вилками с пазами, пальцами-толкателями, размещенными в пазах вилок и закрепленными на гайках-ползунах, поворотные рычаги выполнены Х-образной формы с отверстиями на одних концах, а на других концах закреплены вилки, приводной вал выполнен с левой и правой резьбой на концах, при этом гайки-ползуны установлены на концах приводного вала, гибочные ролики установлены в отверстиях поворотных рычагов, а неподвижный оолик- в одном из отверстий опоры с возможностью переустановки.
17
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| Устройство для гибки профильного проката | 1986 |
|
SU1333438A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1993 |
|
RU2063283C1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для гибки труб | 1983 |
|
SU1171144A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
Изобретение относится к обработке металлов давлением, в частности к гибке проф- ильного проката. Цель изобретения - расширение технологических возможностей. Устройство для гибки содержит поворотные рычаги, связанные с реверсивным приводом. На поворотных рычагах выполнены отверстия для размещения гибочных роликов, а на оси их вращения установлена опора с отверстиями для размещения неподвижного ролика. Все ролики смонтированы с возможностью переустановки. Заготовку устанавливают между гибочными и неподвижным роликами. Включают привод. Поворотные рычаги поворачиваются, а гибочные ролики изгибают часть заготовки вокруг неподвижного ролика. Включают приводит на реверс. Ролики принимают исходное положение. Заготовку продвигают вперед на необходимую величину и операция гибки повторяется. В случае гибки заготовки на другой радиус, ролики заменяют или переустанавливают в соответствующие отверстия на рычагах. 1 ил. ел С
| 0 |
|
SU159385A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
