Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию, и может быть использовано для изготовления стержневых изделий и других деталей, например резьбовых шпилек.
Известна автоматическая линия последовательного действия модели Л518, содержащая высадочный автомат А1919. соеди- i ненный посредством скребкового транспортера с резьбонакатным автоматом А2619.
Производительность линии зависит от производительности как высадочных, так и резьбонакатных автоматов. Важным звеном в этой цепи является транспортная система, которая должна быть простой в изготовлении, наладке и обеспечивать быструю передачу заготовок между технологическими единицами оборудования. В известной линии шпилек скребковый транспортер является сложным изделием и связывает только один накатный автомат.
Известен другой комплекс для шпилек, включающий бункер, вибролоток, дисковый ориентатор. связанные с накатной машиной. Однако у него невысокая производительность и сложная транспортная система, которая соединяет только одну единицу накатного оборудования.
Известен также комплекс оборудования для полного изготовления шпилек,. включающий штамповочный автомат, последняя высадочная позиция которого соединяется с накатным автоматом посредством трубопровода. На выходе перед накатным автоматом он имеет устройство, отключающее комплекс при заклинивании заготовок в трубе, если в накатном автомате их накопилось больше, чем он может их обработать.
Транспортная система проста, но она может соединить со штамповочной машиной только один накатный автомат, вследствие чего не используются возможности высокопроизводительного штамповочного автомата..
Наиболее близкой к предлагаемой является автоматическая линия для изготовления штучных изделий из длинномерного материала. Линия содержит установленные в технологической последовательности штамповочный автомат и обрабатывающие машины. На станине автомата смонтированы приводной вал, ползун, штамповочный узел, кулачковый распределительный вал, средства для подачи в штамповочный узел материала. Устройство для перемещения отштампованных заготовок к приемнику или обрабатывающей машине выполнено в виде трубки, закрепленной на автомате.
Механизм,для перемещения заготовок по трубке выполнен в виде электромагнитной катушки, охватывающей верхний конец трубки, электродатчика наличия деталей, расположенного у другого конца трубки.
Цель изобретения - повышение надежности и производительности процесса изготовления.
Поставленная цель достигается тем, что известная автоматическая линия для изготовления штучных изделий из длинномерного материала, содержащая установленные в технологической последовательности штамповочный автомат с приводным валом, обрабатывающие машины, устройство для перемещения отштампованных заготовок, выполненное в виде трубки, смонтированной одним концом на штамповочном автомате, механизм перемещения заготовок по трубке, устройство для перемещения заготовок из трубки в рабочие зоны обрабатывающих машин, расположенные у другого конца трубки, датчики наличия заготовок, кулачок с приводом его вращательного движения от приводного вала штамповочного автомата, снабжена механизмом поворота трубки, выполненным в виде оси. горизонтально смонтированной
на штамповочном автомате, рычагов, установленных одним концом на оси с возможностью поворота в вертикальной плоскости, пружины, связывающей другие концы рычагов между собой, двуплечего рычага, установленного на оси с возможностью поворота в вертикальной плоскости и взаи- модействия одним концом с кулачком, и пальца, закрепленного на другом конце двуплечего рычага и расположенного между
рычагами с возможностью взаимодействия с ними, причем конец трубки смонтирован шарнирно, трубка расположена между ры- чагами, устройство для перемещения заготовок выполнено в виде лотков для их
перемещения, закрепленных одним концом на штамповочном автомате на заданном расстоянии от другого конца трубки, а датчики наличия заготовок установлены на других концах лотков.
Наличие механизма поворота трубки позволяет поочередно соединить ее отверстие с отверстиями лотков питающих обрабатывающие машины, например, резьбонакэтные автоматы, в связи с чем за
каждый рабочий ход штамповочного автомата подавать отштампованную заготовку, например, заготовку шпильки, в одну из обрабатывающих машин, в частности в накатной автомат. Это Повышает
производительность линии как минимум в два раза, так как полнее используются технологические возможности штамповочного автомата.
Размещенные на выходе лотков датчики наличия заготовок, в случае переполнения заготовками обрабатывающих машин, дают команду на остановку штамповочного автомата, чем исключается поломка его формообразующих и других устройств. Это повышает надежность линии в целом.
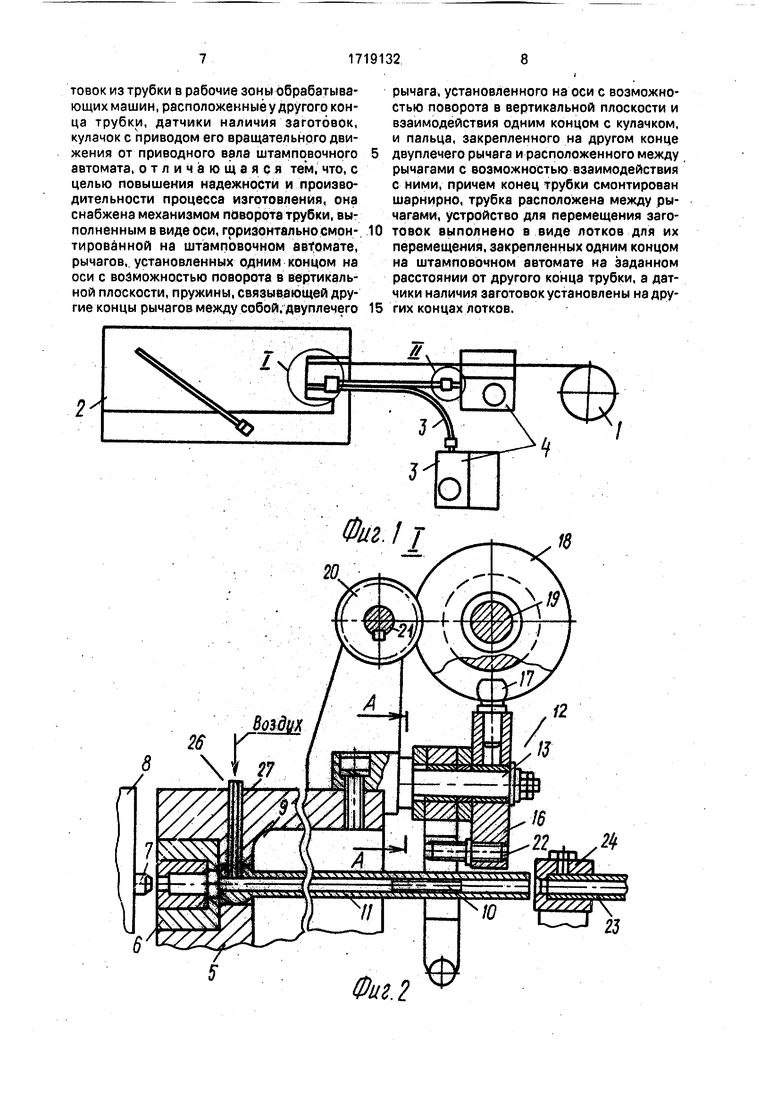
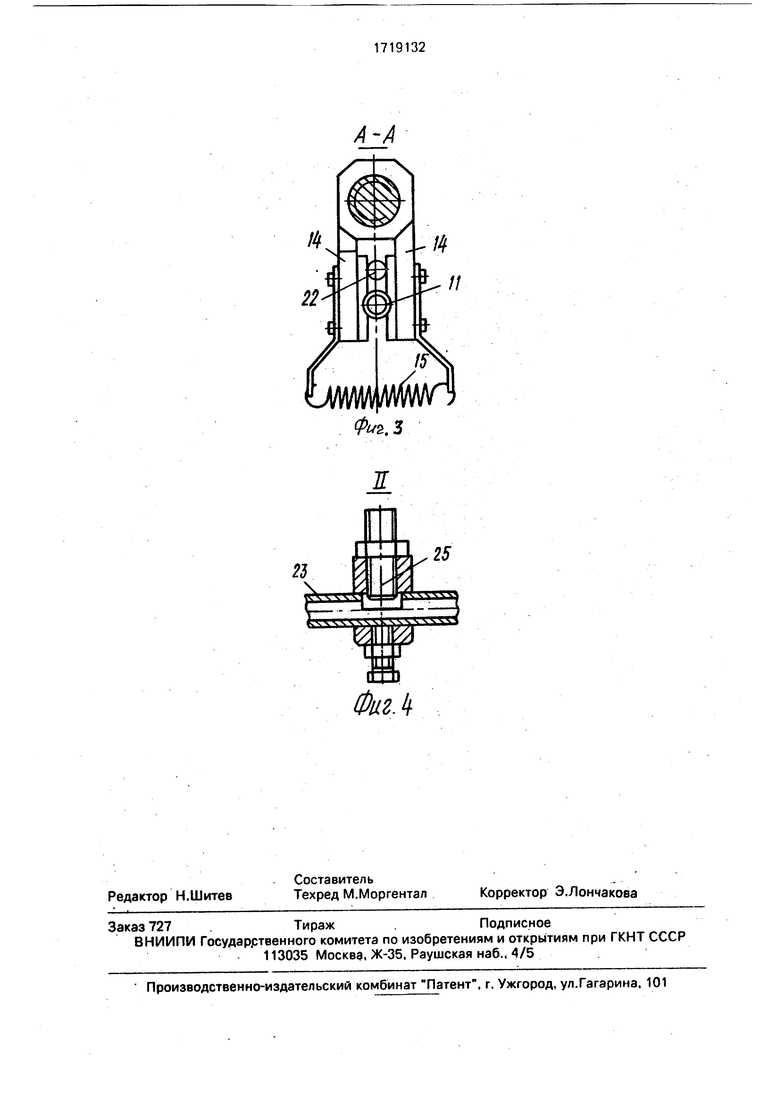
На фиг.1 показана автоматическая линия, общий вид; на фиг.2 - узел I на фиг.1; на фиг.З - разрез А-А на фиг.2; на фиг.4 - узел II на фиг.1.
Автоматическая линия для изготовления штучных изделий из пруткового материала, например, резьбовых шпилек, содержит расположенные в технологической последовательности размоточное устройство 1, штамповочный автомат 2, устройство 3 для перемещения заготовок от штамповочного автомата 2 к обрабатывающим машинам 4, например рёзьбонакатным автоматам. Штамповочный автомат включает станину 5, штамповочный механизм 6, приводной вал 7 (не показан), ползун 8. На выходе последней формообразующей позиции штамповочного механизма б смонтировано устройство 9 для перемещения отштампованных заготовок 10, выполненное в виде трубки 11, одним концом шар- нирно смонтированной на выходе последней формовочной позиции механизма 6.
На станине автомата 2 Смонтирован механизм 12 поворота трубки 11, выполненным в виде оси 13, горизонтально смонтированной на станине 5. На оси 13 шарнирно установлены одним концом пара рычагов 14 с возможностью их поворота в вертикальной плоскости, а другие концы рычагов связаны между собой пружинами 15. На оси 13 также установлен с возможностью поворота в вертикальной плоскости, двуплечи рычаг 16, в верхней части которого закреплен сферический штырь 17, взаимодействующий с кольцевой профильной канавкой кулачка-шестерни 18, смонтированной на неподвижной оси 19. Кулачок-шестерня 18 кинематически связана с зубчатым колесом 20 одного из привод- ных валов 21 автомата 2, в частности привода механизма переноса заготовок. На другом конце двуплечего рычага 16 закреплен палец 22.
Между рычагами 14 расположены свободный конец пальца 22 и другой конец трубки 11с возможностью взаимодействия с рычагами 14 посредством пружины 15. Устройство 3 для перемещения заготовок от штамповочного автомата 2 к обрабатывающим машинам 4 выполнено в виде трубчатых лотков 23. На станине 5 автомата 2 смонтирована панель 24, в которой на .заданном расстоянии от конца трубки 11 -закреплены концы лотков 23, ла другом конце которых установлены датчики 25 наличия заготовок.
Механизм 26 перемещения заготовок по трубке 11 выполнен-в виде трубопровода 27 для подачи под давлением воздуха, подвод которого размещен возле шарнирного соединения трубки 11.
Автоматическая линия работает следующим образом.
С катушек размоточного устройства 1 бунт круглого проката подается в размоточ- 5 ный автомат 2, в котором производится отрезка заготовки и последующее ее формообразование на рабочих позициях штамповочного механизма для получения полуфабриката шпильки. Под воздействием
10 ползуна 8 штамповочного автомата с последней позиции высадки заготовки шпилек 10 поступают в трубку 11 и под действием подаваемого под давлением по трубопроводу 26 воздуха с большой скоростью переме5 щаются к выходу трубки 11 и попадают в один из трубчатых лотков 23 и далее в приемник обрабатывающей машины 4, напри мер. резьбонакатного автомата. От приводного вала 21 штамповочного автома0 та 2 через зубчатое колесо 20 вращение передается кулачку-шестерне. 18, который через сферический штырь 17 передает воз- вратно-качательное движение двуплечему рычагу 16. Рычаг 16 через палец 22, воздей5 ствуя на рычаги 14, сообщает возвратно-ка- чательное движение трубке 11, которая по циклу высадки совмещается то с одним, то с другим трубчатым лоткам 23.
Профиль кулачка-шестерни 18 обеспе0 чивает время выстоя трубки 11, достаточное для прохода одной заготовки от позиции штамповки по трубке 11 в отверстие трубчатого лотка 23. Таким образом, за один рабочий ход ползуна 8 происходит подача одной
5 заготовки к одному из двух резьбонакатных автоматов. В случае переполнения приемников резьбонакатных автоматов заготовками последние останавливаются в зоне действия датчика 25, который дает команду
0 на остановку штамповочного автомата 2.
Использование предлагаемой автоматической линии позволяет повысить производительность линий как минимум в два раза, снизить металлоемкость и трудоем5 кость изготовления, так как на каждой второй линии освобождается один штамповочный автомат.
Формула изобретения 0 .Автоматическая линия для изготовления штучных изделий из пруткового материала, содержащая установленные в технологической последовательное штамповочный автомат с приводным валом, 5 обрабатывающие машины, устройство для перемещения отштампованных заготовок, выполненное в виде трубки, смонтированной одним концом на штамповочном автомате, механизм перемещения заготовок по трубке, устройство для перемещения заготовок из трубки в рабочие зоны обрабатывающих машин, расположенные у другого конца трубки, датчики наличия заготовок, кулачок с приводом его вращательного движения от приводного вала штамповочного автомата, отличающая с я тем, что, с целью повышения надежности и производительности процесса изготовления, она снабжена механизмом поворота трубки, выполненным в виде оси, горизонтально смонтированной на штамповочном автомате, рычагов, установленных одним концом на оси с возможностью поворота в вертикальной плоскости, пружины, связывающей другие концы рычагов между собой, двуплечего
0
5
рычага, установленного на оси с возможностью поворота в вертикальной плоскости и взаимодействия одним концом с кулачком, и пальца, закрепленного на другом конце двуплечего рычага и расположенного между рычагами с возможностью взаимодействия с ними, причем конец трубки смонтирован шарнирно, трубка расположена между рычагами, устройство для перемещения заготовок выполнено в виде лотков для их перемещения, закрепленных одним концом на штамповочном автомате на заданном расстоянии от другого конца трубки, а датчики наличия заготовок установлены на других концах лотков.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Накатный станок | 1980 |
|
SU996020A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Автоматическая линия для изго-ТОВлЕНия бОлТОВ | 1979 |
|
SU846052A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Установка для перемещения и сортировки длинномерных штучных заготовок | 1988 |
|
SU1547925A1 |
| Загрузочное устройство к резьбонакатному станку | 1987 |
|
SU1669624A1 |
Изобретение, относится к машиностроению и может быть испо) ьзовнно для изго- товления штучных изделий из пруткового материала. Целью изобретения является повышение надежности работы и производительности процесса изготовления. Автоматическая линия содержит установленные в технологической последовательности штамповочный автомат с приводным валом, обрабатывающие машины, устройство для перемещения отштампованных заготовок, выполненное в виде трубки, смонтированной одним концом на штамповочном автомате, механизм перемещения заготов- ки по трубке, устройство для перемещения заготовок из трубки в рабочие зоны обрабатывающих машин, расположенные у другого конца трубки, датчики наличия заготовок, кулачок с приводом его вращательного движения от приводного вала штамповочного автомата. Поставленная цель достигается тем, что линия снабжена механизмом поворота трубки. Трубка выполнена в виде оси, установленной горизонтально на штамповочном автомате. На оси одним концом закреплены рычаги. Другие концы рычагов связаны между собой при помощи пружины. На оси установлен также двуплечий рычаг, поворачиваемый в вертикальной плоскости и взаимодействующий одним концом с кулачком. На другом конце двуплечего рычага закреплен палец. Конец трубки смонтирован шарнирно. Трубка расположена между рычагами. Устройство для перемещения заготовок выполнено в виде лотков для их перемещения, закрепленных одним концом на штамповочном автомате на заданном расстоянии от другого конца трубки. Датчики наличия заготовок установлены на других концах лотков. 4 ил. V4 Ч оэ 10
S
Фиг IJ
го.
я
Фиг.2
А -А
| Кохан Л.С | |||
| КомНлёксная механизация и автоматизация метизных цехов | |||
| Металлургия, 1983 | |||
| с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Машиностроитель, № 8,1989, С; 12 | |||
| Устройство для межоперационного перемещения заготовок | 1978 |
|
SU673371A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Автомат для штамповки деталей из длинномерного материала | 1988 |
|
SU1538971A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
