Изобретение относится к способам измерения величины коэффициента поверхностного натяжения и может быть применено при определении поверхностного натяжения жидких металлов в металлургии и в области сварочного производства.
Известен способ определения величины коэффициента поверхностного натяжения жидкого металла методом висящей
капли, согласно которому величина коэффициента поверхностного натяжения жидкого металла о определяется из формулы
-p.f а.
о)
где р- плотность жидкого металла; g - ускорение свободного падения; de - экваториальный диаметр капли;
ds диаметр капли на расстоянии de выше ее вершины;
f г - табличная функция (1).
НW
При этом образующаяся в высоком вакууме при оплавлении кончика цилиндрического образца электронной бомбардировкой жидкая капля фотографируется длиннофокусной фотокамерой по схеме прямого увеличения на фотопластинку с последующим обмером негатива на измерительном микроскопе УИМ-21, Наводка на резкость осуществляется смещением цилиндрического образца вдоль оптической оси. Кроме того, в установке имеется устройство вертикального перемещения цилиндрического образца для подачи его кончика в зону оплавления.
Недостатком этого способа является применение дорогостоящего специального оборудования и аппаратуры, а также значительные затраты времени на измерение величин de и ds по негативам, что значительно увеличивает время определения величины коэффициента поверхностного натяжения.
Известен также способ определения величины коэффициента поверхностного натяжения методом массы капли, в котором величина а определяется по формуле
аJL-,
(2)
где m - масса упавшей капли; . F - поправочный коэффициент (1);
г- радиус цилиндрического образца, на котором образуется капля.
При этом торец цилиндрического образца диаметром 1,6 мм прогревается и оплавляется в высоком вакууме путем периодического включения источника питания и постепенным повышением мощности электронного луча и плавном опускании образца по мере его расплавления с помощью специального устройства.
Недостатками этого способа являются применение дорогостоящего оборудования, а также значительные затраты времени на определение величины а, связанные с получением высокого вакуума в вакуумной камере.
Цель изобретения - уменьшение затрат и повышение производительности при определении коэффициента поверхностного натяжения.
Поставленная цель достигается тем, что замеры проводятся на серийно выпускаемом оборудовании: сварочных автоматах, предназначенных для сварки проволоками
диаметром 1-2,5 мм, при этом оплавление цилиндрического образца осуществляют электрической дугой до получения капли с экваториальным диаметром равным 1,5-2,0
диаметра цилиндрического образца, после чего источник тока и подача цилиндрического образца или подача цилиндрического об- разца отключаются и оплавление цилиндрического образца осуществляется
за счет перегретого металла капли до достижения ею критической массы, при которой она обрывается и падает на перемещающуюся пластину, выполненную из того же или близкого по химсоставу, материала, что и
цилиндрический образец. .
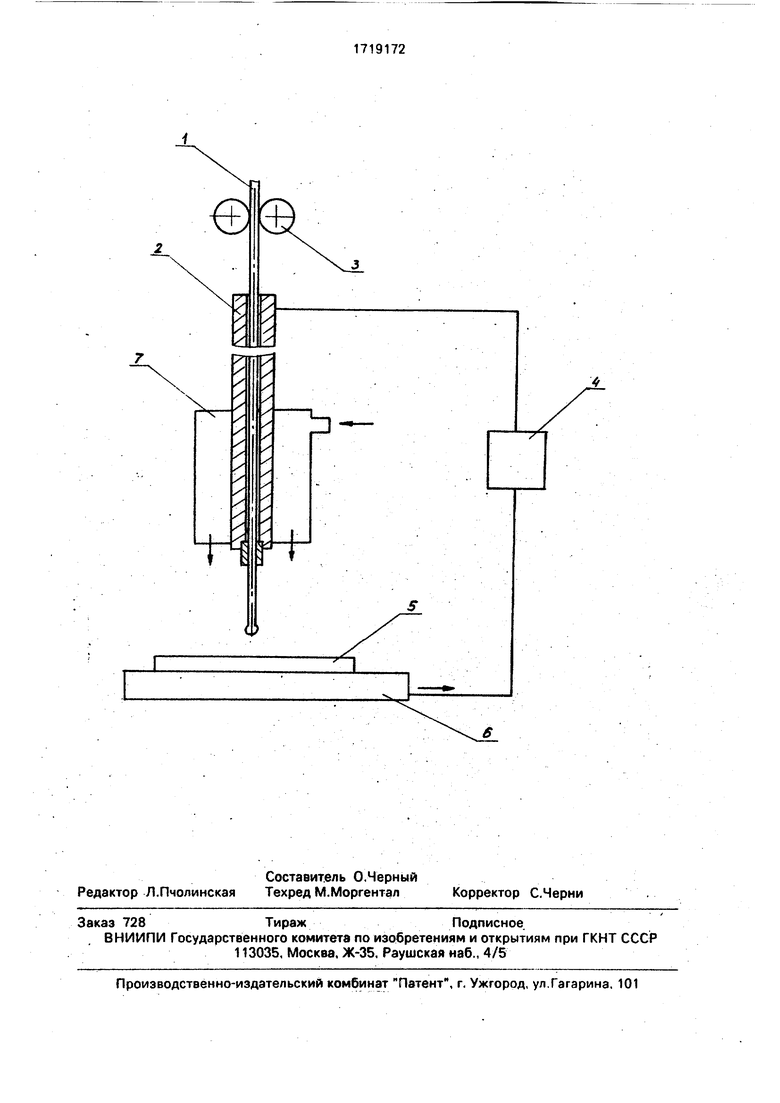
На чертеже изображена схема осуществления способа. На схеме показаны цилиндрический образец 1, сварочная горелка 2, подающие ролики 3, источник 4 тока, пластина 6, перемещающийся стол 6 и сопло для подачи газа 7..
Проведение замеров коэффициента поверхностного натяжения расплава цилиндрического образца 1 осуществляется
следующим образом.
Цилиндрический образец 1 вставляется в сварочную горелку 2 и подающие ролики 3. После чего включается источник 4 тока и механизм перемещения сварочного стола 6.
При вращении подающих роликов 3 цилиндрический образец 1 подается в сторону движущейся вместе со столом 6 пластины 5. При соприкосновении с пластиной 5 в месте контакта пластины 5 и цилиндрического образца 1 образуется дуга, в результате чего торец цилиндрического образца 1 начинает оплавляться и на нем образуется капля расплавленного металла. При достижении экваториального диаметра капли размера,
равного 1,5-2,0 диаметра цилиндрического образца 1, источник 4 тока отключается и прекращается вращение подающих роликов 3 или прекращается вращение подающих роликов 3. В результате этого дуга
обрывается и тепловое воздействие ее на цилиндрический образец 1 прекращается. Дальнейшее плавление цилиндрического образца 1 осуществляется за счет тепла перегретого металла капли. При достижении
каплей критической массы, она обрывается и падает на холодную часть успевшей сдвинуться вместе со столом 6 пластины 5, в результате чего после остывания капля легко отделяется от пластины 5 и ее можно
взвесить.
П р и м е р. В качестве цилиндрического образца использовали очищенную от загрязнений сварочную проволоку 0 2,0 мм марки Св-08Г2С. В качестве оборудования
использовали серийно выпускаемые сварочный автомат ТСГ-7 и источник тока ПГС- 500. Пластину изготовили из стали Ст.З толщиной 12 мм с очищенной от окалины, ржавчины и смазки поверхностью. Скоро- сть подачи сварочной проволоки составляла 0,01-0,02 м/с, а скорость перемещения пластины 0,012 м/с. Оторвавшаяся от проволоки капля после остывания легко отделялась от пластины. При этом из-за того, что рас- стояние между каплей в момент ее отрыва и поверхностью пластины не превышала 20 мм, разбрызгивание металла капли при ее ударе о поверхность пластины не происходит}. Это позволяло точно определить мае- су капли. Взвешивание капли проводили на весах марки МЛТ-200.
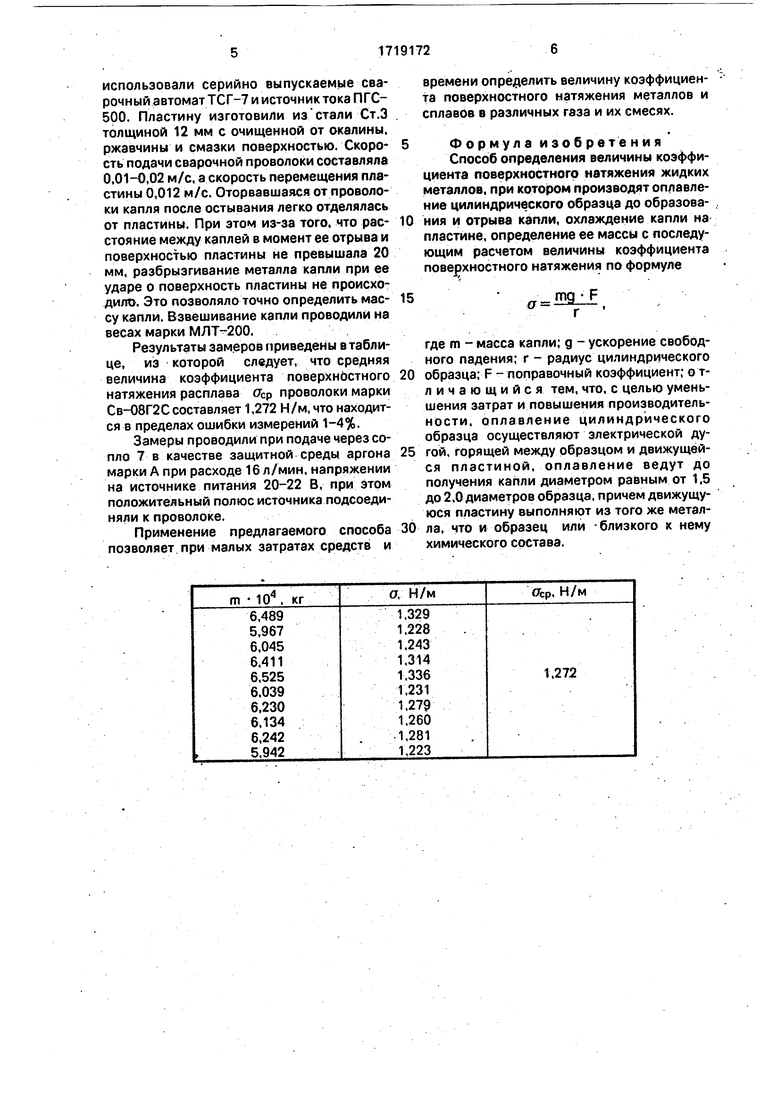
Результаты замеров приведены в таблице, из которой следует, что средняя величина коэффициента поверхностного натяжения расплава Оср проволоки марки Св-08Г2С составляет 1,272 Н/м, что находится в пределах ошибки измерений 1-4%.
Замеры проводили при подаче через сопло 7 в качестве защитной среды аргона марки А при расходе 16 л/мин, напряжении на источнике питания 20-22 В, при этом положительный полюс источника подсоединяли к проволоке.
Применение предлагаемого способа позволяет при малых затратах средств и
времени определить величину коэффициента поверхностного натяжения металлов и сплавов в различных газа и их смесях.
Формула изобретения Способ определения величины коэффициента поверхностного натяжения жидких металлов, при котором производят оплавление цилиндрического образца до образования и отрыва капли, охлаждение капли на пластине, определение ее массы с последующим расчетом величины коэффициента поверхностного натяжения по формуле
mg F °-г
где m - масса капли; g - ускорение свободного падения; г - радиус цилиндрического образца; F - поправочный коэффициент; отличающийся тем, что, с целью уменьшения затрат и повышения производительности, оплавление цилиндрического образца осуществляют электрической дугой, горящей между образцом и движущейся пластиной, оплавление ведут до получения капли диаметром равным от 1.5 до 2.0 диаметров образца, причем движущуюся пластину выполняют из того же металла, что и образец или -близкого к нему химического состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Электродная проволока | 1990 |
|
SU1836205A3 |
| Способ определения физических параметров капельного образца металлического расплава и устройство для его реализации | 2020 |
|
RU2757008C1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2250157C2 |
| Способ измерения силового воздействия дуги на сварочную ванну при сварке плавящимся электродом | 1990 |
|
SU1727972A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| СВАРОЧНЫЙ КАЛОРИМЕТР | 2021 |
|
RU2757877C1 |
| Способ и устройство для определения плотности и поверхностного натяжения металлических расплавов | 2015 |
|
RU2613592C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
Изобретение относится к способам измерения величины коэффициента поверхностного натяжения жидких металлов и может найти применение в металлургии и сварочном производстве. Цель изобретения - уменьшение затрат и повышение производительности при определении величины коэффициента поверхностного натяжения расплавов металлов и сплавов. Величина поверхностного натяжения определяется на серийно выпускаемых сварочных автоматах методом массы капли. При этом оплавление цилиндрического образца осуществляют электрической дугой до получения капли с экваториальным диаметром равным 1,5-2,0 диаметра образца, после чего источник тока и подачи образца отключаются и оплавление осуществляется за счет перегретого металла капли до достижения ею критической массы, при которой она обрывается и падает на перемещающуюся пластину, выполненную из того же или близкого по химсоставу материала, что и цилиндрический образец. После чего производится определение ее массы с последующим расчетом величины коэффициента поверхностного натяжения по формуле o mgF/r, где т- масса капли; д-ускорение свободного падения; г- радиус цилиндрического образца, F - поправочный коэффициент. Применение способа позволяет при малых затратах средств и времени определять величину коэффициента поверхностного натяжения металлов и сплавов в различных газах и их смесях. 1 ил. ю NJ ю
| Еременко В.Н., Иващенко Ю,Н., Марце- нюк П.С | |||
| Методика измерения свободной поверхностной энергии тугоплавких и активных металлов | |||
| Поверхностные явления в расплавах | |||
| - Киев: Наукова думка, 1968, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Воропай Н.М | |||
| Поверхностное натяжение расплавленного металла сварочной проволоки | |||
| - Автоматическая сварка, 1978, Ms 9, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
